全部
▼
热搜:

 943
943
 0
0
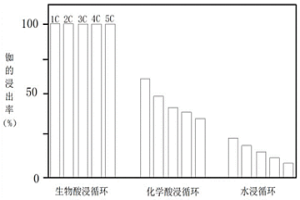
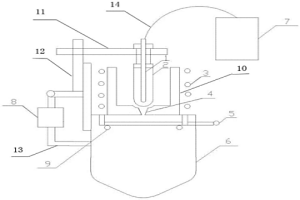
一种线路板中铜的回收方法,其中,该回收方法为循环回收方法,每个循环包括:生化反应阶段、氧化反应阶段和电解回收铜阶段;其中,生化反应阶段包括,在生化反应槽中培养获得氧化亚铁硫杆菌菌液;氧化反应阶段包括,在氧化反应槽中将氧化亚铁硫杆菌菌液与线路板粉末接触,并施加浸出微电场,获得浸出液;电解回收铜阶段包括,在电解槽中对浸出液施加电解微电场获得铜和循环培养液;所述循环培养液用于在生化反应阶段继续培养获得氧化亚铁硫杆菌菌液。本发明的方法提供了资源化利用电子废弃物的新途径。通过利用微生物实现连续回收废弃线路板中的铜,是一种成本低、提取效果好、对环境影响小的方法。
 803
0
803
0
本发明公开了废旧电路板中回收金银的方法,电路板经热熔,分离出焊锡、元器件和基板;回收元器件中有用部件,剩余部件和基板经粉碎分选,分离塑料粉和金属粉;金属粉压块电解得到铜,电解阳极泥经硝酸浸出回收银;滤渣经盐酸浸出回收金。本发明设备简单,方法简便,有效地回收电路板中的金银,金属回收率高,实现了废旧电路板中有价金属资源再利用,具有巨大的社会效益和经济效益。
 1003
0
1003
0
本发明公开了一种冶金用煤炭高效燃烧破碎添加系统,包括粉碎设备、筛分设备、添加设备、纯氧混合设备和热循环鼓风设备和块状煤炭输送设备,所述添加设备和热循环鼓风设备均与锅炉连接,所述粉碎设备用于将煤块粉碎为安全颗粒,所述筛分设备用于将煤粉过滤,所述添加设备用于向锅炉中添加煤块的安全颗粒;本发明中的一种冶金用煤炭高效燃烧破碎添加系统,其可将煤炭粉碎至一定的程度,在发挥煤炭充分燃烧的同时保证其安全性,不会发生煤炭粉末的爆炸,同时通过氧气辅助通入,可大幅增加燃料的热效率和燃烧效率,可达到节煤的效果,节约资源,可大幅减少对环境的污染,同时也可自动向锅炉内添加煤炭,省时省力,效率高。
 959
0
959
0
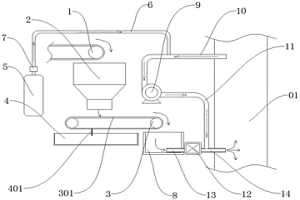
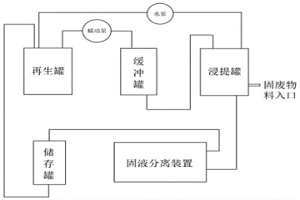
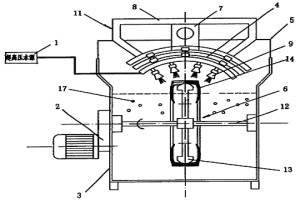
本发明公开了一种基于生物沥浸技术的电镀污泥处理设备及处理工艺,包括:设置在同一流水线上的再生罐、浸提罐以及固液分离装置,再生罐通过输送管连接缓冲罐上部,缓冲罐底部连通浸提罐,浸提罐连通固液分离装置,固液分离装置连通储存罐,储存罐连通再生罐,再生罐包括:设置在再生罐罐体内的搅拌机构以及布气机构;搅拌机构包括:固定设置在盖板上的驱动电机,驱动电机底端连接有搅拌轴,布气机构包括:固定设置在再生罐底部的环形布气管;通过在再生罐罐体内的搅拌机构和布气机构,能够使再生罐内的各个反应物接触更全面,且通过环形布气管为再生罐内提供充足的氧气,为相应菌株提供更适宜的生存环境,有效提高有价金属的浸出率。
 875
0
875
0
本发明涉及一种火法-湿法联合处理铅铋银硫化矿回收金属的方法,包括:硫化铅铋矿、纯碱和煤粉混合制粒,熔炼,产出铅铋银合金、浮渣和钠冰铜,回收烟气得到次氧化锌形式存在的锌;铅铋银合金电解得电铅和富银阳极泥;钠冰铜热球磨浸出得银铜精矿,在浸出溶液中进一步回收钼。本发明所述“火法-湿法联合流程”适宜于铅、铋、贵金属及稀散金属的混合硫化矿,有价金属的综合回收效果良好,并且对环境无污染,能耗和原材料消耗少,金属综合回收率较高,是绿色清洁生产工艺。
