全部
▼
热搜:

 1103
1103
 0
0
本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、铁、锰和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,铁含量:0.05~1%,锰含量:1.0~2.0%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 873
0
873
0
一种中高铬耐热耐磨铸件的气化模铸造工艺方法,用含Cr(重量%)13—32的合金铸造,其工艺是先制作泡沫聚苯乙烯模型,组合浇注系统,然后浇注中高铬合金钢,铸钢的浇注温度为1380—1520℃,工艺出品率取35—63%,在模型上型砂采用石英砂干砂,经三维震动使型砂紧实,模型的密度取0.014—0.03kg/l。本发明方法制成的产品用于冶金加热炉和挤压螺旋体用耐热耐磨的铸件,炉箅条、衬板和筛板、塑料橡胶机械和建筑机械的热挤出螺杆等。铸件的在高温工作条件下耐久性好,耐磨性好,在成本和工艺上有优化技术经济指标。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铜、锰和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铜含量:0.05~0.5%,锰含量:1.0~2.0%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 1147
0
1147
0
本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、铁、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,铁含量:0.05~1%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 1059
0
1059
0
本发明公开了一种铜-石墨-二硒化铌(NbSe2)自润滑材料及其制备方法,主要是以铜粉、石墨粉、纳米二硒化铌粉(NbSe2)为原料,采用粉末冶金法压片后烧结成型,再采用复压复烧的方法再次压片后烧结成型来获得在常温常压以及真空条件下均具有良好的减摩耐磨性能的铜-石墨-二硒化铌(NbSe2)自润滑材料。本发明方法原料易得、成本低廉、参数易控、操作简单,适合大规模的工业生产;制备得到的铜-石墨-二硒化铌(NbSe2)自润滑材料能够降低磨损,提高材料机械的使用寿命,在机械制造以及航空航天等工业领域具有广泛的用途。
 1018
0
1018
0
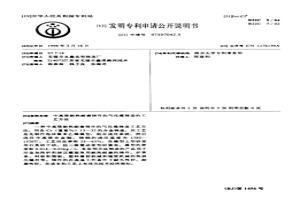
本发明涉及一种单驱动同步转动四轮夹送装置,属于冶金机械技术领域。它包括机架(1),机架(1)上设置有油缸(9)和减速机(12),减速机(12)的输出端固定安装有主动齿轮(2),两个油缸(9)下方均设置有上摆动臂(5),上摆动臂(5)下方设置有下摆动臂(6),上摆动臂(5)和下摆动臂(6)一侧分别设置有前级双联齿轮(3)和后级双联齿轮(4),前级双联齿轮(3)的大齿轮与主动齿轮(2)相啮合,后级双联齿轮(4)与前级双联齿轮(3)的大齿轮相互啮合,前级双联齿轮(3)与后级双联齿轮(4)的小齿轮与摆动齿轮(7)相啮合。本发明一种单驱动同步转动四轮夹送装置具有夹送轮速度调整方便、同步精度高,且制造成本低的优点。
 1169
0
1169
0
喷射成形制造或修复钢基辊芯复合轧辊方法,将钢基辊芯加热至1100-1250℃,于旋转和轴向移动状态下将熔融金属通过雾化喷嘴喷射于钢基辊芯基体表面,喷射成形结束后于热处理炉内保温冷却至室温,本方法可以制造或修复大规格的钢基辊芯复合轧辊,工作层具有组织致密、晶粒细小、析出相细小且均匀分布、界面冶金结合良好和性能优异的优点。
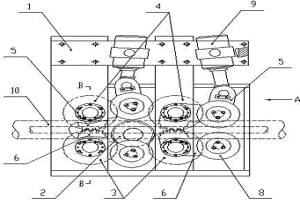
本发明公开了一种密闭矿热炉冶炼硅锰合金的煤气净化处理方法,涉及气体净化领域,包括如下步骤:S1、将密闭矿热炉产生的煤气进行回收,使其经粉末冶金多孔材料过滤;S2、将过滤后的煤气进行余热回收;S3、利用碱液喷淋余热回收后的煤气;S4、对经喷淋后的煤气进行催化燃烧。在此,将粉末冶金多孔材料代替布袋,有效地提高了煤气净化的效率,并且也减少了能源的损耗。而本申请的净化系统主要包括密闭矿热炉以及依次连通的高温过滤装置组、换热器、喷淋塔、鼓风机和燃烧炉。整体的结构也较为简单适合推广使用。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铁、铜、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铁含量:0.05~1%,铜含量:0.05~0.5%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、铜、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,铜含量:0.05~0.5%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 1013
0
1013
0
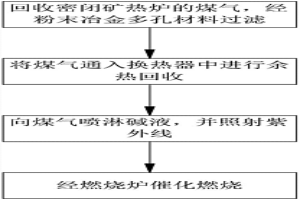
