全部
▼
热搜:
 827
827
 0
0
本发明涉及一种耐冲击金属复合材料及其制备方法,将铁粉、碳化硅、氧化铝、镁粉和镍粉倒入混料桶,并混合均匀制得第一混合物;将左旋聚乳酸、酰胺肼类化合物和2,2’,6,6’‑四异丙基二苯基碳化二亚胺混合均匀,经同向平行双螺杆挤出机共混挤出复合粒;将所述复合粒与第一混合物放入球磨机球磨,用筛子过筛,制成料粒;将料粒真空烧结,制得耐冲击金属复合材料。本发明所述的耐冲击金属复合材料及其制备方法,提高了透明度和透光率,可以用于一些既需要透明度,又需要金属性能的场合;且没有污染物,安全性更好,可持续发展性更好;耐冲击力强,成本低,工序少且短。
 1143
0
1143
0
本发明公开一种用于模具的材料的制备方法,具体为将陶瓷粉、玻璃微珠和石膏粉搅拌混合,得到混合粉体;在混合粉体中加入氧化锌、硅酸钙、玻璃纤维和硼砂,加水后进行搅拌,得到混合物;将混合物升温静置,然后转入钢模中;倒模后使用压机压实,且保持5‑10分钟,脱模,得到模具半成品;将模具半成品进行真空烧结,得到用于模具的材料。本发明提供的方法得到的材料具有良好的机械性能、耐温性能以及可塑性。
 804
0
804
0
本发明涉及一种多孔含油双金属减磨自润滑轴承烧结工艺,它包括选料、混合、成型、烧结、脱酯、成孔、续烧、保温、浸泡过程;分别是选择固体润滑剂、合金粉末和造孔剂,采用混料机将所选原料按比例混合,采用成型机将混合颗粒压制成型,采用真空烧结炉将成型体高温烧结,在烧结过程中使造孔剂分离,在造孔剂被真空抽走后在合金体表面留下多空组织,在烧结保温出炉后,将烧结物浸泡在液体润滑剂中,使烧结孔洞中自然渗入液体润滑剂;本发明所述的一种多孔含油双金属减磨自润滑轴承烧结工艺,通过选用特定的原料配方,按照规定的烧结工艺,使双金属轴承表面形成自润滑的、具有减磨性能的低阻薄膜,提高了轴承的耐磨性能,延长了使用寿命。
 976
0
976
0
本发明适用于半导体技术领域,提供了一种高纯大尺寸SIC晶体衬底材料的制备方法,包括以下步骤:S1、按一定化学计量比称量硅粉和碳粉,将它们混合均匀后加入到石墨坩埚中;S2、在S1中的石墨坩埚中添加含有氯元素的先驱体并搅拌均匀;S3、将S2中的石墨坩埚放入真空烧结炉中后关炉,待真空抽至≤10‑4Pa以后,再充入稀有气体至所需压强;S4、按一定升温速率进行升温至所需温度进行高温合成,待一段时间后降温后,停炉取出样品。本发明通过添加含氯元素的先驱体,实现厚膜外延材料,单层外延层厚度达80微米,突破厚膜生长的重复性、稳定性、一致性等产业化瓶颈共性技术,并且消除硅滴以及硅组分失配等外延缺陷。
 1174
0
1174
0
本发明提供了一种摩擦制动材料的制备方法,先取脂肪酸锌,加热至150~170℃,加入重晶石粉,搅拌,冷却后加入聚氯乙烯、甘油、大豆卵磷脂,乙撑双硬脂酰胺,升温混合,冷却至室温,得到混合物A;再取聚酰胺改性酚醛树脂、聚甲基丙烯酸铵、环氧树脂、硅灰石、六太酸钾晶须、聚酰胺蜡,升温混合,冷却,得到混合物B;然后将混合物A、混合物B进行混合,烘干、球磨,得到混合物C;最后将混合物C与石墨、氧化钛、铁粉、镍粉、甲基硅油、聚碳酸酯、硼酸单乙醇胺混合,真空烧结,即得。本发明提供的摩擦制动材料具有良好的摩擦制动性能。
 1139
0
1139
0
