全部
▼
热搜:
 961
961
 0
0
本发明涉及一种YT硬质合金的烧结方法,包括以下步骤:将硬质合金半成品放入真空烧结炉内,依次经过脱蜡、脱气、高温烧结阶段;所述高温烧结阶段的烧结工艺:烧结温度1440‑1480℃,保温60‑90分钟;保温时通入Ar/N2混合气体进行分压烧结,Ar与N2的比例为90:10‑5,分压压力9KPa;冷却出炉,得到YT硬质合金其合金表面形成一层适宜的贫钴富钛层,既保证了YT合金有良好的焊接性能,同时具有较高的耐磨性能和良好的冲击性能。
 893
0
893
0
本发明提供一种超细硬质合金的制备方法,包括配料、球磨、压制成型和烧结工序;配料选用费氏粒度为0.4~0.6μm的超细碳化钨(WC)和6~10.5wt%、费氏粒度为1.0~1.5μm的钴(Co)粉,超细碳化钨(WC)中含有0.16~0.28wt%的钒(V)和0.42~0.58wt%的铬(Cr);铬(Cr)与钒(V)的比值为:Cr : V=2.6~2.0;控制碳平衡值为+0.06~+0.11%;烧结用真空烧结快冷炉正压烧结。采用本发明的方法制备的超细硬质合金碳化钨(WC),截线法粒径平均值达0.42~0.49μm,抗弯强度达3670~4450N/mm2,表面呈正常银灰色,无杂物吸附。
 775
0
775
0
本发明提供了一种高耐磨性的WC‑Co基合金的制备方法,包括如下步骤:S1、将粗颗粒碳化钨、超细钨粉、超细钴粉、碳化钽、石蜡和硬脂酸进行球磨湿混得到料浆;S2、将步骤S1所得料浆过滤后烘干,得到干料后进行造粒、压制得到素坯;S3、将步骤S2所得素坯进行烧结,烧结包括四个阶段,依次为脱蜡、真空烧结、低压烧结和冷却,最后得到WC‑Co基合金;本发明所提供的高耐磨性的WC‑Co基合金的制备方法,通过对合金的原料配方进行复配,结合特定的烧结工艺,在合金的Co相中实现了纳米颗粒状的脱碳相析出,从而使得合金在不显著降低抗弯强度的情况下,耐磨性得到了明显的增强,所制成的工具/零件使用寿命明显提高。
 766
0
766
0
本发明公开了普通烧结炉烧制低钴细晶硬质合金的方法,依次包括以下步骤:将低钴细晶硬质合金毛胚放入烧结炉内,通入惰性气体进行脱蜡;脱蜡后炉内保持惰性气体微正压烧结,烧结温度低于共晶点温度10~20℃,保温30~120分钟;抽真空进行二次烧结,采用5‑20℃/min的升温速度进行烧结,烧结温度1380~1470℃,时间60‑120分钟,降至室温完成烧结。本发明的优点是:采用本方法和常规烧结方法对比,钴磁从4.2升到5.2,第一次烧结产品完成收缩的80%‑90%,晶粒表面能迅速降低,对氧的敏感程度降低,降温后进行第二次真空烧结,二次真空烧结可以通过较快的升温速度,这样尽可能地降低炉内损碳,这样能把内部气体脱除,产品内部孔隙大大降低。
 1091
0
1091
0
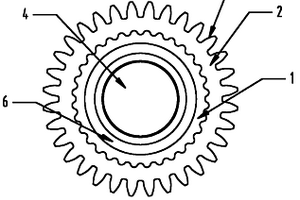
本发明为遁构机掘进刀盘硬质合金组件,解决已有组件耐磨性差,焊接性能不良的问题。其化学成份重量百分比为:WC84—86、Co13.78—15.67、TaC0.1—0.15、NbC0.12—0.180。
 1082
0
1082
0
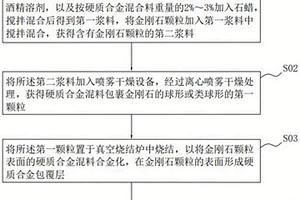
本发明提供了一种硬质合金包覆金刚石颗粒及其制备方法,包括:S01、硬质合金混合料采用WC、Co的粉末物料混合制备,在硬质合金混合料中加入酒精溶剂及石蜡,搅拌混合后得到第一浆料,将金刚石颗粒加入第一浆料中搅拌混合,获得含有金刚石颗粒的第二浆料;S02、将第二浆料加入喷雾干燥设备,经过处理后获得硬质合金混料包裹金刚石的球形或类球形的第一颗粒;S03、将第一颗粒置于真空烧结炉中烧结,以金刚石颗粒的表面形成硬质合金包覆层;S04、将真空烧结炉烧结后获得的烧结块放入破碎筛,得到分散的硬质合金包覆金刚石颗粒。在金刚石颗粒的外层包裹硬质合金层,增加颗粒的整体密度,有利于该类颗粒在堆焊、喷焊工作情况下的使用。
 1100
0
1100
0
