全部
▼
热搜:
 673
673
 0
0
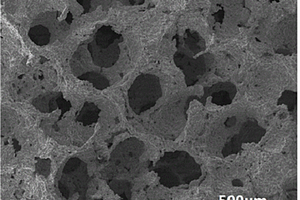
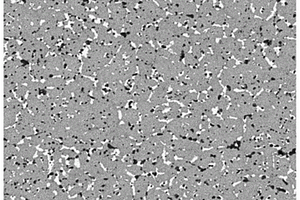
一种多孔钽铌合金具有相互贯通的通孔的孔隙结构,孔隙率为50%~70%,其制备方法,包括以下步骤:将钽粉末和铌粉末混匀后,再加入分散剂溶液混匀,得到钽铌混合粉末浆料,将钽铌混合粉末浆料填充至多孔模板中,得到含有钽铌混合粉末浆料的多孔模板;将含有钽铌混合粉末浆料的多孔模板进行真空干燥,得到素坯;在保护气体氛围中,将素坯升温至400℃~600℃脱脂处理,得到脱脂后的素坯;将脱脂后的素坯进行真空烧结,得到多孔钽铌合金。上述多孔钽铌合金,具有三维连通结构和合适的孔隙率,在保证适当强度与孔隙率的基础上降低材料弹性模量,使弹性模量与人骨接近。其制备方法工艺及设备简单,成本低,多孔钽铌合金的孔隙性能易调节。
 1037
0
1037
0
本发明涉及一种低弹模钛锆牙科种植体材料及其制备方法,所述低弹模钛锆牙科种植体材料在烧结冷却过程中有针状和层片状析出组织,这种组织有利于钛锆合金获得良好的力学性能与生物相容性能,其制备方法包括以下步骤:将钛锆粉末按照一定比例混合均匀,压制成形后,在保护气氛中,将温度升至800℃进行保温,最后于1200~1300℃进行真空烧结,得到低弹模钛锆牙科种植体材料。上述低弹模钛锆合金,相对密度为94.1%~94.5%,抗压强度在1292.8~1498.5MPa范围内变化,弹性模量在21.8~22.8GPa范围内变化,在保证强度的情况下,弹性模量较低,与人体上下颌骨力学相容性好,与口腔上皮与纤维组织生物相容性好;且制备方法简单,是一种较为理想的低弹模牙科种植体材料。
 840
0
840
0
本发明公开了一种制备高热导率、低膨胀系数的碳化硅和金刚石颗粒增强铝基复合材料的方法,采用碳化硅和金刚石颗粒混合模压成型骨架、低温慢速真空烧结、真空压力浸渗的方式进行制备。制备的碳化硅和金刚石骨架的体积分数在50%~65%之间可调,碳化硅和金刚石颗粒增强铝基复合材料的热导率为250~400W/m·k,热膨胀系数为6×10-6~9×10-6/K之间可调,比目前使用的铝碳化硅复合材料的热导率高,比铝金刚石复合材料的成本低。
 620
0
620
0
双晶优化比为2.2的WC-Co合金的制法,属于 粉末冶金生产工艺领域。它是制取WC平均晶粒 2.2~3.2(微米)具有优化比K=WC细/WC粗 =2.2±0.1的“双重晶粒结构”WC-Co类合金的工 艺方法。此法的特征在于选用两种不同粒度范围的 WC粉,以分批进料湿磨混合的方法制备混合料。最 后经均匀磁场真空烧结炉烧结而制得。此法制得的 WC-Co类低钴凿岩合金,其孔隙度为0.02%,在 f=12-14的石英砂岩中合金的使用寿命超过600米 /只钎头。
 748
0
748
0
本发明公开了一种钛基复合材料及其制备方法,该钛基复合材料包括基体相和增强相,所述基体相为钛或钛合金,所述增强相为合金钢,其中,增强相的质量分数为3%~50%。该钛基复合材料成本低、力学性能优越。制备方法包括如下步骤:将钛合金粉末与合金钢粉末混合均匀,将混合粉料经冷等静压压制得到压坯;将所得压坯进行真空烧结,得到烧结块体;将所得烧结块体进行真空热处理,得到真空热处理块体;将所得真空热处理块体焊入不锈钢包套中进行热变形加工,得到热加工块体;将所得热加工块体进行保温后取出,退火并除去不锈钢包套后,即得钛基复合材料。该制备方法操作简单,具有良好的工业应用前景。
