全部
▼
热搜:
 979
979
 0
0
本发明公开了一种整体铸造的万能水平高铬铸铁辊环,由两种混合成分组成,其中一种包括质量百分比的成分C 1.70~2.10;Si 0.40~1.00;Mn 0.70~1.20;Ni0.20~1.30;Cr 10.00~20.00;Mo 0.50~1.50;S ≤0.03;P≤0.03,余量为Fe及不可避免的杂质;另一种混合成分包括质量百分比的成分C 0.70~1.20,Si 1.30~1.90,Mn 0.50~0.80,Ni≤0.50,Cr ≤0.50,Mo≤0.15,S≤0.03,P≤0.03,余量为Fe及不可避免的杂质。同时,本发明还公开了上述高铬铸铁辊环的制备方法。本发明生产的高铬铸铁辊环硬度高和耐磨性好,同时具有很长的使用寿命。
 975
0
975
0
本发明公开了一种离心铸造高铬铸铁辊环,包括以下质量百分比的成分:工作层C 2.40~2.90,Si 0.20~0.80,Mn 0.60~1.10,Ni0.80~1.50,Cr 12.00~16.00,Mo 0.60~1.00,W0.80~1.50,S≤0.03,P≤0.03,余量为Fe及不可避免的杂质;芯部C 2.70~3.20,Si 2.00~2.50,Mn 0.30~0.80,Ni0.20~0.60,Cr≤0.2,Mo≤0.2,S≤0.02,P≤0.05,余量为Fe及不可避免的杂质。同时,本发明公开了上述离心铸造高铬铸铁辊环的制备方法。本发明通过设计合理成分,大幅度改善了抗冲击性能及抗热裂性,同时还提高了轧辊的耐磨性。
 875
0
875
0
本发明涉及一种耐海水腐蚀铝合金管。具体说,是具有高耐海水腐蚀性能的铝合金管。它是用镁和铝等原料,经熔化、搅拌、炉内变质处理、除杂、细化处理、在线氩气精炼、净化处理、铸造、均质处理、挤压、冷拔等步骤而制成。这种铝合金管,耐海水腐蚀性能好,使用寿命长。尤其适用于低温多效蒸馏海水、对海水进行淡化处理的装备中。
 1163
0
1163
0
本发明属于混凝土技术领域,具体为一种主要应用于活性粉末混凝土中代替传统活性成分的免蒸养活性粉末混凝土掺合料,包括如下组分:高钙粉煤灰+脱硫石膏:25%‑40%(高钙粉煤灰与脱硫石膏质量比为5:2);S105矿渣微粉+炉渣+石灰石+固态表面活性剂总量:40%‑75%(其中S105矿渣微粉:炉渣:石灰石:固态表面活性剂质量比为3:1:0.8:1)液态功能调节剂:0.2%‑1.0%;原材料质量要求:高钙粉煤灰中CaO含量≥15%,烧失量≤3.0%;S105矿渣微粉中SO3含量≤4.0%,碱性系数>1,玻璃体含量≥90%,28d活性指数≥105%。
 946
0
946
0
本发明涉及一种460MPa级桥梁钢板及其制造方法,属于桥梁钢结构用钢材冶金制造领域。钢板的生产方法为:经KR铁水预处理、BOF转炉初炼、LF精炼、RH真空处理,弧形连铸机生产连铸板坯,连铸板坯经再加热、控制轧制、加速冷却细化组织、控制钢板组织类型。采用超低碳成分设计,钢板近表面0~5mm厚度为板条状无碳贝氏体和准多边形铁素体的混合组织,中间厚度为板条状超低碳贝氏体、准多边形铁素体和少量粒状贝氏体的混合组织。钢板生产厚度5~100mm,Rp0.2≥460MPa,Rm590MPa~700MPa,A≥20%,‑60℃纵横向KV2≥120J,具有高强度、高韧性、优良耐大气腐蚀性能、优良焊接性能等优点,可广泛应用于大型、特大型桥梁钢结构的建造。
 782
0
782
0
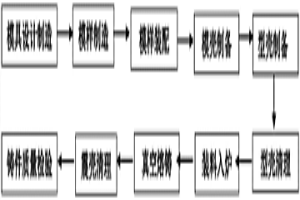
本发明提供了一种用于改善铸件内在冶金质量、缩短熔模铸造工艺流程的铁磁性合金真空熔铸短流程精密铸造方法,无脱蜡、无浇注工序,采用型壳制备与熔铸成型复合和合金熔铸与铸件成型一体化相结合的工艺方法,通过用所制备型壳作熔铸合金坩埚,利用高频真空感应电炉感应加热熔化铁磁性合金在型壳中熔铸成型获得铸件,减少了传统熔模铸造生产工序,缩短铸造工艺流程和铸件生产周期,不仅提高生产效率,节能降耗减材,而且改善铸件质量,提高铸件成品率。
 1172
0
1172
0
一种立式离心复合铸钢支承辊的制造方法,属于轧钢技术领域,采用多层浇注方法,其中外层采用立式离心复合浇注,浇注温度为1530℃~1580℃,更换浇口管,待外层内壁界面温度降到1380℃~1450℃时浇注中间层,钢水浇注温度为1550℃~1580℃,中间层厚度达到40~100mm以后更换浇口管,向铸型内部充芯获得离心复合铸钢支承辊铸坯,依次对离心复合铸钢支承辊铸坯进行退火处理、淬火处理和回火处理,机加工后获得成品离心复合铸钢支承辊,外层高铬钢与中间层和芯部低合金钢达到良好的冶金结合,外层具有更高的耐磨性,芯部具有更高的强韧性,通过差温热处理使轧辊的综合性能得到进一步提高,与静态铸造支承辊相比,使用寿命提高了30%以上。
 1217
0
1217
0
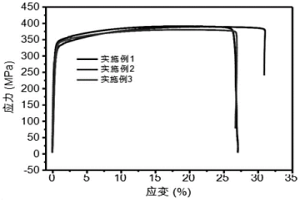