本发明公开了一种低羟基高纯石英棒材/管材的制备方法,包括:S1.将石英粉配置成浆料,加入成型剂,抽真空搅拌;S2.将浆料加压注入不锈钢模具中,浇注的同时增加震动,静置;S3.将不锈钢模具置于60‑100℃的条件下保温4‑8小时,脱模得坯料;S4.将坯料自然干燥12‑24小时,然后加热干燥24‑48小时;S5.将坯料于真空烧结炉中进行玻璃化处理,得石英棒/管坯料;S6.在石英棒/管坯料的两端分别焊接石英手柄和尾柄,将石英手柄悬挂在中频炉顶部,底部由石英尾柄支撑;S7.加热使坯料底部开始逐步软化形变,调整拉制的直径,得到低羟基高纯石英棒材/管材。本发明的低羟基高纯石英棒材/管材的制备方法,解决了杂质的引入,气泡、气线和条纹产生等问题。
 1088
0
1088
0
本发明提供了一种高速列车用粉末冶金刹车材料的制备方法,先取季戊四醇硬脂酸酯,加热保温,加入碳化硼、氮化硅、壳聚糖,搅拌,冷却,得到改性粉体;再取氧化铜粉、铝粉、二氧化硅、氧化镍粉、硬脂酸锌、聚乙烯醇、聚丙烯酰胺、硅酸钙,混合,加至乙醇、聚乙二醇、氯化铵的混合溶液中,加热搅拌,过滤,得固体混合物;然后将改性粉体与固体混合物混合,加入大豆卵磷脂、柠檬酸、甘油,混合,烘干,室温冷压,得压坯;最后将压坯进行真空烧结,冷却,即得。本发明高速列车用粉末冶金刹车材料不仅具有良好的摩擦性能,还有优异的力学性能。
 1083
0
1083
0
本发明公开了一种氮化铝基金属陶瓷材料的制备方法,所述制备方法包括:(1)按以下质量百分比进行配料:氮化铝为60~70%,钛、镍合金粉末为10~20%,混合均匀,以球料比为5:1在无水乙醇介质中球磨12~24h,再加入1~5%碳纳米管,继续球磨1h,得到混合浆料;(2)按质量比,将混合浆料:成型剂=100:1~5混合均匀,于180~220Mpa压力下压制成型,然后在1400~1450℃的真空烧结炉中烧结2~3h,保温1h,得到氮化铝基金属陶瓷材料。本发明中的氮化铝基金属陶瓷材料致密度高,通过加入碳纳米管,不仅能够提高氮化铝基金属陶瓷材料的硬度,而且还能提高其断裂韧性。
 1088
0
1088
0
本发明涉及一种用于飞机刹车盘的碳/碳化硅摩擦材料的制备方法,属于复合材料技术领域。包括如下步骤:取脂肪酸锌,加热,然后加入碳化硅粉体,搅拌均匀,冷却后,得到改性粉体;再加入阳离子表面活性剂、甘油,在混合机中初混,再加入乙撑双硬脂酰胺,升温混合,冷却至室温,得到阳离子预制体;取煅烧石油焦碳、阴离子表面活性剂、环氧树脂,乙酸乙酯,升温混合,冷却后,得到阴离子预制体;将阳离子预制体、阴离子预制体进行混合,烘干、球磨,得到混合物;将混合物与石墨粉、氧化钛粉末、铁粉、镍粉、甲基硅油、聚碳酸酯混合均匀,在真空烧结炉中进行烧结后,得到碳/碳化硅复合材料。本发明的摩擦材料的摩擦性能优。
 919
0
919
0
本发明公开了一种铝钛合金材料,所述铝钛合金材料按照质量百分比计包括:钛为0.8~1.5%,镁为2.2~3.8%,锰为0.3~0.7%,铬为0.1~0.2%,锆为0.1~0.2%,铁和硅的总量为0.5~1.5%,钇和锶的总量为0.05~0.1%,杂质总和小于或等于0.25%,余量为铝。本发明还公开了一种铝钛合金材料的制备方法,包括以下步骤:(1)称取上述除余量铝之外的合金材料,真空球磨混合均匀后,压制成型,于700~800℃条件下真空烧结,冷却,得到钛合金烧结块;(2)将上述钛合金烧结块放入充有氩气、温度为680~720℃的真空炉中熔炼,除杂,再加入过90~110目筛的余量铝,熔炼2~5h,搅拌均匀,所得熔液装入预热过的模具中,保温1~2h,自然冷却,得到铝钛合金材料。本发明中的合金材料不仅具有优良的塑韧性,而且具有较高的抗拉强度、硬度和延伸率。