 734
0
734
0
本发明公开了一种IN713C镍基高温合金的制备方法,包括:A、喂料制备;B、注射成形;C、催化脱脂;D、真空烧结;E、热处理:将上述烧结坯在真空热处理炉中氩气气氛下于1100~1200℃固溶热处理1~3小时,空冷至室温,再于660~790℃时效热处理14~17.5小时,空冷至室温。利用本发明方法可实现复杂形状制品近净成形,减少机加工。所采用的粘结剂中均聚聚甲醛,结晶度较高,力学强度,抗冲击强度也更好,从整体上提高了高温合金的力学性能,热处理后密度达到7.70g/cm3左右,拉伸强度达到1423MPa以上,硬度达到42HRC以上,而且抗氧化性能好。
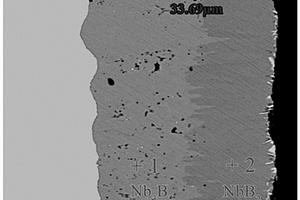
本发明涉及一种铌合金用含NbB2/Nb3B2复合扩散障的Mo‑W‑ZrB2‑YSZ‑Si超高温抗氧化涂层及其制备方法,属于高温抗氧化涂层领域。该涂层主要包括NbB2/Nb3B2复合扩散障和Mo‑W‑ZrB2‑YSZ‑Si硅化物涂层主体。本发明采用新型三步法制备,即卤化物活化包埋法制备NbB2/Nb3B2复合扩散障,料浆浸涂和高温真空烧结法在扩散障表面继续制备Mo‑W‑ZrB2‑YSZ‑Si涂层胚体,最后采用高温硅化法制得Mo‑W‑ZrB2‑YSZ‑Si涂层。本发明涂层结构组分设计合理,制备工艺简单可控,所得产品性能优良,便于大规模工业化应用。
 644
0
644
0
本发明提供了一种具有多维孔结构的镍/石墨复合自支撑膜材料及其制备方法,该方法包含以下步骤:1.以高纯度不同粒度及形貌镍粉混合聚乙烯醇缩丁醛液;2.控制浆料粘度在以薄层硬脂酸锌隔离的石英平板表面覆膜,压膜器控制生膜厚度为50~500μm,置于真空干燥器干燥8小时;3.从石英平板表面移出平整生膜,转移并平置于多孔氧化铝板表面;4.控制升温速率及保温平台,真空烧结得到多孔镍/石墨复合自支撑膜材料。与传统的泡沫镍支撑材料相比,新型多孔镍/石墨复合自支撑膜孔径大大减小至0.5~10μm(商业泡沫镍垂直孔道孔径≥100μm),同时比表面积增加,可大大提高活性物质的负载量,形成的多维孔道结构能有效地缩短分子扩散路径,提高反应物及产物的扩散及传质效率。本发明制备方法简单,工艺参数容易控制,成本低。其产品结构和性质非常适用于制作电极元件载体和催化反应核心支撑材料。
 688
0
688
0
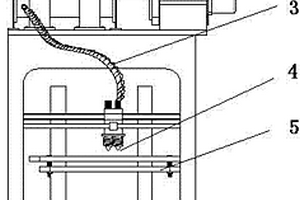
一种金属3D打印产品生产方法及设备,采用金属粉末材料加成型粘接剂的方法,制备出低融化点的热塑性3D金属打印原材料混合料,通过稍许改造商用热融堆积成型法(FDM型法)的3D打印机(见附图),就可以使用制备的此类金属打印原材料混合料,打印出金属零部件产品生坯,通过热脱脂法或化学催化脱脂法等工艺脱除生坯零部件中的成型粘接剂,再用真空烧结或气氛保护烧结方法进行脱除成型粘结剂后的生坯高温烧结,生产出合金化致密的高性能的复杂金属零部件产品。本发明的有益效果是:开发了一种低成本方式的3D打印法生产金属或其它材质的零部件的设备和工艺。
 727
0
727
0
