全部
▼
热搜:
 1094
1094
 0
0
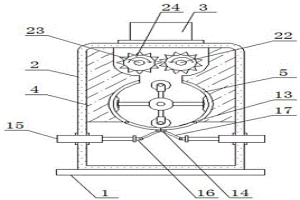
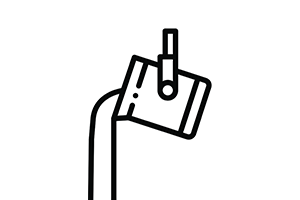
本实用新型属于粉末冶金领域,具体涉及一种粉末冶金薄壁压坯的取料装置。包括两组L型支架和调整托爪;L型支架整体呈L型,L型支架的一侧臂和驱动装置连接,L型支架的另一侧臂和调整托爪可拆卸连接;调整托爪与薄壁压坯相接触的侧面整体呈圆弧状,圆弧侧面的底部设有用于托取压坯的凸起,即调整托爪与薄壁压坯相接触的面的横截面为L型;两个调整托爪的结构相同,且同轴设置;两组L型支架和调整托爪配合用于粉末冶金薄壁压坯的取料。本实用新型采用托取式替代常规的夹取式的取料装置,成功地解决了薄壁产品的取料问题,有效地保证了产品的质量,且能通过取料装置的位置调整,适用于不同型号尺寸的薄壁产品的取料,通用性极强。
 1193
0
1193
0
本实用新型涉及粉末冶金技术领域,且公开了一种粉末冶金用冲压装置,包括底座,所述底座的顶部并位于远离中间的位置固定连接有支撑侧柱,所述支撑侧柱的顶部并位于中间的位置固定连接有液压柱,所述液压柱的输出端贯穿支撑侧柱,所述液压柱的输出端固定连接有压杆,所述压杆的外壁并位于靠右侧的位置设置有自动平整装置,所述压杆的底部活动套接有连接套,所述连接套的底部固定连接有压模块。该粉末冶金用冲压装置,通过自动平整装置在冲压前对模具顶部金属粉末进行刮平,并将多余的金属粉末刮除,从而提高了冲压的均匀度和冲压的质量,而后通过自动顶出装置将冲压完成后的,方便对冲压效果进行观察和将冲压后的成品取下。
 1269
0
1269
0
本发明涉及一种使用冶金级硅制备多孔硅纳米线的方法,它包括以下步骤:(a)将冶金级硅浸入不同有机溶液中,分别超声处理15~30分钟;(b)将超声处理后的冶金级硅浸入氧化溶液中,在50~90℃条件下反应0.5~5小时得氧化冶金级硅;(c)置于质量浓度为10~30%氢氟酸溶液;(d)真空溅射30~60秒得到银沉积冶金级硅;(e)将所述银沉积冶金级硅浸入氢氟酸与强氧化物的混合溶液中,在40~80℃条件下超声1~5小时后取出放入管式炉中通含氟气体2~3小时并进行干燥;(f)表面进行剥离得到多孔硅纳米线。一方面离子溅射仪沉积的银纳米粒子颗粒均匀,有利于在硅纳米线上形成孔径均匀的多孔结构;另一方面缩短时间、提高效率;而且该发明简单易行,适于大规模生产。
 797
0
797
0
本发明涉及一种Nb微合金化高强度粉末冶金材料及其成型方法,其特征在于:所述材料主要由以下质量配比的原料成份组成:NbCl40.12%~0.15%、石墨粉0.5~0.7%、硬脂酸锌0.7~0.9%和铁粉98.35%~98.58%。其成型方法为:按照一定的质量配比配好材料;配好的材料在双锥混合器内以19~21r/min的转速混合30~35min;将混好的材料在500MPa~600MPa的压力下于模具中压制成型为零件压坯;将压坯在1120℃±5℃温度下,保护气氛组成为88~92%N2,7.5~8.5%H2,0.1~0.4%CH4下烧结5小时±1小时。本发明将Nb用于粉末冶金生产,最大限度的利用了Nb的强化作用,大大地降低了粉末冶金材料成本。
