全部
▼
热搜:
 1151
1151
 0
0
本发明公开了一种高钒合金钢碳化物添加剂,由如下重量百分数的组分形成:48‑55%碳化铬、40‑45%碳化钼、4‑8%碳化铌。本发明还公开了一种高钒合金钢碳化物添加剂的制法和营业,包括球磨、插筛造粒、抽真空烧结、保温排胶以及随炉冷却,得到高钒合金钢碳化物添加剂。本发明选用高熔点的金属碳化物以及与高钒钢基体晶粒浸润良好的金属碳化物烧结成合金碳化物,添加到粉末高钒合金钢坯体进行烧结,能够扩大高钒合金钢致密化温度范围,与高钒钢晶体界面浸润,能够抑制高钒合金钢烧结时的晶粒长大,提高了高钒合金钢硬度和强度,扩宽了粉末烧结高钒合金钢材的烧结温度范围。
 1154
0
1154
0
本发明涉及一种粉末冶金手机中框烧结工艺,包括以下步骤:(1)将脱脂好的产品装入烧结炉内,关闭好炉门,检查确认设备各管道阀门无漏气,开始启动抽真空;(2)待炉体内部真空度抽到≤20Pa时,开始升温烧结产品;(3)运行烧结程序,完成烧结。本发明的优点是:烧结脱脂废气可以被及时有效的彻底排出,不会因为之前长时间的存在炉内而响应到产品后续的烧结过程,提升了烧结工艺产品良率,通过发明新的烧结工艺方法,解决粉末冶金产品烧结良率不高的问题,提升粉末冶金胚件真空烧结工艺良率。
 1215
0
1215
0
本发明提供了一种制备碳刷的方法,其原料包括石墨粉、铜粉、沥青、碳纤维/环氧树脂复合材料废弃物,其包括步骤一,使用球磨机将碳纤维/环氧树脂复合材料废弃物球磨并过筛,得到短性碳纤维以及环氧树脂粉末;步骤二,将短性碳纤维、环氧树脂粉末、铜粉、石墨粉以及沥青置于密炼机中混炼均匀,冷却后使用颚式破碎机破碎成1‑5mm的注射料,混炼温度为150‑200℃,时间为1‑4h,转速为20‑60r/min;步骤三,将注射料置于料仓中,启动注射成型机,设置注射参数后开始注射,得到注射成型坯体,注射温度为130‑180℃,注射压力为30‑70MPa,保压压力为15‑20MPa;步骤四,将注射坯体埋于刚玉中后置于真空烧结炉中进行烧结得到碳刷,真空度为30‑40Pa,烧结温度为900‑1200℃。本发明制备的碳刷耐磨性高。
 1095
0
1095
0
本发明公开了一种高性能铜基复合板的制备方法,该方法包括以下步骤:首先采用水雾化或氮气雾化的方法制备Cu‑Al合金粉,然后将其与氧化剂混合进行球磨,制得的复合粉依次进行氢气气氛干燥处理、冷等静压成型、真空烧结、热挤压处理,得到的压坯进行精加工制得铜基基板;然后对铜基基板进行预处理后进行阳极氧化处理,最后将复合板预热,并将马来酸酐接枝的聚丙烯、聚丙烯共混并由双螺杆挤出机挤出树脂层与预热的复合板复合,通过热压辊进行热压处理,然后急冷,得到高性能铜基复合板。该方法制得的复合板力学性能好,耐腐蚀性能优异,且制备方法易于操作。
 1107
0
1107
0
本发明提供一种高纯度钽钌合金靶材及其制备方法,将市售的纯度为99.9%的钌粉和钽粉分别经真空高温升华提纯至纯度大于99.995%的钌粉和钽粉,经球磨混合后,经冷等静压压成块状,真空烧结熔炼,得到高纯度钽钌合金锭,然后高纯度钽钌合金锭经横向热锻,退火处理,热轧,冷轧,结晶退火处理,得到高纯度钽钌合金靶材。本发明的钌粉和钽粉的提纯工艺简单,提纯纯度高,深度去除Ca、Cr、Co、Cu、Cd、Cl、Fe、K、Li、Mg、Na、Ni,制备的靶材成分均匀、纯度高、晶粒细小,氧含量低,面积大,厚度薄。
 939
0
939
0