本发明公开了一种高强度高弹性模量高速钢及其制备方法,所述高速钢由钢基体和弥散分布在钢基体中的金属间化合物和硬质第二相构成,所述金属间化合物包括:Fe7W6、Fe7Mo6、Co7W6、Co7Mo6、FeCrMo、NbFe2和TiFe2,所述硬质第二相选自TiC、TiN、Ti(C,N)、TiB2、WC、NbC、Cr3C2中的至少一种,其制备方法为称取原料粉末进行机械球磨,将球磨的混合粉末压制成形后进行真空烧结;而后将烧结坯进行热锻变形,最后对锻造坯件进行固溶‑时效处理。本发明制备的高速钢热硬性高、组织均匀性好、强度和弹性模量等均有一定程度的提高,是一种理想的加工钛合金和高温合金的刀具材料。
 893
0
893
0
本发明提供了一种超薄镍铜合金箔材料及其制备方法,该方法包含以下步骤:1.铜箔表面的微蚀处理;2.铜箔表面电沉积镍层;3.真空烧结制备超薄镍铜合金箔。该合金箔厚度低于10微米,成份均匀,箔材表面平整、光亮,在海水及盐酸环境中有良好的耐腐蚀性,可广泛应用于电子器件、催化载体、防伪、太阳能电池等技术领域。
 875
0
875
0
本发明公开了一种辐向取向烧结钐钴整体磁环的烧结方法,为了解决现有的烧结方法使辐向取向烧结钐钴整体磁环发生的易开裂、成品率低,导致生产成本大大提高的问题。本发明将压制好后的辐向取向烧结钐钴整体磁环放入一种新型的真空烧结炉内,利用传统的电阻加热和微波加热相结合的加热方式进行升温和保温,保持了磁环各处温度均匀升高,减少了传统电阻加热导致的磁环各处受热不均而产生的热应力,从而保持磁环的完整性,提高了成品率,降低了成本。?
 765
0
765
0
本发明公开了一种硬质合金刀片的制备方法,包括步骤:将WC粉91.5~92.5wt%、Co粉5~6wt%、Cu粉0.5~0.8wt%、Fe粉0.5~1wt%、Ti粉0.3~0.5wt%、TiB2粉0.3~0.5wt%混匀,加入球磨机中,以乙醇为介质,加入石蜡进行湿磨,然后真空干燥,过100目筛,得到混合均匀的合金粉末;将制得的合金粉末在真空、300~350℃下进行脱蜡处理,然后置于石墨模具中,依次在1000~1200℃、1400℃及1600℃下真空烧结,每段温度下的烧结时间分别为1~1.5h、0.5~1h和0.5h,烧结过程中通氩气保护,烧结完成后快速冷却。干切实验表明,本发明制得的硬质合金刀片具有优异的耐磨性,有利于提高刀片的使用寿命。
 1032
0
1032
0
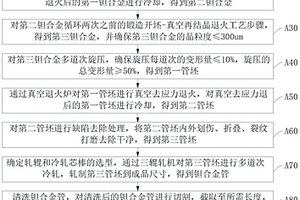
本发明涉及钽合金加工技术领域,具体是涉及一种钽合金及其制备方法、钽合金无缝管及其制备方法,钽合金的制备方法包括以下步骤真空烧结,得到金属烧结条,对金属烧结条进行两次电子束熔炼,得到金属合金锭,对金属合金锭进行热机械加工,得到钽合金坯,本发明制备得到的钽合金在1100℃下,其维氏硬度≥150,具有室温加工性能好、高温强度和高温硬度高的特性,利用该钽合金制备得到的钽合金无缝管具有优异的室温塑性和良好的抗氧化性能,能在大于1100℃超高温的恶劣极端环境下应用。
 704
0
704
0
本发明提供了一种石墨固溶的NiCu合金多孔膜材料(NiCuC)及其制备方法,该方法包含以下步骤:1.高纯羰基镍粉、电解铜粉混合聚乙烯醇缩丁醛液形成混合金属粉浆料;2.控制浆料粘度在以薄层硬脂酸锌隔离的石英平板表面覆膜,压膜器控制NiCuC生膜厚度为50~500μm,置于真空干燥器干燥8小时;3.从石英平板表面移出平整NiCuC生膜,转移并平置于多孔氧化铝板表面;4.控制升温速率及保温平台,真空烧结得到多孔NiCuC合金膜材料。此三维多孔合金膜具有优异的导电性,良好的耐腐蚀性,非常适用于制作功能复合材料的支撑基底单元,同时亦可作为功能复合材料原位生长活性物质的前驱体。