 895
0
895
0
本发明公开了风力发电输电导体粉末冶金结构件及其制造方法,所述制造方法包括:A,在110℃~120℃的温度条件下,将粘结剂和包括铜粉、石墨粉、锌粉、二硫化钨的电刷粉料进行充分混合,使电刷粉料中的铜粉、石墨粉、锌粉、二硫化钨粘结在一起,形成粘结粉料;B,将所述粘结粉料进行成型压制处理,得到成型制品,其中成型制品的形状取决于成型模具;C,在700℃至900℃的温度条件下,对成型制品进行热处理,以便冷却后,得到风力发电输电导体粉末冶金结构件。利用本发明方法制造的风力发电输电导体粉末冶金结构件具有如下技术效果:电阻率小、电流密度大;氧化膜形成性好;防腐蚀能力强;摩擦系数小,磨耗小、寿命长。
 765
0
765
0
本实用新型涉及粉碎设备技术领域,且公开了一种冶金粉末制备过程用的破碎装置,包括底座,所述底座的顶部固定安装有机体,所述机体顶端的中部固定连通有入料口,机体内腔顶部的两侧均固定安装有侧块,所述侧块的数量为两个,两个所述侧块彼此之间相对应一侧的底部均固定套接有圆弧块。该冶金粉末制备过程用的破碎装置,通过设置驱动电机、碾压辊和刮板,由于驱动电机的运行将会使得转轴通过圆轮分别带动碾压辊和刮板旋转,由于两个刮板的作用,将会对圆弧块内部的冶金粉末进行刮铲,不仅实现了对冶金粉末的扰动效果,而且也提高了碾压辊的碾压效果,进一步的提高了冶金粉末的生产质量,因此增加了该破碎装置的实用性。
 959
0
959
0
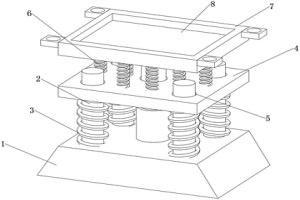
本实用新型公开了一种冶金冲样机减震底座,具体涉及冶金技术领域,包括支撑底座,所述支撑底座的顶部对称焊接有一组减震缓冲柱,所述减震缓冲柱的外部套设有缓冲弹簧,所述缓冲弹簧的顶部固定连接有缓冲板,所述缓冲板的顶部固定连接有一组减震弹簧,所述减震弹簧的顶部固定安装有减震底座。通过减震底座与冶金冲样机的底部进行连接,支撑底座对整体进行支撑,减震缓冲柱保障了整体的稳定性,缓冲弹簧缓冲弹性好,在冶金冲样机工作产生震动带动减震底座产生上下晃动的幅度时,减震弹簧可以起到很好的减震作用,通过减震缓冲柱卡入相对应的定位孔内起到定位减震的作用,定位橡胶块质地柔软有弹性可以很好的防止产生硬性碰撞。
 1078
0
1078
0
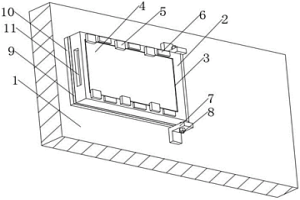
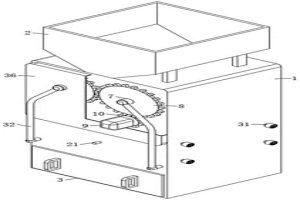
本实用新型公开了涉及粉末冶金转盘精整机技术领域,具体为一种显示屏可翻转的粉末冶金转盘精整机,包括粉末冶金转盘精整机壳体,粉末冶金转盘精整机壳体的表面设置有显示屏安装板,显示屏安装板的前侧表面设置有显示屏安装槽,显示屏安装槽中卡合固定有显示屏本体,显示屏安装板的前侧表面上下两端等距离分布有多组硬质橡胶垫,相邻的硬质橡胶垫之间分布有磁性吸块。本实用新型中显示屏本体可进行翻转,翻转后方便快速固定和保护,起到了避免显示屏本体在不使用时被碰触损坏的现象;本实用新型中显示屏本体拆装方便,便于维修,使用方便;本实用新型中显示屏本体在使用时可快速吸附固定在机械表面。
 932
0
932
0