本发明公开了一种对称型高功率密度的超级电容器的制备方法,包括以下步骤:首先制备二硫化钼层状纳米材料;然后采用溶剂热法制备MoS2/RuO2纳米复合材料,预处理钽片,然后将制得的浆料热压在钽片上,真空烧结,制得电极片;最后将上述制得的电极片、隔膜、电极片层叠放置于电池模型中,注入电解液,组装制得对称型高功率密度的超级电容器。本发明制得的超级电容器稳定性好,充放电效率高,循环使用寿命久,绿色环保。
 1046
0
1046
0
本发明提供一种有超细晶组织的长寿命铜锰基合金靶材及其加工方法,有超细晶组织的长寿命铜锰基合金靶材的成分为铜、锰、镍和钴,具体加工方法为:将铜粉、锰粉、镍粉和钴粉混合均匀后,经冷等静压压成块状,真空烧结熔炼,得到铜锰基合金铸锭;将铜锰基合金铸锭热锻开坯,进行60‑90%冷轧变形,再在大气或者真空条件下经过400‑600℃再结晶热处理,保温2‑3h,退火处理,得到原始坯料;对原始坯料使用搅拌摩擦焊加工进行晶粒细化,得到有超细晶组织的长寿命铜锰基合金靶材。本发明制备的有超细晶组织的长寿命铜锰基合金靶材中平均晶粒尺寸小于5μm,寿命不低于3000kwh,且制备方法简单,成本低廉,适合大规模工业化生产。
 1174
0
1174
0
本发明提供了一种玻璃的切割边镀膜工艺,包括以下步骤:按照尺寸要求用玻璃切割机对普通玻璃进行切割,得到基板;对基板的四个切割边进行粗磨;对基板的四个切割边进行抛光处理;使用高压水枪对基板的四个切割边进行冲洗;用清水对基板进行清洗,干燥后在基板的正反面都覆盖一张自粘保护膜;在基板的四个切割边表面都涂上钛粉、发泡剂、载体树脂、玻璃胶的混合物,然后将其置于高真空烧结炉中烧结2~3h,基板的四个切割边都形成一层泡沫钛膜层;冷却后将基板的正反面的自粘保护膜除去。本发明的玻璃的切割边镀膜工艺,在切割边表面制作一层泡沫钛膜层,增强了玻璃的稳定性,提高了玻璃的耐酸碱腐蚀性能、抗氧化性能、抗微生物性能。
 1054
0
1054
0
本发明公开了一种片式铌电解电容器的制备工艺,包括以下步骤:首先将铌粉压制成坯块,然后进行真空烧结,并将烧结后的坯块首先在赋能液中赋能,其中赋能液中添加有机高分子物质,且采用组合式赋能工艺,首先在磷酸水溶液中进行分段赋能,然后进行热处理,再在磷酸‑乙二醇‑水溶液中进行精细化赋能,最后再进行热处理,得到铌电容器的阳极;然后将得到的阳极在比重为1.3‑1.9的硝酸锰溶液中反复浸渍、热分解,然后在其表面涂覆导电石墨和银浆,封装制得片式铌电解电容器。该电容器容量大,损耗小,制备简单。
 812
0
812
0
本发明提供一种高孔隙的钛基吸气元件的批量化制备方法,包括以下步骤:在氩气保护条件下,将钛粉与钼粉、锆钒铁粉、锆铝粉和锆镍粉的混合物,混合至均匀,得到钛基的原料;在惰性气体保护下,将钛基的原料与碳酸氢铵混合均匀,加入有机粘结剂,形成注射喂料;将注射喂料沉积于改性的金属丝上,经冷等静压成型,卸压脱模取出,形成坯件;在真空状态下,将坯件置于三氯乙烯中进行化学脱脂处理,取出冷却,得到化学脱脂坯件;将化学脱脂坯件在真空烧结炉内进行高温烧结,降温出炉后得到孔隙率高于50%的高孔隙的钛基吸气元件。本发明制备工艺简单易操作,吸气元件的孔隙率高,可操控性好,吸气性能优良。
 1219
0
1219
0
本发明提供一种基于碳纳米管的非蒸散型吸气剂及其制备方法,具体制备方法为:将吸气粉末与含碳纳米管的叔丁醇基溶剂混合,形成吸气粉末浆料;注入到预制模具中,将注入模具后的吸气元件坯材连同模具一同放进低温烘箱中,在‑50~‑5℃下经快速冷冻处理形成坯材;然后放入真空箱中,脱醇处理得到经脱醇处理的吸气剂元件坯材;再真空烧结,制得基于碳纳米管的非蒸散型吸气剂。本发明制备方法简单,制备效率大幅度提高,成本降低,产品的尺寸和一致性好,制备的吸气剂以多壁碳纳米管作为骨架,表面附着吸气金属粉末,制备得到吸气剂的表面积活性大,孔隙度大且均匀,吸气速率高、吸气容量大,而且激活温度低,使用性好。