 977
0
977
0
本发明公开了钽钨合金箔材制备方法,其包括以下步骤:将钨粉与钽粉混合得到混合粉末,其中,钨粉的质量百分比为10.0‑11.5%,所述钨粉包括粒径为1‑3μm、3‑5μm、5‑7μm的钨粉;将混合粉末冷压成型,并进行真空烧结,得到烧结坯锭;而后进行真空垂熔处理,得到垂熔坯锭;将垂熔坯锭在氩气室中进行不锈钢包套;在预设开坯温度下对进步骤四处理后的垂熔坯锭进行锻造开坯;去掉坯锭表面不锈钢包套,交替进行多道次冷轧变形和退火处理,当坯锭冷轧变形至厚度为0.01mm后进行表面清洗;进行真空退火和带张力冷轧变形,得到厚度小于7μm的箔材;将箔材缠绕在铸铁管上进行真空退火处理,自然冷却后获得所需的钽钨合金箔材;该钽钨合金箔材钨含量高、厚度薄。
 1031
0
1031
0
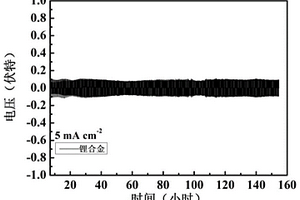
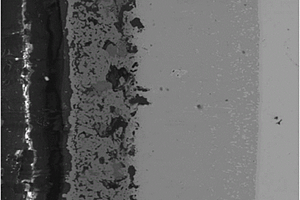
本发明提供了一种金属锂合金及其制备方法与应用,制备方法包括:从锂矿石浸出液或净化后的锂卤水中提取碱金属盐固体;将碱金属盐固体进行干燥处理;将干燥后的碱金属盐固体在真空下进行真空还原,冷凝后得到金属锂合金;其中,真空还原所用还原剂为铝粉、硅粉、镁粉和钙粉中的一种或两种,还原温度为700~1300℃。本发明提供的锂合金的制备方法工艺简单、便于操作,制备得到的锂合金具作为负极时,能缓解与电解液的副反应,还可消除电流集中效应,抑制枝晶的产生,提高了锂金属电池的库仑效率、比容量和循环稳定性。
 650
0
650
0
一种高强高韧耐高温金属陶瓷材料,适用于制造热挤压模具、高温结构材料、切削刀具等,可大幅度提高上述材料的强度、韧性及耐高温性能,延长使用寿命。所述的金属陶瓷材料由锆刚玉及钨、铬、钴、镍、稀土组成,所述的锆刚玉占总重量的5%~40%,所述的钨占总重量的20%-80%,所述的铬占总重量的10%-50%,所述的钴占总重量的0.1%-20%,所述的镍占总重量的1%-20%,所述稀土占总重量的0-15%;所述的锆刚玉是由占总重量70%-95%的三氧化二铝和占总重量5%-30%的二氧化锆组成,所述的金属陶瓷材料可以采用热压、热等静压、真空烧结气氛保护烧结工艺烧结而成。
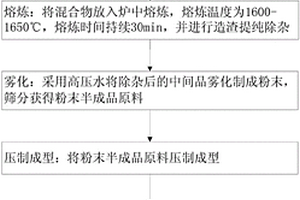
本发明一种钼合金材料MoSi2?ZrO2?Y2O3涂层及其制备方法和应用;属于超高温抗氧化涂层制备技术领域。本发明所设计涂层以下质量百分比计包括下述组分MoSi2?60%~80%、ZrO2?10%~30%、Y2O3?5%~10%、添加物1%~3%;所述添加物选自Si粉、SiC粉中的至少一种。其制备方法为:按设计组分配取原料后经湿法球磨制成浆料;然后涂覆在钼合金表面,经1550℃~1650℃真空烧结40min~100min后制得涂层。本发明涂层组份设计合理,制备工艺简单、生产成本低,涂层致密均匀,与钼合金结合强度高、热膨胀系数匹配,可有效提高钼合金的超高温抗氧化性能。