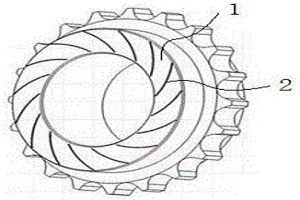
本发明公开了一种含镍齿轮用粉末冶金材料,其组成按重量百分比包括:硼酸锌0.08~2%、石墨粉0.3~0.6%、硼铜合金粉1.8~3.2%、氧化镍0.1~1%,铁粉余量,制备方法包括:(1):用球磨机对原料进行球磨,球料比为35:1~55:1,球磨时间为3.5h~4.5h;(2):将粉末冶金材料放入模具中,对模具加压535~625MPa,压制至密度为5.5~7.8g/m3;(3):把压制成型后的粉末冶金材料高温烧结,第一阶段温度为780~845℃,烧结3h,第二阶段温度为940~990℃,烧结3h,冷却后为所述的齿轮用粉末冶金材料,使用本发明的制备方法能够提高粉末冶金材料的屈服强度与冲击强度。
 1044
0
1044
0
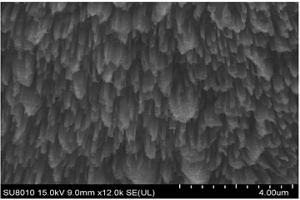
本发明公开了一种具备高表面摩擦力的粉末冶金件,在粉末冶金件表面上通过激光射线蚀刻,形成凹槽和凸起,使金属表面形成高低不平的粗糙面。本发明的具备高表面摩擦力的粉末冶金件,通过激光射线在粉末冶金零件表面蚀刻,使金属表面高低不平来增加表面面粗度来增加摩擦力,通过试验,摩擦力可以增加2.5‑4倍,有效解决了粉末冶金件的打滑问题,具有很好的实用性。
 808
0
808
0
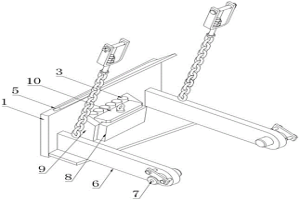
本实用新型提供了一种冶金车辆用清轨器,其能解决吸纳有清轨器的清轨板容易卡住,影响冶金车辆输送的技术问题。一种冶金车辆用清轨器,其包括清轨板,清轨板的下部设有与轨道配合的夹持口,其特征在于:清轨板连接清轨器架,清轨器架邻近冶金车辆的一端与冶金车辆铰接、远离冶金车辆的一端通过绳索与冶金车辆连接,在绳索限位的作用下,夹持口的上沿始终于轨道间隔设置。当清轨板经过粘结牢固的金属渣料时,金属渣料作用于清轨板,使得清轨板绕铰接点向上旋转,直至通过金属渣料后再落下,能够防止清轨板卡住,确保清轨器有效作用。
 778
0
778
0
本发明公开了一种铝锰合金及其粉末冶金成型方法,该铝锰合金按重量比含铝70%‑75%、锰25%‑30%;其粉末冶金成型方法包括①原材料、辅材、工装及设备的准备,②合金的真空感应熔炼,③母合金粉末的制备,④粉末冶金成型等四个步骤。本发明的铝锰合金杂质含量低、晶粒细、成份均匀、锰含量高,其粉末冶金方法纯净度高、无污染物、无废气、易于控制、质量稳定、成品率高。
 1053
0
1053
0
本发明公开了一种粉煤灰生产冶金级氧化铝的方法,将粉煤灰机械活化后,加水浮选除去未燃净的黑;经过磁选除去氧化铁;在粉煤灰残液加入浓硫酸,高温高压下反应1~6h;反应结束后,加水,加热煮沸,抽滤,得到的硫酸铝粗液经蒸发浓缩,冷却,得到硫酸铝浓缩液;加入有机醇,过滤;加水溶解滤饼,加入有机醇,溶解硫酸铁,析出硫酸铝,过滤得硫酸铝滤饼,70~100℃烘干,800℃~1200℃以上煅烧,得到Fe2O3含量低于0.02%的冶金级α-Al2O3。本发明避免了必须经过煅烧获得二次中间体γ-Al2O3、经拜耳法循环的提纯工艺问题,工艺简单、易于控制、氧化铝提取率高、生产成本低、产品杂质含量低、质量稳定。?