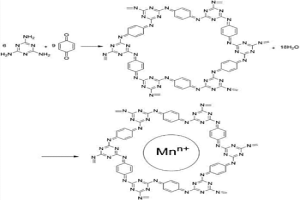
本发明涉及一种富氮多孔材料的制备方法及其在回收电路板中贵金属的应用,以乙二醇为溶剂,加入三聚氰胺和对苯醌,加热缩聚,最后加入二甲苯脱水,得到多孔材料MOPs‑1。本发明提供一种高效贵金属吸附材料MOPs‑1,以硫脲浸出液为废电路板处理液,研究多孔材料的功能,能够高效吸附硫脲溶液中贵金属,使硫脲溶液重复使用,从而达到电子废弃物的资源化,回收电子废弃物中的贵金属,并再生塑料,保护环境,产生经济和社会效益。
 1048
0
1048
0
本发明公开了一种适用于电镀污泥的有价金属提取工艺,包括:向生物淋滤再生罐中加入无机能源底物,并加入催化菌株,得到活性沥浸液,将活性沥浸液导入至生物淋滤浸提罐中,在生物淋滤浸提罐中加入固废物料进行浸提反应;浸提反应结束后,将泥水混合物导入至固液分离装置中进行固液分离,得到溶有有价金属的失效沥浸液和脱毒残渣,将溶有有价金属的失效沥浸液回收至生物淋滤再生罐,在催化菌株的催化作用下再次进行浸提反应,反复循环若干次;同时,将脱毒残渣洗涤去除残留液中有价金属以确保达标脱帽。将MBR应用到生物沥浸工艺,通过膜组件的截留效应能够使菌群密度提高一个数量级,浸提时间大幅缩短,有效提高有价金属的提取效率。
 809
0
809
0
本发明公开了一种渗铜膏、其制备方法及应用。它是主要由粉状渗铜剂和成膏体组成的渗铜膏,其中,粉状渗铜剂可由Cu粉、Cu合金粉、Fe粉、Mn粉、Ni粉及其他金属或非金属粉体组成,成膏体可由溶剂、增稠剂、流变剂与消泡剂和活化剂等组成。本发明的渗铜膏具有优良的触变性和流动性,在使用过程中无需压制成生坯,可替代现有的粉状渗铜剂,并能克服现有粉状渗铜剂的不足。藉由本发明渗铜膏所生产的渗铜零件与常规渗铜剂生产的零件性能相当,强度和密度高,渗铜后零件表面无腐蚀、残渣不粘连。
 883
0
883
0
本发明公开了一种球磨机正变位大模数齿轮光纤激光再制造工艺,采用合金粉末设计表面层性能,使用六轴机器人编程生成加工程序,采用光纤激光熔覆技术和大模数齿轮加工技术对磨损齿轮进行在修复。通过上述方式,本发明提高了齿轮的耐腐蚀和耐磨损,延长了齿轮的使用寿命。
 771
0
771
0
本发明公开了一种高性能复合辊轴制造工艺及设备,采用感应加热器对安装在组合式水冷结晶器内的芯棒进行整体加热到840~1100℃时,浇入辊轴工作层熔液,继续加热10~50分钟,启动升降装置将加热器以一定速度向上提升,经5~15分钟升到保温圈停止,继续加热10~50分钟,对冒口进行补缩,停止加热后通水冷却30分钟~24小时。本发明制造复合辊轴时,可控工艺参数少,复合层界面易于控制,工艺简单,效率高,电耗小,成本低,复合层无成分偏析,辊轴使用寿命长。克服了离心法易产生组织偏析缺陷,解决了CPC法、ESR法生产工艺复杂、成本高的不足。
 958
0
958
0
本发明公开了一种易加工、可修复高耐磨金属陶瓷复合磨辊的制造方法,包括:将陶瓷颗粒进行表面金属化预处理;将预处理后的陶瓷颗粒与粘结剂均匀混合;在混合物中加陶瓷粉末并混合均匀;将颗粒混合物均匀装入泡沫陶瓷舟模具干燥,干燥出箱后脱模后得陶瓷预制件;将陶瓷预制件固定在辊皮衬板铸型型腔表面,然后顺次浇注耐磨合金金属液、碳钢金属液,得到由工作面垂直向下分别为陶瓷预制件/耐磨合金/碳钢三层的金属陶瓷辊皮衬板;将机加工后的辊皮衬板小头通过辊芯卡槽进行装配,辊皮衬板和辊芯大头满焊即可。本发明磨辊后期磨损后,无需更换辊芯,可以打磨焊缝,将磨损严重的辊皮衬板拆掉;磨辊工作面由耐磨合金和金属陶瓷复合材料交错构成,呈蜂窝状,具有双重耐磨性能。