 948
0
948
0
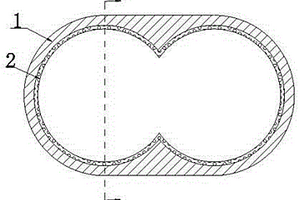
本发明涉及平行双螺杆挤出机领域,公开了一种双合金整体套及其制作方法,该整体套用于平行双螺杆挤出机机筒内,包括基体套筒(1)和耐磨层(2),所述耐磨层(2)附着在所述基体套筒(1)内侧壁。该制作方法如下:制备所述基体套筒(1);在制作所述耐磨层(2)的粉末原料中加入适量有机粘结剂,将所述粉末原料调制成膏状原料;将所述膏状原料均匀涂覆在所述基体套筒(1)的内侧壁上;对涂覆在所述基体套筒(1)内侧壁上的膏状原料进行常压热处理;对进行了所述常压热处理后的所述膏状原料进行真空烧结,得到所述耐磨层(2)。使用本制作方法制作出来的双合金整体套能够有效提升基体套筒内侧壁的耐磨性和耐腐蚀性。
 850
0
850
0
本发明公开了一种挤出机螺杆捏合块及其制备工艺,该制备工艺包括如下步骤:(1)提供一具有外模、底板和内模的组装模具;(2)将预制的合金粉末灌入的组装模具中,振实;(3)将振实后的工件放入真空烧结炉中,按一定烧结工艺将合金粉末和内模烧结为一体;(4)从烧结后的工件底部,压出由合金粉末和内模烧结成型的棒料;(5)将具有内模的棒料加工成挤出机螺杆捏合块,合金粉末采用镍基合金粉末。采用本发明方法制得的挤出机螺杆捏合块具有优良的耐磨性、耐腐蚀性,使用寿命提高了约1.5倍,且生产成本降低了约50‑60%,有效提高了塑料加工企业的社会经济效益。
 1233
0
1233
0
一种包括石墨烯的多相增韧碳化硅陶瓷的制备方法,其特征在于下述顺序的步骤:(1)的碳化硅粉末和氧化铝颗粒以及碳化硅粉,炭黑粉末,聚乙烯醇和石墨烯粉混合;(2)将粉体进行球磨混合,加入水均匀混合制成浆料,注入到压力为0.01MPa~1MPa的真空压力罐中处理;(3)处理好的浆料放置到模具中,模压成型制成胚体,在70℃~90℃炉中进行干燥;(4)将干燥好的胚体放入真空烧结炉中,炉内压强为0.01MPa~0.1MPa,将炉内温度升至1200℃~2000℃,保温时间为1h~4h,然后降温至100℃~200℃取出;(5)烧制完成的产品进过一系列的后加工,制成成品。该方法制得的碳化硅陶瓷增韧效果高于单一氧化铝颗粒增韧,增韧效果与石墨烯增韧效果相当显著高于一般陶瓷材料,制作成本降低。
 914
0
914
0
本申请公开了一种多孔钛硅合金的制备方法,包括步骤:(1)将钛粉末和硅粉末混合,混合料中,硅粉末的质量比为2~3%,磨球直径4~6mm,球料比为(7~10):1,球磨转速500~600转/min;(2)、以尿素颗粒为造孔剂,混合粉末和尿素的质量比为1 : (1~1.5),真空环境下进行烧结:以0.3~0.5℃/min升温至200~250℃,保温烧结50~60分钟,除去造孔剂;(3)、高温烧结工艺:将真空烧结炉抽真空,充入3×103~4×103Pa的氩气,烧结温度1250~1350℃,烧结时间100~120分钟;(4)、改性处理,将获得的材料加入氢氧化钠溶液中,在50~60℃条件下保温18~24小时,然后用去离子水冲洗,最后烘干。本发明获得多孔钛硅合金,孔隙大小在400μm左右,孔隙率在50%左右,抗压强度不低于50MPa,弹性模量小于1.8MPa。
 758
0
758
0