本发明公开了一种高弹性元件用铜镍锡合金材料及其制备方法。本发明所述铜镍锡合金材料,以质量百分比计,所述铜镍锡合金材料的原料包括如下质量份数的组分:镍8.0~9.3%,锡1.8~2.8%,其余为铜。本发明通过优化高弹性元件铜镍锡合金的成分,结合制备工艺,提高合金冶金过程中铸锭的洁净化和成分的稳定性,控制板带材尺寸精度等方面,弥补现有铜合金弹性和机械性能的不足,提高了合金的综合性能。
 985
0
985
0
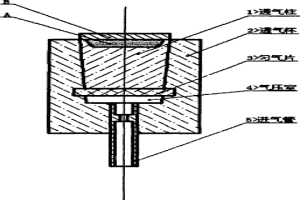
可修复式弥散型透气砖主要为中频感应电炉快速重熔底吹氩精炼钢水所用,属冶金技术领域,其特征在于:以中频感应电炉快速重炼底吹氩精炼钢水60~80炉次时透气柱顶端由于钢水接触面的侵蚀逐步形成凹坑后可重新进行修复再次使用,有着良好透气性能,完全满足吹气强度的工艺要求,为满足不同材料炉衬的服役能力,完成与坩埚的配套,可重复多次进行修复,解决了长期以来该领域无法将底吹氩常态化产业化的难题,中频感应电炉快速重熔经底吹氩过程的钢水纯度高,达到炉外AD精炼的水平,该发明的实现提高了钢材质量,降低了铸钢成本,使我国在铸钢领域迈开了新的一步,填补了一次产业空白。
 912
0
912
0
本发明公开了一种极耳专用含稀土铝合金箔及其制备方法,在该铝合金中含有铁、硅、稀土、铜、锌、钛、锰、镁,其余为铝和不可避免的杂质。铝合金箔的制备方法包括配料、熔化、搅拌、精炼、静置、除气扒渣、过滤除渣、连续铸轧、冷轧、再结晶退火、箔轧、分切及二次退火。本发明生产成本低,生产的极耳专用含稀土铝合金箔具有良好的成形性和优良的力学性能,其组织均匀、冶金缺陷少、各向异性小、强度高、延展性好、厚度均匀、平直度好;其表面光洁、平整、无色差、无条纹、无油斑、无印痕和花边等;其端面整齐、无毛刺、无串层、无塔形等,质量稳定可靠。

离心复合高碳高硼高速钢复合辊套,属于铸造技术领域,辊套外层采用高碳高硼高速钢材料,内层采用石墨钢,通过离心浇注达到良好的冶金结合,并采用适当的热处理工艺对高碳高硼高速钢复合辊套进行性能改进,通过热装方法制造高碳高硼高速钢组合轧辊,高碳高硼高速钢复合辊套磨损后可以更换,实现辊轴的循环利用,与离心铸造高速钢轧辊相比,材料利用率提高30%以上,使用寿命提高20%以上。
 1230
0
1230
0
本发明公开一种银/钼/银金属基层状复合材料及制备工艺,该复合材料为三层层状结构,总宽度为25mm‑95mm,总厚度为27μm‑57μm,其中第一层和第三层均为银层,厚度均为6μm,氧含量低于50ppm,第二层为钼层,厚度为15μm‑45μm;该制备工艺采用异温轧制复合方式,同时采用900℃‑950℃高温扩散。本发明制备的复合材料属于冶金结合的层状复合材料,即具备了钼极好的耐热性能、高温机械性能和稳定的膨胀系数,同时又充分发挥了银的导电性能和抗大气腐蚀能力,可大幅度提高电子电器领域高低温冲击应用场合的可靠性,从而大幅度提高电子元器件的寿命。
 1112
0
1112
0
本发明提供了一种复杂型腔不锈钢铸件的成形方法,包括以下步骤:步骤1、压制蜡模;步骤2、去除水溶芯;步骤3、设计零件组树工艺;步骤4、制壳;涂挂浆料及型砂;步骤5、熔炼;步骤6、清理,用震壳机在3~5Mpa压力下震去模壳后,用切割机在标记位置将浇道及浇口切去;步骤7、去除陶瓷芯。使用陶瓷芯结合水溶芯辅助压制蜡模,解决了蜡模无法成形问题,且按此方案模壳也能顺利制出。
 1211
0
1211
0
本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铜、锰、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铜含量:0.05~0.5%,锰含量:1.0~2.0%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、锰、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,锰含量:1.0~2.0%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 951
0
951
0
本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、铜、锰、铬、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,铜含量:0.05~0.5%,锰含量:1.0~2.0%,铬含量:0.5~2.0%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铁、铜、锰、铬、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铁含量:0.05~1%,铜含量:0.05~0.5%,锰含量:1.0~2.0%,铬含量:0.5~2.0%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 1018
0
1018
0