 801
0
801
0
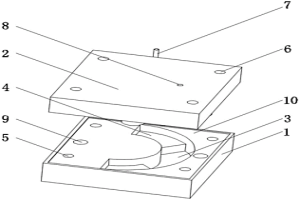
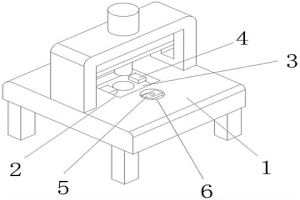
本实用新型公开了一种高功率压缩机平衡块的粉末冶金成型模具,包括下模具和上模具,所述下模具内开设有平衡块模具槽,所述下模具上方开设有内凹层,所述下模具和上模具的四角分别开设有下螺栓孔和上螺栓孔,所述上模具下方设置有密封凸出层,所述上模具对应平衡块模具槽的位置设置有模具槽密封层,所述模具槽密封层上设置有中部模具柱和边侧模具柱,本实用新型涉及冶金成型技术领域。该高功率压缩机平衡块的粉末冶金成型模具,达到了对高功率压缩机平衡块粉末的进行注塑成型的目的,本模具结构简单,密封性能好,拆卸对接都十分的方便,还可以在平衡块模具槽提前加入粉末金属进行填充,粉末冶金利用率高。
 968
0
968
0
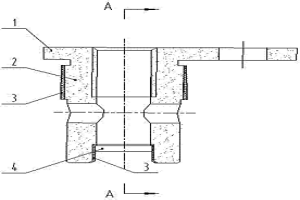
本实用新型公开了一种粉末冶金轿车变速器限位块,所述粉末冶金轿车变速器限位块是以粉末冶金为主体的构件,包括轴套、轴套端部的法兰,轴套的另一端设有直槽,直槽为圆弧直槽;所述轴套外壁、圆弧直槽内壁设有耐磨复合层;进一步的技术方案在于:耐磨复合层为稀土化合物复合层。本实用新型减少了直槽部位的应力集中,使直槽部位内应力减小;采用粉末冶金工艺制备,材料利用率高,节省工时和材料成本;内应力小,能显著提高轿车变速器限位块的耐磨性和使用寿命。
 832
0
832
0
本发明公开了一种零部件生产制造用粉末冶金制粉装置及其制粉方法,属于制粉设备领域。一种零部件生产制造用粉末冶金制粉装置,包括上下两端分别设有进料口与出料口的粉碎箱,所述粉碎箱的内顶部安装有两个相互配合的粉碎辊,还包括:定轴,连接在所述粉碎箱的内壁之间,并位于两个所述粉碎辊的正下方,其中,所述定轴上转动连接有两个对称设置的筛板,两个所述筛板的末端均固定连接有竖板,两个所述筛板上均设有多个左斜孔与右斜孔;可上下滑动的往复横杆,纵向滑动连接在粉碎箱的内壁之间,并位于两个所述筛板的下方;本发明可以有效提升筛板的筛选效率,并且还能提升筛板的防堵效果,即可间接性提升零部件的生产效率。
 965
0
965
0
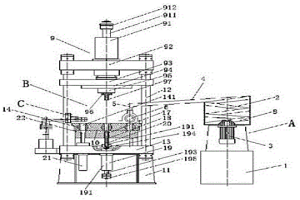
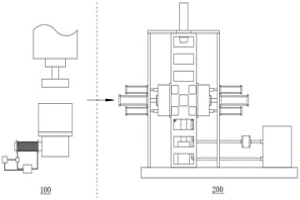
本发明涉及粉末冶金领域,尤其是涉及一种粉末冶金多功能自动整形液压机。包括送料装置、整形模架和取坯机械手,所述送料装置用于进料操作,即将坯体输送至整形模架中,所述整形模架用于整形操作,即对输送来的坯体进行压制整形,所述取坯机械手用于取坯操作,即将压制整形后的坯体从整形模架中取出并移动至下个工序。本发明提供了一种布局合理、可多工位整形,且集上料、整形、取坯于一体的高机械化程度。
 1111
0
1111
0
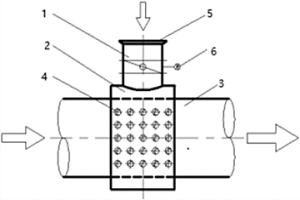