本发明公开一种用于无铆钉连接机的耐磨损的合金材料,包括如下步骤:混合料装入定型模腔内,在压力机冲头的压力的作用下,压力传向模腔内的混合料,同时在成型剂的作用下,混合料被密实成压坯,将压坯置于真空烧结气氛中加热,随着温度的升高,达到石蜡蒸发温度时,石蜡从压坯中逸出,得到成品,本发明提供一种用于无铆钉连接机的耐磨损的合金材料,具有高硬度、高强度、高韧性、高耐磨性,高速切削时磨损率低好的优点。
 1213
0
1213
0
本发明公开了一种新型高效非均相催化剂的制备方法及应用,包括以下步骤:步骤一:称取MnCl2·4H2O和KMnO4置于研钵中,研磨20‑40min,在70‑90℃恒温水浴的条件下反应5‑7h,将产物用去离子水和无水乙醇洗涤,在60‑80℃烘干箱中烘干3‑5h,即得到纳米二氧化锰;步骤二:将中间相炭微球、石墨和所述纳米二氧化锰置于研钵中研磨10‑20min,通过冷压成型为球型颗粒,将得到的球型颗粒真空烧结,烧结冷却后得到固体非均相催化剂。本发明通过中间相炭微球、石墨和纳米二氧化锰三者合理的掺杂比例以及冷压成型工艺使催化剂具有高机械强度,抗压强度达到4.0‑4.5MPa,堆积和水力剪切造成的磨损率在5%以下。
 851
0
851
0
一种包括石墨烯的多相增韧碳化硅陶瓷的制备方法,其特征在于下述顺序的步骤:(1)的碳化硅粉末和氧化铝颗粒以及碳化硅粉,碳黑粉末,聚乙烯醇和石墨烯粉混合;(2)将粉体进行球磨混合,加入水均匀混合制成浆料,注入到压力为0.01MPa~1MPa的真空压力罐中处理;(3)处理好的浆料放置到模具中,模压成型制成胚体,在70℃~90℃炉中进行干燥;(4)将干燥好的胚体放入真空烧结炉中,炉内压强为0.01MPa~0.1MPa,将炉内温度升至1200℃~2000℃,保温时间为1h~4h,然后降温至100℃~200℃取出;(5)烧制完成的产品进过一系列的后加工,制成成品。该方法制得的碳化硅陶瓷增韧效果高于单一氧化铝颗粒增韧,增韧效果与石墨烯增韧效果相当显著高于一般陶瓷材料,制作成本降低。
 779
0
779
0
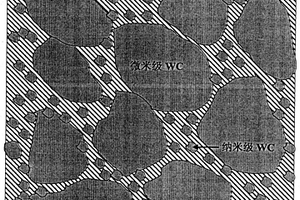
本发明公开了一种微纳米WC-Co硬质合金、其制备方法及应用。该硬质合金以微米级和纳米级WC颗粒作为硬质相原料,重量百分比为80-95%,其中微米WC和纳米WC可以是任意比例,0.01-5%重量百分比的VC作为晶粒长大抑制剂,3-20%重量百分比的Co作为粘结相;其制备方法包括依次进行的球磨、干燥、造粒、压制成型、真空烧结等工序。本发明采用传统粉末冶金工艺,利用不同尺度微纳米颗粒协同增强作用,同时兼有微米粗晶硬质合金和超细晶及纳米晶硬质合金的性能特点,同时实现对强度和韧性同时兼顾,体现出更好的强度、硬度、抗冲击性和耐磨性等综合性能。并且可以通过不同应用领域需求设计其中微纳米颗粒组合,实现对性能的调控,对传统硬质合金产品实现良好的改性提升。
 1024
0
1024
0
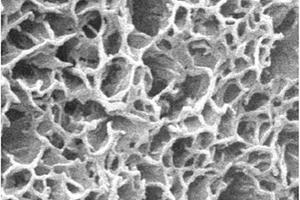
本发明涉及一种制备海绵状石墨烯的方法,包括如下步骤:采用冻干法,以氧化石墨为原料,制备得到海绵状的氧化石墨烯作为前驱体;将制得的前驱体放入坩埚中,然后将坩埚放入微波真空烧结炉内,抽真空后用微波进行辐照,得到海绵状石墨烯。本发明得到的海绵状石墨烯具有疏松多孔的独特结构,使得其在超级电容器、储氢材料、传感器、吸附材料等领域有着广阔的应用前景。本发明中基于高能微波的辐照模式,瞬间将微波能转化为样品的内能,并通过剧烈的分子热运动,使得氧化石墨烯上的含氧基团被还原为气体并迅速挥发逸出,从而还原得到石墨烯,并可继续保持疏松多孔的海绵状聚集结构。