 813
0
813
0
本发明公开了一种高比重合金的制造方法,其包括以下工艺步骤:a、准确称取由碳化钨粉、金属钨粉、碳化钛粉、钴粉、三氧化二铬粉、铜粉、碳化钒粉所组成的合金混合料,并将合金混合料倒入至滚筒球磨机中;b、往滚筒球磨机的不锈钢滚筒内装入丙酮,研磨处理72小时;c、一次筛网过滤处理;d、烘干箱烘干处理;e、干燥器中氮气保护冷却至室温;f、二次筛网过滤处理;g、将丙酮混合物与石蜡二甲苯汽油溶液混合;h、压制合金坯件;i、脱模取件;j、合金坯件干燥处理;k、合金坯件脱胶处理;l、合金坯件真空烧结;m、合金件冷却。通过上述工艺步骤设计,本发明能够有效地生产制备高比重合金件,工艺步骤合理、稳定可靠性好。
 887
0
887
0
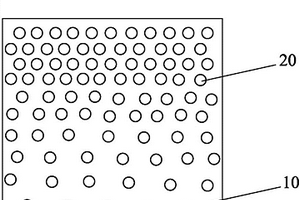
本发明公开了一种梯度多孔镁合金材料,用于骨缺损修复,所述梯度多孔镁合金材料由镁合金粉末和添加剂在梯度压力下制备预制体,然后采用真空烧结工艺制备,其内部和表面都具有连通的孔隙,所述孔隙呈梯度分布且其孔隙率的大小与植入空间周围骨组织的密度沿特定方向呈反比,即皮质骨密度高的部位所对应孔隙率小的镁合金部位,而松质骨密度低的部位对应孔隙率大的镁合金部位。孔隙率高的区域降解较快,而孔隙率低的区域有助于提高其强度,减少体液和多孔镁合金的接触面积,降解速度较慢,从而使镁合金的降解速度尽可能与骨组织的愈合相匹配。
 1236
0
1236
0
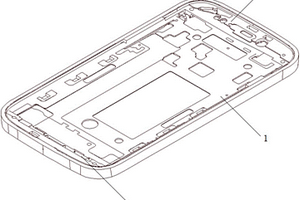
一种铝合金塑料复合材料手机框架,包括3D打印的铝合金中框和一体注塑成型的塑胶结构件,铝合金中框是将铝合金粉末和聚合物粉末混合均匀的混合料,通过3D打印微喷射方法制成的铝合金中框坯体,经真空烧结处理得到的铝合金中框。该手机框架的制作方法包括:S1、将铝合金粉末和聚合物粉末混合均匀形成混合料,通过3D打印微喷射方法制成铝合金中框坯体,经真空烧结处理得到铝合金中框;S2、通过注塑成型,在铝合金中框上一体成型塑胶结构件。通过本发明混合料使用3D打印铝合金中框再注塑成型上塑胶结构件,结构强度高,不再需要CNC加工复杂的功能结构槽,工序简单,自动化程度高,不产生多余的金属废料,材料使用率高。
 915
0
915
0
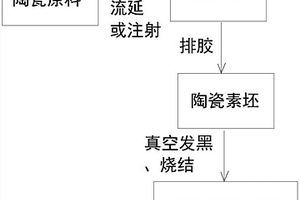
本发明公开了黑色陶瓷材料及其制备方法。上述黑色陶瓷材料的制备方法,包括如下步骤:S1、将陶瓷原料制成陶瓷生坯;S2、将所述陶瓷生坯置于排胶设备中进行排胶,所述排胶设备以0.1℃/min‑10℃/min的速度升温到900℃‑1200℃,保温0.5h‑3h,得到陶瓷素坯;S3、将所述陶瓷素坯与含碳材料共同置于真空烧结炉中进行烧结发黑,真空烧结炉抽真空,并以1℃/min‑10℃/min的速度升温到1400℃‑1550℃,保温0.5h‑8h,得到黑度高(L值2.5以下)、没有黑点且发色纯正的黑色氧化锆陶瓷材料。本发明所述黑色陶瓷材料的制备方法,制备出的黑色陶瓷黑度高且纯正,均匀无黑点、发色纯正。
 951
0
951
0