 827
0
827
0
本发明公开了一种低成本、可修复式陶瓷合金复合磨辊的制造方法,包括:将陶瓷颗粒进行表面金属化预处理;将预处理后的陶瓷颗粒与粘结剂均匀混合;在混合物中加陶瓷粉末并混合均匀,得颗粒混合物;将颗粒混合物均匀装入泡沫陶瓷舟模具,紧实后陶瓷舟整体放入干燥箱中干燥,干燥出箱后脱模后得陶瓷预制件;将陶瓷预制件固定在辊皮衬板铸型型腔表面,然后浇注耐磨合金金属液得到复合辊皮衬板;将辊皮衬板热处理后进行机加工;将机加工后的辊皮衬板小头通过卡槽进行装配得陶瓷合金复合磨辊。本发明磨辊后期磨损后,无需更换辊芯,可以进行现场拆卸端面法兰,将磨损严重的辊皮衬板拆掉,安装更换新的辊皮衬板即可,可实现陶瓷磨辊的可修复,大大降低磨辊的采购成本。
 1080
0
1080
0
本发明公开了一种易拆卸、易加工、可修复、高耐磨陶瓷合金复合磨辊的制造方法,包括:将陶瓷预制件固定在辊皮衬板铸型型腔表面,将砂箱放置在震动平台上,先后顺次浇注耐磨合金金属液、碳钢金属液两种材料;将开有键槽的辊皮衬板小头依次装配在设有卡槽的辊芯小头内,每安装1块辊皮衬板,将扁铁敲入辊芯和辊皮衬板上端接触面的键槽中锁死固定,再将销轴插入辊皮衬板侧面的半圆形凹槽中,在安装相邻辊皮衬板时使两块衬板压紧固定销轴。本发明辊皮衬板与辊芯大量采用键槽与卡槽等内固定,替代了辊皮衬板端面螺栓结构,减少了打孔等机加工步骤;磨辊工作面由耐磨合金和金属陶瓷复合材料交错构成,呈蜂窝状,具有双重耐磨性能。
 789
0
789
0
本发明公开了一种双复合耐磨锤头包括锤柄和锤体,所述的锤体为两种金属液体复合浇铸而成,所述的锤体与固体锤柄浇铸连接而成锤头。其制造方法包括以下步骤:步骤1:根据锤头的结构制作浇铸砂型;步骤2:低合金钢坯料加工锤柄并将锤柄的一端预埋到锤头的浇铸砂型中;步骤3:选择高铬铸铁和碳钢按顺序定量浇注;步骤4:热处理。该双复合耐磨锤头不仅能够提高锤头的耐磨性能,而且锤体和锤柄结合紧密不产生裂纹,克服铸造缺陷,提高产品出品率,降低清理工作量,锤头的质量和使用寿命得到大幅提升。
 1067
0
1067
0
本发明公开了一种由电沉积Ni-Al-Mg-Li合金制备多孔镍粉的方法,该方法以含锂盐的非水溶液为电解质,金属镍、金属铝和金属镁并联为阳极,金属钛片为阴极,通过电化学沉积制备Ni-Al-Mg-Li合金粗产品;Ni-Al-Mg-Li合金粗产品经高能球磨、出料、洗涤、过滤和干燥得到Ni-Al-Mg-Li合金粉末;Ni-Al-Mg-Li合金粉末经酸处理、洗涤、干燥和研磨即得到多孔镍粉。该方法具有工艺简单、能耗低、无污染、设备投资小、生产成本低、生产效率高等特点,能有效提高生产效益和经济效益,有利于推广应用。
 1413
0
1413
0
本发明公开了一种抛丸机用丸料及其制备工艺,涉及抛丸工艺技术领域。所述丸料的化学成分以重量百分数计由下列组份组成:C:0.24‑0.35%,Ce:0.06‑0.22%,W:0.14‑0.18%,Si:0.15‑0.25%,Mo:0.15‑0.28%,P:0.04‑0.08%,Ti:0.26‑0.38%,Cr:0.5‑0.9%,Ni:0.12‑0.22%,Al:0.11‑0.13%,Nb:0.23‑0.35%,苯乙烯一丁二烯一苯乙烯嵌段共聚物:0.27‑0.37%,Nd:0.14‑0.16%,余量为铁和稀土。本发明的丸料硬度和抗冲击性较高,循环使用寿命长。