本发明公开了一种冶金用转底炉高温烟气混冷风装置,包括外部冷空气管道,均压仓,烟气管道,所述外部冷空气管道的末端与均压仓相连形成通气通道,所述均压仓套设于所述烟气管道的管壁的外部,所述烟气管道的管壁设有气流分布孔,所述均压仓通过所述气流分布孔与所述烟气管道连通;本发明提出的冶金用转底炉高温烟气混冷风装置通过外部空气管道、均压仓、烟气管道的设置,实现了外部冷空气与高温烟气的快速、均匀的混合,在降低烟气温度的同时,有效的缩短了烟气混合段的不均匀长度,方便了设备在有限空间内的布置。
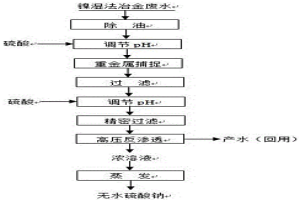
本发明公开了一种含重金属、油及高浓度混合盐的镍湿法冶金废水零排放工艺,废水含重金属、高浓度混合盐(碳酸盐和硫酸盐)及少量油类物质(溶剂油和萃取剂)。首先用特种树脂吸附除油,然后初步调整废水pH,通过重金属捕捉剂将废水中以镍为主的重金属离子去除,除去沉淀后调整废水pH至酸性,使废水中的碳酸盐完全转化为硫酸盐,再通过精密过滤除去废水中不溶性的细小颗粒物,得到较纯的硫酸钠溶液,最后以高压反渗透对废水进行浓缩,膜产水回用于生产,得到浓盐水通过MVR或多效蒸发回收无水硫酸钠。本发明不仅有效解决了含重金属、高浓度复合盐及少量油的复杂体系镍湿法冶金废水的处理难题,同时实现了废水中盐的资源化和零排放。
 1027
0
1027
0
本发明公开了一种铁铜基粉末冶金减摩材料及其制备方法。该材料由以下重量份配比的原料制成:混合粉72-75份、氧化铝粉5-8份、氧化锌3-7份、氧化钡2-5份、氟化石墨4-8份、微蜡粉4-8份、氧化镍粉3-7份、锡粉10-14份、二氧化锆粉2-5份和碳化硅粉3-6份。其制备方法包括:混合、压制、烧结、整形和浸油处理。本发明提供的减摩材料耐磨性能优越、摩擦系数低、运转噪音低;力学性能得到提高,可承受载荷变大,适用范围更广;价格比较低廉;组成成分中不含有害铅,满足环保的要求,且制备工艺简单、参数易控,生产过程安全环保,适合大规模的工业化生产。
 754
0
754
0
液压补油泵内外转子粉末冶金配方,根据实际工况及各零部件的结构受力分析,内转子和外转子的粉末冶金配方采用两种不同配方,内转子:碳0.7~0.9%,镍2~3%,铜1.5~2.5%,余量为铁粉;外转子:碳0.5~0.8%,镍0.5~1.8%,钼2~3%,锰2~3%,余量为铁粉;其液压补油泵内外转子制造方法包括压制→烧结→回火→半精加工→倒角→精密整形→精加工→抛光去毛刺→清洗防蚀处理。本发明中内转子与外转子采用不同配方制造,有效解决现有的补油泵摆线内外转子存在的不足,其耐高温高压、耐磨损、抗冲击、长寿命,能够满足长时间负载运行的需求,避免对主泵及其他零部件造成损坏。
 1005
0
1005
0
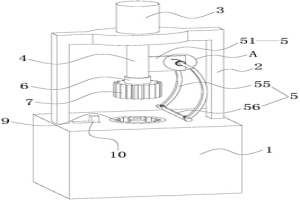
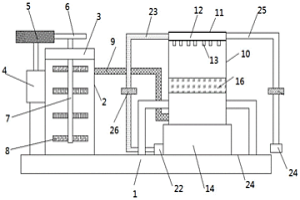
本发明涉及一种冶金设备,包括支撑架和冶金炉,所述冶金炉的顶端设置有炉盖,炉盖上设置有搅拌装置,所述搅拌装置包括电机、主齿轮、副齿轮和转轴,转轴一端穿过炉盖且与副齿轮相连,副齿轮与主齿轮齿合连接,主齿轮与电机的电机轴相连,所述转轴上可拆卸的设置有搅拌叶片,所述冶金炉的侧壁上设置有排烟口,排烟口上设置有排烟管道,排烟管道连接有废气净化装置,所述废气净化装置包括净化箱,所述净化箱顶端设置有箱盖,箱盖内部为储水腔,所述箱盖下表面设置有喷水头。本发明中搅拌装置的设计可以很好的对冶金炉中的一些原料进行搅拌,提高了各个原件的融化效率以及混合效率,另外,通过净化箱对废气进行过滤。