 898
0
898
0
本申请公开了一种多孔钛的制备方法,包括步骤:(1)对钛粉末进行球磨,磨球直径4~6mm,球料比为(7~10):1,球磨转速500~600转/min,球磨时间5~7小时;(2)、钛粉末和造孔剂的质量比为1 : (1~1.5),真空环境下进行烧结:以0.3~0.5℃/min升温至200~250℃,保温烧结50~60分钟,除去造孔剂;(3)、高温烧结工艺:将真空烧结炉抽真空,充入3×103~4×103Pa的氩气,烧结温度1250~1350℃,烧结时间100~120分钟;(4)、改性处理,将获得的材料加入氢氧化钠溶液中,在50~60℃条件下保温18~24小时,然后用去离子水冲洗,最后烘干。本发明制备获得的多孔钛,孔隙大小分布在350μm左右,孔隙率50%左右,抗压强度60MPa,弹性模量1.8GPa。制备的多孔钛无细胞毒性,不会对组织细胞产生不利影响。
 972
0
972
0
本发明公开了一种桥梁用复合金属材料的生产工艺及应用,采用先将三氧化四铁、氧化铝、钕粉、硫化锗、二叔戊酰甲烷铈、鳞片石墨进行研磨混匀、湿法球磨、真空干燥得真空干燥混合物,随后将甲氧基乙酸甲酯、马来酸酐接枝聚丙烯、聚二甲基硅氧烷、聚乙烯吡啶进行超声震荡后加入前述真空干燥混合物再次超声震荡,配以经搅拌处理的呋喃甲醇、乙二酸钠、偏苯三酸酐进行混炼,最后冷压成型、真空烧结得到成品的生产工艺,使得制备而成的桥梁用复合金属材料的抗拉强度和抗压强度优异,且耐腐蚀性能强,能够满足行业的要求,具有良好的应用前景。同时,还公开了该生产工艺的具体应用范围。
 1011
0
1011
0
本发明提供了一种碳纤维刹车片复合材料的制备方法,先取乙撑双硬脂酰胺,加热至150~170℃,加入碳纤维,搅拌,冷却,加入聚乙烯亚胺、甘油、甲基丙烯酸二甲胺基乙酯、卵磷脂、环氧树脂,加热保温,搅拌,冷却至室温,得改性碳纤维;再取硬脂酰乳酸钠、烯酰胺、过硫酸铵、石蜡、二氧化硅,加热保温,搅拌,冷却至室温,得混合物A;然后将改性碳纤维、混合物A混合,烘干、球磨,得到混合物B;最后将所得混合物与石墨粉、氧化钛粉末、铁粉、镍粉、甲基硅油、聚碳酸酯混合均匀,在真空烧结炉中进行烧结后,即得。本发明提供的碳纤维刹车片复合材料具有良好的摩擦制动性能。
 1121
0
1121
0
一种钽电容阳极块的烧结方法,其特征在于所述烧结方法包括:将混合粘结剂的钽粉压制成的钽阳极块装入注有脱脂溶剂的干燥炉中,进行密闭低温溶剂催化湿法脱蜡,然后进行真空干燥,再进行真空烧结。经本发明得到的钽阳极块保持了其高比表面积和高孔隙度,因而比容量高,漏电流小,其碳、氧含量可分别降至0.005%~0.010%、0.18%~0.65%。
 1199
0
1199
0
本发明提供了一种MIM金属注射成型的工艺,属于金属注射成型工艺技术领域。本发明通过金属粉末的制备、捏合造粒、注塑成型、催化脱脂和烧结处理,得到了质量稳定、精度更高的注射成型件。本发明的工艺方法简单易行,对金属粉末和粘合剂进行捏合处理后,提高了金属粉末之间的粘附性,催化脱脂后的坯件不鼓泡、不开裂,质量较高。对脱脂后的坯件分别进行真空烧结和分压烧结,提高了产品的致密度及精度,不需要额外使用研磨设备,生产效率高。
 1128
0
1128
0