本发明公开了一种钛金属件的粉末冶金模压生产工艺,涉及粉末冶金模压生产工艺技术领域。本发明以下工艺步骤:S1.配料,将钛金属粉末与粘合剂均匀混合;S2.压制成型,将混合好的钛金属粉末充填入粉末成型机的压制模具中进行常温下的压制成型,得到特定形状的钛金属件生坯;S3.烧结成型,将特定形状的钛金属件生坯放入真空烧结炉中的金属钼载体中进行真空烧结成型,烧结温度为1200℃~1350℃,烧结时间为2h~4h,得到高强度的钛金属件;S4.烧结成型之后,取出钛金属件,将钛金属件进行研磨表面处理。本发明生产工艺无切削加工工序,加工效率高、精度高、钛金属材料无变性、强度高、可直接制成多孔半致密或全致密材料和制品。
 892
0
892
0
本发明公开了金属拉链链牙的粉末冶金模压生产工艺,包括:S1.配料,将金属粉末与粘合剂均匀混合;S2.压制成型,将混合好的金属粉末充填入粉末成型机的压制模具中进行压制成型,得到特定形状的金属拉链链牙生坯;S3.烧结成型,将金属拉链链牙生坯放入真空烧结炉中的不锈钢器皿或陶瓷器器皿中进行真空烧结成型,烧结温度为1200℃~1300℃,烧结时间为90~120分钟,得到符合机械性能的金属拉链链牙;S4.烧结成型之后,充入氮气或氩气对金属拉链链牙进行冷却;S5.冷却之后,取出金属拉链链牙,将金属拉链链牙进行表面研磨处理。本发明无需冲压加工、精度高、生产效率高,能直接制成多孔、半致密或全致密的产品,并且适合各种形状、各种材质的链牙加工。
 1186
0
1186
0
本发明公开了一种高电导率铜基复合材料的制备方法,其具体包括以下步骤:首先以Cu、Al粉为原料制备氧化剂,然后采用水雾化方法制备Cu‑Al合金粉;将制得的Cu‑Al合金粉与制得的氧化剂混合置于密闭容器中加热到800‑1000℃,氮气气氛下进行氧化处理0.5‑3.5h,处理结束后将得到的粉体在氢气气氛下进行干燥处理,得到复合粉体;将上述制得的复合粉体进行冷等静压处理处理,得到的压坯真空烧结,最后将真空烧结后的压坯进行真空包套,然后进行热等静压处理,然后进行后续加工处理,制得铜基复合材料。本发明制得的铜基复合材料力学性能好,制备方法简单,效率高。
 966
0
966
0
本发明提供一种基于表面快速热处理高纯致密氧化镁靶材的制备方法,包括以下步骤:以氧化镁粉末为原料,以氧化锆球为介质,对原料进行行星球磨,研磨后的粉末进行200目筛分;将筛后粉末进行冷等静压成型得到氧化镁压坯;将氧化镁压坯进行真空烧结,真空烧结结束后,根据所需靶材尺寸进行进行表面精密机加工至靶材表面粗糙度≤0.8μm,得到氧化镁靶材;将氧化镁靶材进行表面研磨,然后进行清洗,最后在真空条件下用连续波激光热处理法、扫描电子束法或非相干宽带频光源法进行表面快速热处理,得到基于表面快速热处理高纯致密氧化镁靶材。本发明制备的氧化镁靶材纯度高、致密度好、表层与内层组织一致,且制备方法简单,工期短,绿色环保节能。
 1257
0
1257
0
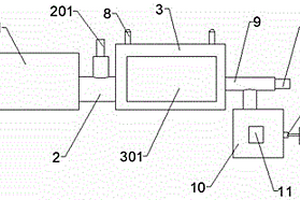
本实用新型公开了一种粉末冶金真空冷却装置,包括真空烧结炉、连接管、冷却箱、机械手、传送机、冷却水箱、水泵、冷却水管、排料管、收集箱、门板、单向阀、抽空机,该粉末冶金真空冷却装置结构简单,设计合理,通过抽空机将冷却箱和收集箱中空气抽出,使得冷却箱和收集箱内部处于真空状态,并且通过连接管与真空烧结炉连接,因此将真空烧结炉中的零件取出时,使得零件处于完全真空状态下冷却,因此可达到对零件起到保护作用,并且通过向冷却水管中不断输入水,从而加快零件的冷却效率。
 771
0
771
0
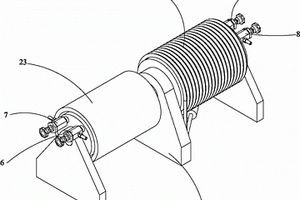