本发明涉及半渗透膜的生产,用于分离工艺的半透膜的专用制备方法,它是采用Ti、Al元素粉末,用模压成形方式或冷等静压成形方式制坯,通过低温预反应和高温短时反应两阶段真空烧结合成,低温预反应阶段的温度为500~800℃,时间为20~60分钟,高温短时反应阶段的温度为1200~1400℃,时间为10~30分钟。烧结方式采用真空无压烧结或低压热等静压制备成TiAl金属间化合物过滤膜,本过滤膜,由于采用TiAl金属间化合物,有利于控制过滤膜的孔径分布,制备过程不需要添加造孔剂,降低了能耗,几乎无污染。TiAl过滤膜具有良好的抗氧化性能、抗腐蚀性能、力学性能和过滤性能,使用寿命增长,并扩大了使用范围。同时能够与金属进行焊接,有利于与其它致密膜的复合。
 843
0
843
0
一种烧结无铅易切削钢的制备方法,本发明采用粉末烧结法生产。各组分质量分数为:石墨微粉1.0%-1.2%,石墨微粉的粒度为1-5μm;粘结剂硬脂酸锌0.5%-1.0%;分散剂PVA0.3%-0.5%;余量为铁粉,铁粉粒度≤106μm。粉末经混料、压制后在还原性气氛或真空烧结,工艺为:从室温开始加热至烧结温度1120-1160℃,加热2-5小时,烧结45-75min,高温保温结束后缓慢冷却到800℃,在800℃保温22-24小时,快速冷却到室温。本发明产品最大强度达500.6MPa,粗糙度最小1.51μm,适合于高速切削加工,切削能力最高相当于含铅易切削钢的98%,成本低。不含铅、铋,对环境友好。
 833
0
833
0
本发明涉及半渗透膜的生产,用于分离工艺的半透膜的专用制备方法,具体是制备孔径梯度均质TiAl金属间化合物过滤膜的方法,首先通过模压成形或冷等静压成形方式制成复合成形坯;在随后的烧结过程中,通过低温预反应和高温短时反应两阶段真空烧结合成法,制备TiAl金属间化合物孔径梯度均质过滤膜,本过滤膜由于Al元素偏扩散所引起Kirkendall效应,有利于控制膜的孔径分布,并在复合坯体中形成了孔径梯度,同时制备过程中不需要添加造孔剂,降低了能耗,几乎无污染。此过滤膜可直接用作性能优异的微滤膜和纳滤膜,并可以与金属进行焊接,有利于过滤膜与其它致密金属膜的复合,扩大了无机膜的使用范围。
 940
0
940
0
本发明公开了一种孔隙非均匀分布仿生骨质材料制备方法。本发明以HA/TI或HA/316L复合粉为原料,在模具内通过钼片将原料粉分开形成致密层/过渡层/疏松层,在100~300MPA的压力下常规压制得到压坯;压坯进行真空烧结,在800℃保温1.5-2H,再缓慢升温至烧结温度1050-1250℃,保温1-2H。本发明所得仿生骨质材料,外层为致密层,过渡层孔隙率38-60%、孔径100-500ΜM占30-70%,内层孔隙率57-80%、孔径100-500ΜM占50-80%,且孔隙结构均为连通孔隙,其孔隙结构能满足人体骨组织HAVERSIAN系统0~500ΜM孔隙尺寸的要求;本发明的材料兼具优越的生物相容性和力学性能,在承重骨修复与重建方面将具有广阔的临床应用前景。
 1101
0
1101
0
本发明公开了一种在钛合金中获取弥散分布的稀土氧化物强化相的粉末冶金方法。其以稀土氢化物粉末的形式添加稀土元素,将稀土氢化物粉末与氢化脱氢钛粉末以及其它必要的合金粉末或合金元素粉末充分混合,经过冷等静压成型或模压成型,然后将压制坯体在高温下真空烧结,最后将烧结后的钛合金进行高温变形,变形方式可以是锻造,轧制,挤压等。本发明方法生产工艺简化,能获得理想的稀土氧化物强化相,提高了钛合金的综合力学性能。