 1083
0
1083
0
本发明公开了一种易拆卸、可修复高耐磨陶瓷合金复合磨辊的制造方法,包括:将陶瓷颗粒进行表面金属化预处理;将预处理后的陶瓷颗粒与粘结剂均匀混合;在混合物中加陶瓷粉末并混合均匀;将颗粒混合物均匀装入泡沫陶瓷舟模具干燥得陶瓷预制件;将陶瓷预制件固定在辊皮衬板铸型型腔表面得金属陶瓷复合辊皮衬板;将基准衬板上端面钻有螺纹孔,其他衬板上端面开有键槽。本发明辊皮衬板与辊芯大量采用键槽与卡槽等内固定,替代了辊皮衬板端面螺栓结构,减少了打孔等机加工步骤;磨辊后期磨损后,无需更换辊芯,可以打磨焊缝,取出树脂垫片,将磨损严重的辊皮衬板拆掉,安装更换新的辊皮衬板后即可,可实现陶瓷磨辊的可修复,大大降低磨辊的采购成本。

本发明公开了一种由电沉积Cu-Al-Mg-Li合金制备多孔铜粉的方法,该方法以含锂盐的非水溶液为电解质,金属铜、金属铝和金属镁并联为阳极,金属钛片为阴极,通过电化学沉积制备Cu-Al-Mg-Li合金粗产品;Cu-Al-Mg-Li合金粗产品经高能球磨、出料、洗涤、过滤和干燥得到Cu-Al-Mg-Li合金粉末;Cu-Al-Mg-Li合金粉末经酸处理、洗涤、干燥和研磨即得到多孔铜粉。该方法具有工艺简单、能耗低、无污染、设备投资小、生产成本低、生产效率高等特点,能有效提高生产效益和经济效益,有利于推广应用。
 1166
0
1166
0
本发明针对现有的废旧轮胎处理方法所存在的投资大、效率低、污染大的问题,发明了一种基于水射流技术的利用废旧轮胎制备橡胶粉的方法及设备,它采用200MPA以上的超高压多喷嘴高速旋转水射流的冲击动能切割破碎废旧轮胎的橡胶部分,并可以通过调节水的压力,使之切割能量只能破碎废旧轮胎上的橡胶成为细胶粉,而不去破坏废旧轮胎中的钢丝。这一过程使废旧轮胎的橡胶部分被超高压多喷嘴高速旋转水射流切割成胶粉,而其中的钢丝被完整保留,使得废旧轮胎的橡胶与钢丝用最小能量、高速分离,并且分离出的橡胶直接生成可回收再用的工业胶粉,极富经济价值。
 1036
0
1036
0
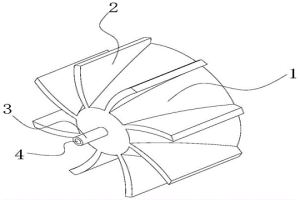
本发明提供一种用于汽车制造的涡轮叶片及其加工方法,涉及汽车生产加工领域。该用于汽车制造的涡轮叶片,包括涡轮基座,所述涡轮基座的形状呈圆台状,所述涡轮基座的外表面与弧形叶片一体浇注而成,所述涡轮基座的内部为中空,所述涡轮基座的内壁设置有铜金属导热层,所述涡轮基座的两端固定连接有转轴,所述转轴的中轴线处开设有圆形通道,所述涡轮基座的内部与圆形通道相连通。该用于汽车制造的涡轮叶片及其加工方法,通过将铜金属导热层上设置的塑料层以及塑料的弧形叶片可大大减轻涡轮叶片的重量,并可减少气流推动涡轮叶片的推力,并减少因为金属涡轮叶片在转动过程中因为自重过大而造成的能量损失,并增加其燃油效率。
 906
0
906
0
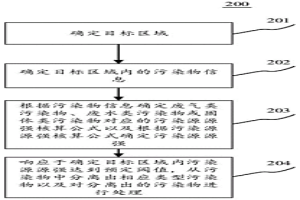
本公开的实施例公开了用于处理污染物方法。该方法的一具体实施方式包括:确定目标区域;确定目标区域内的污染物信息,其中,污染物包括废气类污染物、废水类污染物和固体类污染物;根据污染物信息确定废气类污染物、废水类污染物或固体类污染物对应的污染源源强核算公式以及根据污染源源强核算公式确定污染源源强;响应于确定目标区域内污染源源强达到预定阈值,从污染物中分离出相应类型污染物以及对分离出的污染物进行处理。该实施方式通过确定污染源源强的核算公式,从而提高污染源源强核算的准确度。
 742
0
742
0