本实用新型公开了一种防粘型真空碳管烧结炉,其包括固定支撑架、真空烧结炉体、电发热管、真空泵、氢气进气管、电磁阀、主控制器,真空烧结炉体包括烧结炉本体、烧结炉盖,烧结炉本体和烧结炉盖分别包括从外至内依次层叠布置的钢质外壳、隔热保温层以钼片内壳,真空泵通过抽真空管道与烧结炉本体的真空烧结腔室连通,真空烧结腔室的底部装设碳舟皿,碳舟皿的工件承放面涂覆防粘接层。工作时,主控制器通过协调控制电发热管、真空泵、电磁阀动作来完成工件烧结作业;防粘接层由氧化铝粉末、炭黑、酒精混合而成,在烧结过程中,防粘接层能够防止工件与碳舟皿粘接,进而避免工件报废。故而,本实用新型结构设计新颖且能够避免工件因粘接而报废。
 1030
0
1030
0
本发明公开了一种减少硬质合金短棒材弯曲率的方法,其工艺步骤包括:a、压制;b、坯料自然干燥;c、脱胶;d、将由石墨舟皿装载的坯料放入至真空烧结炉内,关闭炉门后进行抽真空处理;e、真空一次烧结;f、坯料随炉冷却至室温;g、于石墨盖板的盖板V形槽表面以及石墨底板的底板V形槽表面涂覆防粘涂料;h、防粘涂料自然干燥;i、烧结装载石墨舟皿装载坯料;j、将由烧结装载石墨舟皿装载的坯料放入至真空烧结炉内,关闭炉门后进行抽真空处理;k、真空成型烧结;l、成品随炉冷却至室温;m、切割。通过上述工艺步骤设计,本发明能有效减少硬质合金短棒材弯曲率且能有效避免粘结现象,即能有效提高硬质合金短棒材的质量及成品率。
 1211
0
1211
0
本发明公开了一种金属化陶瓷基板及其制备方法,所述金属化陶瓷基板按下述步骤制备:(1)制备氮化铝陶瓷基片;(2)在所述氮化铝陶瓷基片的表面形成银层;(3)在所述银层远离所述氮化铝陶瓷基片的表面形成有机层;(4)在所述有机层远离所述银层的表面形成铜浆层,以形成金属化陶瓷基板前体;(5)真空烧结所述金属化陶瓷基板前体。本发明在真空烧结的时候,真空烧结时温度比较高,银层会扩散至氮化铝陶瓷基片中,与氮化铝发生反应形成氮化银过渡层,提高了其结合力;真空烧结的过程中,由于有机层的隔绝作用,银层不会和铜浆层发生反应,阻止了银层迁移到铜浆层;本发明制备的金属化陶瓷基板的导电率高,镀覆附着性好,同时其具有优异的耐热循环性。
 1149
0
1149
0
本实用新型属于蒸镀设备技术领域,尤其涉及一种蒸镀装置,包括支架、真空烧结装置、冷凝沉积装置和电源系统,真空烧结装置和冷凝沉积装置均设置于支架上,电源系统分别与真空烧结装置和冷凝沉积装置连接,并且真空烧结装置的一端和冷凝沉积装置的一端连通。相对于现有技术,本实用新型中真空烧结装置用于得到包覆材料的蒸汽,将被包覆材料置于冷凝沉积装置中,包覆材料的蒸汽到达冷凝沉积装置中,便可以在被包覆材料的表面沉积一层包覆材料,形成核-壳结构,从而可以增强包覆材料和被包覆材料之间的结合力。整个装置可以实现材料的连续化生产,简化了材料的生产流程,大大提高了生产效率,降低了生产成本,而且环境友好。
 972
0
972
0
本发明涉及真空冶金领域,具体为一种真空感应熔炼炉用石墨坩埚打结固定的方法。固定和支撑石墨坩埚的材料包含三层结构。第一层为一块圆形的耐高温氧化铝陶瓷垫;第二层由耐高温的正六边形氧化锆陶瓷方砖铺砌而成;第三层是靠近石墨坩埚部分,由颗粒及粉状的耐高温打结料捣打而成。本发明可以提高打结坩埚和拆炉的效率,并且可以节约打结固定石墨坩埚所需要的材料。
 914
0
914
0
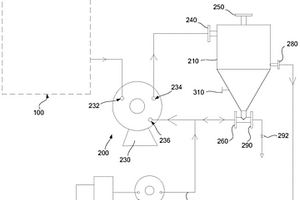