本发明公开了一种烧结金属纤维过滤材料,包括至少两层烧结金属纤维毡,各层烧结金属纤维毡沿流体流入的方向孔径由大到小逐层递减,其制备方法为:先把剪切出短纤维;再将短纤维投到布毡机的喂料装置中,利用气流沉积的原理制成松软的金属纤维毡,然后将其压实;然后把两到四层不同单位毡重和过滤精度的金属纤维毡按照过滤精度从小到大的次序叠加在一起形成复合金属纤维毡,然后将复合金属纤维毡装入真空烧结炉中烧结,相邻两复合金属纤维毡之间设置烧结隔离材料,烧结完成后,冷却降温;最后把烧结为一体的金属纤维毡平整并压制到一定的厚度即可,本发明所得多层结构的烧结金属纤维过滤材料,其具有过滤精度高,纳污能力强和通量大等特点。
 1239
0
1239
0
本发明属于金属零件加工领域,特别涉及一种用于精密零件MIM成型的材料。包括以下制备步骤:S1混料:将不锈钢粉末和铌粉末混合,构成待加工混料;S2注射成型:将待加工混料加热至熔融状态,然后冷却成固体混料;S3脱脂:对固体混料进行脱脂处理,去除其内部粘接剂;S4烧结:对脱脂后的固体混料进行真空烧结,使其快速收缩,从而致密化形成最终成品材料。通过金属粉末成型烧结的方法解决了传统加工方法生产精度差,加工周期长的问题,同时无需投入大批量高精度加工设备,节省成本。
 891
0
891
0
本发明涉及一种耐冲击金属复合板及其制备方法,由耐冲击金属复合材料与硅混合组成,通过球磨、称量并混合、真空烧结、酸洗、层叠后,经热挤压制得。本发明所述的耐冲击金属复合板及其制备方法,耐冲击力强,成本低,稳定性好,不易分裂,无污染,局限性小,而且制作工序少且短。
 983
0
983
0
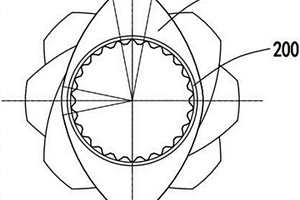
本发明公开了一种内含螺旋孔的轻质合金棒生产工艺,其包括以下步骤:球磨,将合金棒的原料导入球磨机,进行球磨处理;挤压成型,通过挤压模具得到内含螺旋孔的轻质合金棒,挤压模具中导入水溶性纤维绳,挤出过程中进行轻质合金棒的旋转,实现水溶性纤维绳在轻质合金棒中的螺旋分布;预热,将轻质合金棒放入蒸箱内,通入蒸汽,进行轻质合金棒的预热,使得水溶性纤维绳溶解,在轻质合金棒中得到螺旋孔;烧结脱脂,采用真空烧结脱脂设备进行轻质合金棒的烧结脱脂。本发明所述的内含螺旋孔的轻质合金棒生产工艺,在轻质合金棒得到通透的螺旋孔,避免了螺旋孔的坍陷问题,产品的合格率高,得到的轻质合金棒的自重轻,冷却效果好。
 1133
0
1133
0
本发明提供一种粉末冶金齿轮的制造方法以及粉末冶金齿轮,其制造方法包括以下步骤:按照质量份将铁粉96.8‑99份、铜粉3‑4份、石墨粉0.6‑1份、聚醚改性硅油0.2‑0.8份、聚乙二醇0.5‑1份和润滑剂0.3‑0.6份混合均匀得到混合物料;将混合物料压制为毛坯件;将毛坯件在380‑560℃下预热2‑3小时;将预热后的毛坯件放入真空烧结炉中,加热至900‑1180℃烧结;将烧结好的毛坯件放入防护油浸泡,取出毛坯件晾去多余的防护油;按照齿轮要求对毛坯件的尺寸进行调整,以及倒角、毛刺处理、磨齿、压轴。本发明的有益效果:过程工序减少,加工周期缩短,耗费能源减少;制得的齿轮硬度大,抗磨损性能好。
北方有色为您提供最新的江苏苏州有色金属冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!






































































 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日 