本发明公开了一种铜基电触点材料的制备方法,该铜基电触点材料包括铜、锡的氧化物、镝的氧化物和镧的氧化物,其中锡元素的含量为5?10wt%,镝的元素含量为0.2?0.5wt%,镧的元素的含量为0.5?1%,以及不可避免的杂质,余量元素为铜和氧。本发明制备的铜基电触点材料,通过优化选择则原材料配比和工艺提高材料的组织均匀性,改善材料的电性能,尤其通过掺杂稀土元素来提高材料的硬度和耐磨性能,采用溶胶凝胶法制备SnO2粉末,纳米SnO2在铜基体中的分布均匀弥散,能避免因为SnO2富集而形成绝缘层导致接触电阻降低,减少氧化物对基体的割裂作用,能有效铜基电触点材料的加工性能,改善抗熔焊、耐电弧烧损的能力。
 882
0
882
0
本发明提供一种降低水雾化制备金属粉末过程中氧含量的方法以及为实现该方法而对水雾化中间包改进的装置,通过控制可控温塞棒使水雾化中间包出水口闭合后,采用复合脱氧剂进行脱氧处理,脱氧产生的氧化物以渣的形式覆盖在金属或合金熔体表面,起到物理隔氧的作用,经过复合脱氧的金属或合金熔体进行水雾化制粉,制得的金属粉末经烘干、筛选,再进行还原、破碎、筛选,制得成品金属粉末。本发明的显著优点:改进了水雾化中间包的出水口,并增加了可控温塞棒系统,实现了对水雾化中间包出水口闭合和对温度的控制,从而实现复合脱氧剂脱氧和物理隔氧,降低了金属或合金熔体的氧含量。
 966
0
966
0
本发明涉及金属冶炼领域,公开了一种石油开采用可溶性镁基合金及其制备方法,该石油开采用可溶性镁基合金包括以下重量百分比的组分:Cu:1%~5%,Al:3~10%,Zn:1~5%,Y:1~3%,Ni:0.1~5.0%,Si:0.1~0.5%,Mn:0.1~0.3%,Co:0.1~1.0%,Fe:0.1~0.3%,其余为Mg。与现有技术相比,通过本发明中的方法制备的石油开采用可溶性镁基合金制成的压裂球韧性高、塑性好,承受压力能力强,在电解质溶液中的溶解速率满足需求,解决了现有技术中存在的由金属或非金属材料制成的压裂球在完成压裂作业后无法自行溶解和不易返排的问题。
 991
0
991
0
本发明公开了一种银基电触点材料的制备方法,该银基电触点材料包括银、锡的氧化物、镍的氧化物和镧的氧化物,其中锡元素的含量为5?10wt%,镍的元素含量为2?5wt%,镧的元素的含量为0.5?1%,以及不可避免的杂质,余量元素为银和氧。本发明制备的银基电触点材料,通过优化选择则原材料配比和工艺,来提高提高材料的组织均匀性,改善材料的电性能,采用溶胶凝胶法制备SnO2粉末,纳米SnO2在银基体中的分布均匀弥散,能避免因为SnO2富集而形成绝缘层导致接触电阻降低,减少氧化物对基体的割裂作用,能有效银基电触点材料的加工性能,改善抗熔焊、耐电弧烧损的能力。
 952
0
952
0
本发明公开了一种整体铸造的万能水平高铬铸铁辊环,由两种混合成分组成,其中一种包括质量百分比的成分C 1.70~2.10;Si 0.40~1.00;Mn 0.70~1.20;Ni0.20~1.30;Cr 10.00~20.00;Mo 0.50~1.50;S ≤0.03;P≤0.03,余量为Fe及不可避免的杂质;另一种混合成分包括质量百分比的成分C 0.70~1.20,Si 1.30~1.90,Mn 0.50~0.80,Ni≤0.50,Cr ≤0.50,Mo≤0.15,S≤0.03,P≤0.03,余量为Fe及不可避免的杂质。同时,本发明还公开了上述高铬铸铁辊环的制备方法。本发明生产的高铬铸铁辊环硬度高和耐磨性好,同时具有很长的使用寿命。
 854
0
854
0