本申请涉及一种真空分离器及换热系统。上述的真空分离器用于与换热系统的机体的出气端连通,真空分离器包括分离器主体、固定挡板、真空泵、进气管、排气管、回流管以及补水罐,分离器主体形成有分离腔;固定挡板位于分离腔内并与分离器主体连接,且固定挡板邻近进气管设置;由于真空泵的进气口与出气端连通,使机体产生的废气通过出气端进入真空泵,又由于进气管分别与分离腔和出气口连通,真空泵再将废气从出气口排入分离腔内,与固定挡板接触后的废气再通过排气管排出,大大减少了废气中的高温水滴,且废气经过较长的管道路径之后再排出,使聚集于分离腔内的水滴温度均得到冷却,解决了换热系统的水滴外泄较大且容易烫伤人的问题。
 768
0
768
0
本实用新型公开了一种自动补气真空烧结块冷炉,包括炉体,炉体两侧壁均活动连接有端盖,端盖上安装有螺栓、螺纹座与冷却风机,炉体顶部设有支撑架,支撑架上安装有真空表,真空表包括电子显示屏、切换按钮、设置按钮、背光按钮与电源按钮,真空表两侧外壁均固定连接有接口,接口一端活动连接有检测管,支撑架底部中央安装有中央处理器,炉体顶部于支撑架两侧固定连接有补气管,补气管上安装有电磁阀,炉体底部设有散热孔。本实用新型能够大幅降低冷却所需时间,拆装也十分方便快捷,提高了拆装效率,工作效率大大提高,使得在补气时无需人工手动进行补气,提高了补气效率,操作简单,使用方便,实用性强。
 945
0
945
0
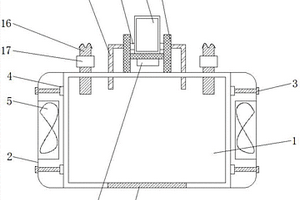
本实用新型涉及磁铁技术领域,尤其是一种钕铁硼磁铁光柱成型用冷却式真空烧结炉,它包括烧结炉本体,所述烧结炉本体的左右两侧分别设置有第一冷却炉体和第二冷却炉体,所述第一冷却炉体和第二冷却炉体的外侧面中部均固定安装有冷风管,所述第一冷却炉体和第二冷却炉体的外侧面底部还固定安装有冷风机,所述烧结炉本体的顶面中部通过排气管连接有过滤装置,本实用新型通过设有第一冷却炉体和第二冷却炉体,在烧结完成之后,第一冷却炉体和第二冷却炉体移动结合,并通过注入冷风对烧结炉本体进行快速冷却,使其在确保产品质量的同时,缩短烧结炉冷却的时间,提高生产效率;通过设有过滤装置,能够实现废气排放的洁净和环保,有效地保护了环境。
 1172
0
1172
0
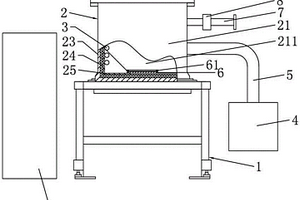
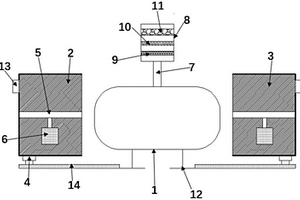
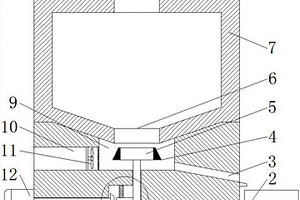
本实用新型公开了一种AF镀膜药丸真空烧结装置,包括底座,底座的顶部固定连接有真空炉,真空炉的顶部固定连通有进料器,真空炉的底部开设有下料口,底座的顶部开设有与下料口相连通的料槽,底座的一侧固定连接有电机,底座的内部开设有安装槽,电机的输出轴贯穿底座且延伸至安装槽的内部,电机的输出轴与底座转动相连,电机的输出轴末端固定套接有第一锥齿轮,安装槽的内顶部转动连接有竖直放置的螺纹杆,螺纹杆的底部固定连接有转杆,转杆的底部与安装槽的内壁转动相连。本实用新型结构简单,操作方便,利用密封塞的上下移动和风扇的设置来实现不需要打开真空炉的炉壳就能取出降温过的AF镀膜药丸的目的。
中冶有色为您提供最新的广东东莞有色金属冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!



































































 2025年11月07日 ~ 09日
2025年11月07日 ~ 09日 



")