本发明涉及半渗透膜的生产,用于分离工艺的半透膜的专用制备方法。它通过模压或冷等静压,将Ti、Al元素粉末直接与Ti箔或Al箔复合成形片状或管状坯,或者先通过模压或冷等静压将Ti、Al元素粉末成形为片状坯或管状坯,然后通过Al液表面熔浸的方式制成复合成形坯;再通过低温预反应和高温短时反应两阶段真空烧结合成法,制备TiAl金属间化合物孔径梯度均质支撑体,随后,在其表面,采用化学或物理气相沉积(CVD或PVD)的方式,均匀镀上一层钯基合金膜,厚度为5~50μm。由此制得的膜具有良好的抗氧化性能、抗腐蚀性能和力学性能,提高了氢分离膜的渗透通量和使用寿命;其TiAl支撑体还可直接用作性能优异的微滤膜和纳滤膜。本发明制备过程不需要添加造孔剂,降低了能耗,几乎无污染。
 616
0
616
0
一种TiAl基合金气门的粉末冶金制备方法,采用元素Ti粉、Al粉为主要原料,按照传统的粉末冶金工艺,经冷压、真空烧结、扩散联结,热等静压、机加工制备粉末冶金TiAl基合金的气门零件。采用本发明所提供的方法制备的TiAl基合金气门,与准等静压方法相比,可以降低制造成本,而且本发明的工艺简单,适于规模化生产。与普通不锈钢气门相比,由于气门质量减轻,使得柴油机的高温工作性能得到了提高。
 1061
0
1061
0
本发明公开了一种440C不锈钢金属粉末注射成形方法及其制品,将含有1.0‑2.0wt%Mo的440C不锈钢预合金粉末与粘接剂在混炼机上混炼后,冷却破碎制得喂料;将喂料加入注射成形机内注射成形,制备出坯件;将坯件进行脱脂处理,得到脱脂坯;将脱脂坯进行预烧结得到预烧结坯;将预烧结坯置于真空烧结炉内真空烧结,当温度升至900‑1000℃时,通入CH4和H2混合气体,继续升温至1150‑1200℃并保温,控制炉内压力为5‑10万帕,混合气体中CH4的体积比为1‑6%;接着抽真空,升温至1250‑1300℃后,冷却得到440C不锈钢零件;将440C不锈钢零件进行热处理,得到最终工件。本发明制备的440C产品的尺寸精度和表面精度高、产品性能稳定。
 955
0
955
0
本发明提供了一种高碳高铬粉末冶金材料及其制备方法,各成分及其质量百分比分别为:C:2.8?3.3%;Cr:18?24%;Ti:0?6%;B:0.5?1.0%;余量为Fe。制备时,先备料再混合,然后进行熔炼、雾化成粉末后压制成型,最后进行真空烧结与热处理。采用本发明提供的所述制备方法制得的所述高碳高铬粉末冶金材料经试验,其组织均匀性、密度、耐磨性、冲击韧性、抗弯强度等各项性能表现优异,是制造耐磨棒、耐磨块、球磨机磨球、立磨磨辊磨盘、反击破板锤等耐磨件的理想材料。
中冶有色为您提供最新的湖南长沙有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


 2024年09月11日 ~ 13日
2024年09月11日 ~ 13日  2024年09月20日 ~ 22日
2024年09月20日 ~ 22日  2024年10月24日 ~ 26日
2024年10月24日 ~ 26日  2024年11月01日 ~ 04日
2024年11月01日 ~ 04日  2024年12月20日 ~ 22日
2024年12月20日 ~ 22日 


")