本发明一种高压电机并联斩波和双逆变调速节能控制器,应用于电力、水泥及冶金等行业的风机水泵类负载的绕线式电动机无级调速。包括并联斩波器和双重逆变器,并联斩波器包括平波电抗器L1、L2,绝缘栅双极晶体管S1、S2,快恢复二极管D1、D2和电容器C1、C2,双重逆变器包括两个独立的逆变器Q1、Q2和一个双逆变三绕组变压器T,逆变器Q1包括6支晶闸管Q11~Q16和一个电抗器L3,逆变器Q2包括6支晶闸管Q21~Q26和一个电抗器L4,双逆变三绕组变压器T有三套绕组,其中高压侧有一套绕组,三相接成Y形,低压侧有两套绕组,一套绕组TQ1三相接成Y形,另一套绕组TQ2三相接成△形。本发明可以保证每路并联回路的绝缘栅双极晶体管电流的大小基本一致。
 1092
0
1092
0
本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、铁、铜、铬和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,铁含量:0.05~1%,铜含量:0.05~0.5%,铬含量:0.5~2.0%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 1016
0
1016
0
本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、锰、铬和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,锰含量:1.0~2.0%,铬含量:0.5~2.0%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 1230
0
1230
0
本发明公开了一种钴基合金粉及其在激光修复核电海水泵轴上的应用,钴基合金粉的组份和重量百分比为:C : 0.85~1.10%; Cr : 21~23%; Fr : ≤1.0%; Ni : 11.0~12.0%; W : 8~10%; Ti : 0.2~0.4%; P : ≤0.030%; S : ≤0.030%,其余为钴; 合金粉目数:130~300。本发明既增强了材料的抗海水腐蚀性,也提高了抗磨强度,又保证了激光融覆过程中无裂纹产生。修复处的材料不仅耐海水腐蚀、耐磨强度也非常好,与激光工艺结合达到了最佳的冶金结合状态,无裂纹、无夹杂,硬度在HRC50左右,提高了部件的使用寿命。
 1181
0
1181
0
本发明是关于对热或冷轧铸钢合金半钢复合辊环及制备方法的改进,其特征是半钢工作层成份为:C1.80~2.20%,Si0.50~0.80%,Mn0.80~1.10%,Ni1.20~1.70%,Cr2.80~3.20%,Mo0.40~0.60%,P≤0.03%,S≤0.03%,余量为Fe及少量残余元素。离心浇注时分别控制工作层钢液温度为测定液相线温度加80-100℃,内层浇钢液度为测定的液相线温度加90-110℃,并在浇注的工作层界面温度低于液相线温度50-80℃时浇注内层。本发明得到的高碳高合金半钢,基体组织主要为贝氏体、碳化物及珠光体,因而具有较高的强度、韧性和耐磨性,毫米轧制量可以提高二倍以上,并且工作层与内层冶金结合好。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、铁、铜、铬、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,铁含量:0.05~1%,铜含量:0.05~0.5%,铬含量:0.5~2.0%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 1031
0
1031
0
本发明涉及一种大直径高纯致密特殊钢连铸圆坯生产方法,包括钢水冶炼、弧形圆坯连铸、切割、控制冷却、精整,弧形连铸机采用冶金智能凝固模型实时计算铸流凝固曲线,包括铸坯不同时段的表面温度、内部温度曲线,据此设置拉矫力;结晶器液面控制采用放射性元素监控或涡流监控技术,以满足铸坯更低拉速和更低振动频率的需要;采用多段电磁搅拌相结合:分别对结晶器内的钢水、连铸机二冷段的铸流、凝固末端铸坯的液芯实施电磁搅拌;连铸过程采用动态轻压下和重压下相结合,结合冶金智能凝固模型,设计凝固末端前沿拉矫机压下方式;采用一种通道式铸流加热方式,对铸坯表面进行均匀加热,让铸坯矫直前或开始矫直时温度保持在热脆性温度以上。
 782
0
782
0
本发明公开了一种以Al-Fe-Si系ZL104铝合金为材料的凸轮轴的加工成形制造方法。该方法属于热处理技术领域。该凸轮轴通过如下工序实现:粉末冶金制造毛坯-退火处理-机械加工-热处理+表面化学处理-电镀处理。该制造方法制得的凸轮轴质量好,工作稳定,不仅表面硬度高耐磨性好且抗弯曲能力强,抗疲劳强度高,而且心部韧性好,使用寿命长,工作可靠性高,粉末冶金制得凸轮轴耐高温性好,润滑性能很好,而且使凸轮轴具有良好的减磨性和低噪音,可以使凸轮轴具有较高的强度和硬度,从而保证了含油凸轮轴工作的稳定性,热处理提高了凸轮轴的表面硬度和耐磨性,同时使得心部韧性提高,机加工的特殊技术使得齿轮轴保证了尺寸精度和位置精度以及安装精度。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、铜和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,铜含量:0.05~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、铬、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,铬含量:0.5~2.0%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 977