 902
0
902
0
本发明公开了一种高耐磨的粉末冶金复合材料及其制备方法,其组成按照重量百分比包括:碳0.7~1.3%,铜0.9~1.1%,磷增强剂为0.1~0.4%,余量为铁,其制备方法包括下述步骤:(1):用球磨机对原料进行球磨,球料比为35:1~55:1,球磨时间为3.5h~4.5h;(2):将粉末冶金材料放入模具中,对模具加压535~625MPa,压制至密度为5.5~7.8g/m3;(3):把压制成型后的粉末冶金材料高温烧结,第一阶段温度为780~845℃,烧结3h,第二阶段温度为940~990℃,烧结3h,冷却后为所述的高耐磨的粉末冶金复合材料,使用本发明的制备方法能够提高粉末冶金材料的屈服强度与冲击强度。
 976
0
976
0
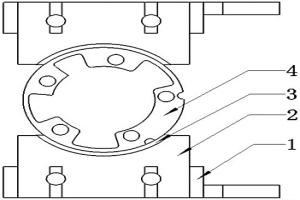
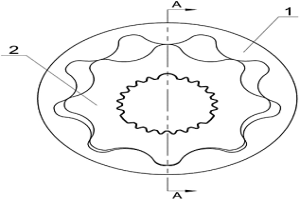
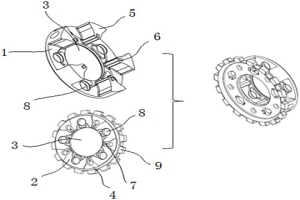
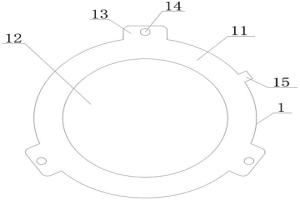
本实用新型公开一种行星架中粉末冶金件间隙焊接定位机构,包括行星架中配合使用的粉末冶金支架和粉末冶金法兰;粉末冶金支架和粉末冶金法兰中间均设置有轴孔,粉末冶金法兰上围绕中间的轴孔设置有均布的装配限位槽,而粉末冶金支架上则设置与装配限位槽形状及大小适配的装配限位块,并且装配限位块上还设置有向上凸起的定位凸台。本实用新型中在装配限位块上设置定位凸台以及在装配限位槽中设置定位凹槽,定位凸台和定位凹槽的尺寸远小于装配限位块和装配限位槽,因此变形是极小的,通过定位凸台和定位凹槽的配合提高产品的定位准确性,使得烧结焊能够大批量生产也能保证产品品质,保障后续机加工定位及切削的一致性,具有很好的实用性。
本发明公开了一种车用电子真空泵不锈钢基粉末冶金核心腔室件及其制造工艺,本发明涉及粉末冶金技术领域。该车用电子真空泵不锈钢基粉末冶金核心腔室件及其制造工艺,包括泵室机构和泵室上盖机构,所述泵室包括有泵环,所述泵环内部开设有腔室,所述泵环侧表面固定连接有第一连接耳,所述第一连接耳内部开设有第一固定孔,所述泵环侧表面固定连接有第一对位凸棱;所述泵室上盖机构包括有盖板,所述盖板表面开设有转子固定孔,所述盖板表面一侧开设有气槽,所述盖板侧表面固定连接有第二连接耳,所述第二连接耳内部开设有第二固定孔,能够大大提高产品的耐温性、耐腐蚀性以及抗压性能,并且在高温高转下运转磨损更小。
 874
0
874
0
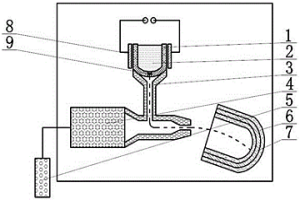