本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铁、铬、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铁含量:0.05~1%,铬含量:0.5~2.0%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 1169
0
1169
0
本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铁、铜和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铁含量:0.05~1%,铜含量:0.05~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铁、铜、铬和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铁含量:0.05~1%,铜含量0.05~0.5%,铬含量:0.5~2.0%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 1094
0
1094
0
本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铜、铬、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铜含量:0.05~0.5%,铬含量:0.5~2.0%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铁、铜、锰、铬和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铁含量:0.05~1%,铜含量:0.05~0.5%,锰含量:1.0~2.0%,铬含量:0.5~2.0%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铬、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铬含量:0.5~2.0%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、铜、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,铜含量:0.05~0.5%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、铁、锰、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,铁含量:0.05~1%,锰含量:1.0~2.0%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、铁、铜、锰、铬、锆和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,铁含量:0.05~1%,铜含量:0.05~0.5%,锰含量:1.0~2.0%,铬含量:0.5~2.0%,锆含量:0.02~0.5%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
 1119
0
1119
0
本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、铜、铬和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,铜含量:0.05~0.5%,铬含量:0.5~2.0%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。

本发明涉及一种专用于钛合金零部件表面涂层的热浸镀合金,其中所述热浸镀合金由铝、硅、锌、稀土元素、镁、铜、锰、铬和纳米氧化物颗粒增强剂组成,各组成成份占总质量的百分比为:硅含量:8~24%,锌含量:1.2~3.1%,稀土元素的含量:0.02~0.5%,镁含量:0.5~3.2%,铜含量:0.05~0.5%,锰含量:1.0~2.0%,铬含量:0.5~2.0%,纳米氧化物颗粒增强剂的总含量:1~2%,余量为铝以及不可避免的杂质,所述纳米氧化物颗粒增强剂选自TiO2、CeO2中的一种或两种,采用本发明所生产的热浸镀合金,可在钛合金表面形成耐蚀、耐磨性好,与基体冶金结合好的涂层。
北方有色为您提供最新的江苏无锡有色金属冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!






































































 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日 