0
977
0
本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铁和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铁含量:0.05~1%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 833
0
833
0
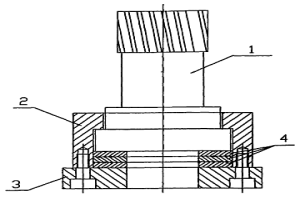
本发明涉及一种平面转动盘式粉末斜齿轮转动模具,它包括冲头(1)、上压套(2)、下压垫(3)和转动盘(4),所述冲头(1)下端设置有台阶圆柱(1.1),相应于该台阶圆柱(1.1),上压套(2)内设置有与之形状相配合的台阶孔(2.1),所述冲头(1)的台阶圆柱(1.1)部分插置于上压套(2)的内台阶孔(2.1)内,冲头(1)下端置于上压套(2)的最下面一个台阶孔(2.1)的上部,所述转动盘(4)有多片,其外缘形状与上压套(2)最下面一个台阶孔(2.1)的形状相配合,多片转动盘(4)置于上压套(2)最下面一个台阶孔(2.1)的下部,每片转动盘(4)下端面上均设置有阿基米德螺旋线状凹槽(4.1),阿基米德螺旋线状凹槽(4.1)两端为完整的圆弧(4.2),所述下压垫(3)垫置于上压套(2)下方,与上压套(2)固定连接。本发明能大大降低粉末冶金斜齿轮生产成本。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铁、锰、铬和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铁含量:0.05~1%,锰含量:1.0~2.0%,铬含量:0.5~2.0%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铁、铜、锰和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铁含量:0.05~1%,铜含量:0.05~0.5%,锰含量:1.0~2.0%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、锰、铬、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,锰含量:1.0~2.0%,铬含量:0.5~2.0%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 1055
0
1055
0
本发明涉及一种在钛合金表面进行表面活化处理的方法,包括:第一步:先将钛合金基材零件除油、除锈;第二步:对零件进行浸蚀处理;第三步:对零件进行表面活化处理;其中所述表面活化处理的活化液为乙二醇、酸性氟化铵、氯化镍、硼酸、乳酸和醋酸的混合液,所述表面活化处理的温度为40~60℃,所述表面活化处理的时间为30~40min;第四步:干燥及后处理工序,本发明技术与现有技术相比,活化的时间短,活化效果好,对零件无腐蚀,基本消除了对零件产生腐蚀的风险,而且环境污染小,本发明采用的活化液稳定性高,沉积速度较快,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层,从而可防止钛合金零件与铝合金、高温合金等航空材料的接触腐蚀。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铁、锰、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铁含量:0.05~1%,锰含量:1.0~2.0%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、铜、铬、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,铜含量:0.05~0.5%,铬含量:0.5~2.0%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、铬和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,铬含量:0.5~2.0%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
北方有色为您提供最新的江苏无锡有色金属冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!






































































 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日 