本发明公开了一种综合性粉末冶金烧结作业系统及作业方法,包括磁吸式粉末成型装置,磁吸式粉末成型装置包括压块、磁吸体和成型腔,磁吸体向下磁吸磁性金属粉末,压块伸入成型腔内下压磁性金属粉末;还包括高温液体包裹与保护气氛流动式粉末冶金烧结装置,高温液体包裹与保护气氛流动式粉末冶金烧结装置包括高温液体包裹部分和保护气氛循环流动供给部分,高温液体包裹部分包括高温烧结腔、金属液形成腔、布液腔和金属液包裹腔;金属液形成腔内的金属液通过布液腔分配流入各金属液包裹腔内;保护气氛循环流动供给部分用于向高温烧结腔内循环匀速供应保护气氛。本发明具有坯料压实成型紧密、结实以及高温烧结均匀、高效的优点。
 937
0
937
0
本发明公开了一种抗压耐磨粉末冶金齿轮材料及其制备方法,由如下重量份数的组分制成:陶瓷粉11~23份、硬脂酸锌5~13份、石墨8~19份、铁粉22~37份、聚乙烯基异丁醚15~22份、钛粉19~26份、碳粉7~15份和金刚石粉12~16份,其制备方法如下:(1)对原料进行球磨,球料比为35:1~55:1,球磨时间为3.5h~4.5h;(2)将材料放入模具中,加压535~625MPa,压制至密度为5.5~7.8g/m3;(3)把压制成型后的粉末冶金材料高温烧结,第一阶段温度为780~845℃,烧结3h,第二阶段温度为940~990℃,烧结3h,冷却后为所述的抗压耐磨粉末冶金齿轮材料。

 853
0
853
0
本实用新型公开了一种便于维护的粉末冶金压制设备,涉及粉末冶金压制设备技术领域,该便于维护的粉末冶金压制设备,包括工作台,工作台的顶部开设有安装槽,安装槽的内部设置有模具,所述工作台的内部开设有两个与安装槽内部连通的滑槽,两个滑槽的内部均滑动连接有延伸至安装槽内部的定位板,定位板位于模具的顶部,该便于维护的粉末冶金压制设备,通过两个定位板滑入滑槽的内部,从而使模具的固定解除,并使工作人员可以更加方便地对模具进行拿取,同时在一定程度上时模具的更换维护更加便捷,并使工作人员可以更加方便地对模具进行安装与拆卸,从而使工作人员可以更加方便地使用装置对粉末进行冶金压制。
 958
0
958
0
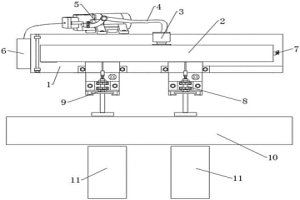
本实用新型公开了一种粉末冶金分拣工装,包括恒压管和第一分拣工位,所述恒压管安装在机床架的上方,所述机床架的侧壁上通过螺栓拧接有控制盒,所述恒压管的一侧中部安装有单向阀,所述单向阀通过导流管与加压装置相连接,所述加压装置与所述控制盒电连接,所述恒压管的另一侧安装有所述第一分拣工位和第二分拣工位,所述第一分拣工位、所述第二分拣工位的侧边设置有粉末冶金成品输送带,所述粉末冶金成品输送带的另一侧设置有两个储物箱,该种粉末冶金分拣工装,通过将气动与弹性推动结合到一起的方式,大大降低了粉末冶金分拣工装的技术强度,从而降低了本实用新型的成本和日常维护容易程度,更容易推广使用。
中冶有色为您提供最新的江苏有色金属冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


































































 2025年07月09日 ~ 11日
2025年07月09日 ~ 11日 