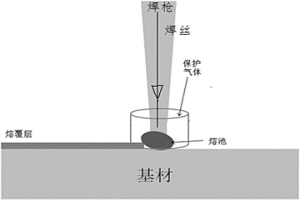
本发明属于电弧熔丝增材制造技术领域,具体涉及一种铝镁合金结构件增材制造方法。其特征是:将自制的氩气保护装置放置在工作台上,内部放置铝合金基材,预先充入高纯惰性气体,使腔内氧含量为50~80μL∕L;利用特制送丝装置将铝镁合金丝材输送到电弧产生的熔池中,形成与预处理过的基材结合的电弧熔覆层;然后通过每一层的数控加工程序实现逐层熔覆,最终得到具有快速凝固组织特征的高性能、全致密、形状复杂的三维铝镁合金结构件。该制造方法的制造成本低、制造周期短、材料利用率高、性能稳定,可快速制作复杂零部件并较大幅度提高铝合金结构件的结构强度,减少合金内部气孔、裂纹等组织缺陷。
 1041
0
1041
0
本发明公开了一种具有石墨烯的铜基电触点材料的制备方法,该铜基电触点材料包括铜、锡的氧化物、镝的氧化物、镧的氧化物和镀铜石墨烯,其中锡元素的含量为5?10wt%,镝的元素含量为0.2?0.5wt%,镧的元素的含量为0.5?1wt%,镀铜石墨烯1.5?2.5wt%以及不可避免的杂质,余量元素为铜和氧。本发明制备的铜基电触点材料,通过优化选择则原材料配比和工艺提高材料的组织均匀性,改善材料的电性能,尤其通过掺杂稀土元素来提高材料的硬度和耐磨性能,镀铜石墨烯改善了石墨烯与金属间的界面润湿性,有利于获得良好界面结合,使复合材料导电性、导热性能、抗电弧侵蚀性进一步提高,更好地满足电触头的性能需求。
 996
0
996
0
本发明公开了一种含有石墨烯的银基触点材料的制备方法,该银基电触点材料包括银、锡的氧化物、镍的氧化物、镧的氧化物、镀银石墨烯,其中锡元素的含量为5?10wt%,镍的元素含量为2?5wt%,镧的元素的含量为0.5?1wt%,镀银石墨烯的含量为2.5?3.5wt%以及不可避免的杂质,余量元素为银和氧。本发明制备的银基电触点材料,通过优化选择则原材料配比和工艺,来提高提高材料的组织均匀性,改善材料的电性能,采用溶胶凝胶法制备SnO2粉末,纳米SnO2在银基体中的分布均匀弥散,能避免因为SnO2富集而形成绝缘层导致接触电阻降低,减少氧化物对基体的割裂作用,能有效银基电触点材料的加工性能,改善抗熔焊、耐电弧烧损的能力,镀银石墨烯改善了石墨烯与金属间的界面润湿性,有利于获得良好界面结合,使复合材料导电性、导热性能、抗电弧侵蚀性进一步提高,更好地满足电触头的性能需求。
 864
0
864
0
一种镍铬钛焊丝及其制作工艺,其主要成份包含以下组分,以wt.%表示:Cr 20‑23、Mo8‑10、Ti≤0.4、NeTa3.15‑4.15、Al≤0.4、Mn≤0.5、Co≤1.0、Fe≤5.0、P≤0.0015、C≤0.1、Si≤0.5、S≤0.015、Ni为余量。本发明,其焊丝涂层表面在高温下形成了一层高致密度的Cr2O3氧化膜,抗硫化物腐蚀能力为碳钢的60倍。在接近980℃的高温下抵抗锅炉工作中产生的腐蚀性(硫、钒)气体的侵蚀,使用24个月后基本上没有变化,平均剥蚀速度<0.0127mm/年,可使丝使用寿命延长至7年以上,有效的防止了涂层脱落。
中冶有色为您提供最新的江苏有色金属火法冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!



































































 2025年09月25日 ~ 27日
2025年09月25日 ~ 27日 