本实用新型公开了一种超粗晶粒硬质合金混合装置,包括真空烧结炉、支撑架、搅拌装置、抽气装置以及冷却装置,所述真空烧结炉外表面安装有支撑架,所述真空烧结炉内部设有搅拌装置,所述真空烧结炉顶部安装有抽气装置,所述真空烧结炉底部安装有冷却装置,所述真空烧结炉包括进料口以及出料口,所述真空烧结炉顶内设有保温层,所述真空烧结炉顶部开设有进料口。该超粗晶粒硬质合金混合装置可对真空烧结炉内的材料进行搅拌,能够帮助超粗晶粒进行充分的加热燃烧,大大提高燃烧效果,并且抽气装置使真空烧结炉内为真空状态,易于控制合金的含碳量,冷却装置的设置,能够将真空烧结炉的温度进行快速降温,使超粗晶粒纯度达到最高。
 889
0
889
0
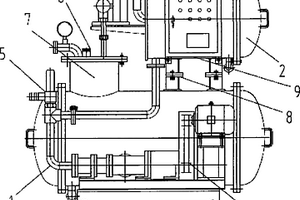
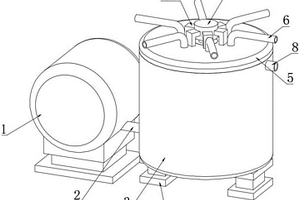
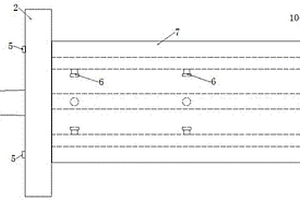
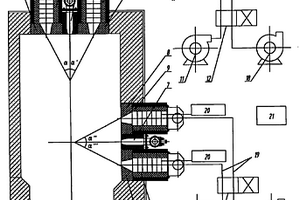
本实用新型提供了一种含油污水真空分离净化装置,包括:真空波纹管1与油水提升泵4连通,真空波纹管1的另一端设有弹簧式安全阀5,加热器7的顶部设置有油位电极6,电动排油泵3与加热器7连通,电控箱10设置在高分子吸附器2的外侧,油份浓度检测仪9设在高分子吸附器2的底部,差压控制器8与高分子吸附器2连接。本实用新型采用了真空薄膜技术,使其部份已乳化的油在真空状态下加以破除,同时加速了油污水中的油液集合,使之与水分离。该装置结构紧凑、占地面积小,使用、生产成本低。
 1346
0
1346
0
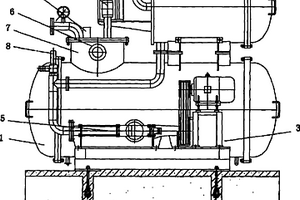
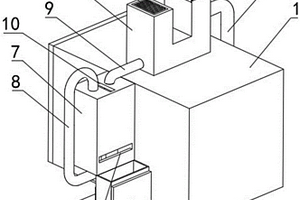
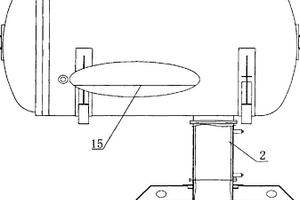
本实用新型提供了一种含油污水真空分离净化机,包括:真空室(1)、高分子吸附室(2)、电气控制箱(3)、电动柱塞泵(4)、螺杆泵(5)和电加热器(6);其中,所述电气控制箱(3)设置在所述真空室(1)底部,螺杆泵(5)与电气控制箱(3)连接,电加热器(6)设置在所述真空室(1)顶部,电动柱塞泵(4)与所述电加热器(6)固定连接,高分子吸附室(2)与所述真空室(1)固定连接。本实用新型排放量达标、处理效率高、结构紧凑、使用可靠、操作方便等特点,是广泛适用于内河、沿海的港口、码头以及石油、化工、运输、发电等工矿企业的各种含油污水处理更新换代的节能环保产品。
 847
0
847
0
本实用新型公开了一种烧结钛合金用真空烧结炉除尘结构,包括烧结炉、连接管、顶盖、除尘机构、排气管和排污管;本实用新型在电机、电机轴和联轴器的配合下能够带动传动轴做圆周运动,从而能够带动转筒做圆周运动,此时,其内部的水源在离心力的作用下通过透水孔排出,从而能够实现除尘的目的,而在支撑柱的作用下则能够实现转筒的支撑目的,避免转筒发生晃动,从而能够保证实际的使用效果,且当转筒做圆周运动时,同样会带动连接块、连接柱和刮板做圆周运动,在刮板的作用下能够实现收集筒内侧壁的清理和清洗的目的,从而能够有效地避免长时间使用后在收集筒内侧壁积累污物,进而能够保证实际的使用效果。
 1043
0
1043
0
本实用新型公开了一种超粗晶硬质合金真空烧结炉快速降温装置,包括装置主体,所述装置主体包括基座、真空烧结炉、水箱以及喷淋装置,所述真空烧结炉的内部固定安装有喷淋装置,所述喷淋装置包括分流管、第二进水管、雾化喷头以及出水管,所述第二进水管的表面通过无氧焊接的方式均匀连接分流管端部一侧,所述分流管的端部另一侧固定连接出水管的外壁一侧,所述分流管呈U字形,所述分流管的表面均通过法兰连接有雾化喷头,所述第二进水管与所述出水管的端部均贯穿至真空烧结炉的外部,通过雾化降温有效的提高了真空烧结炉的降温效率,缩短了生产降温的时间,提高了生产的质量。
 1218
0
1218
0
本实用新型公开了一种具有快速降温功能的真空烧结炉,包括真空烧结炉主体,所述真空烧结炉主体的上表面设置有U型筒,所述U型筒内部靠近左端的位置设置有风机,所述U型筒上表面靠近右端的位置铰接有密封门,所述密封门的右侧壁设有紧闭机构,所述U型筒的右侧壁设置有吹风管,所述吹风管的下端贯穿真空烧结炉主体并延伸至真空烧结炉主体内部,通过设置除尘盒,能够在真空烧结炉主体内部的热空气通过出风管进入蓄水腔的内部后,热气流中的灰尘沉降在蓄水腔内的水中,除尘后的热气流通过排气槽排放至外部空气中,优化加工车间的空气质量,通过设置疏水管,使得U型筒内部冰块融化后的水通过疏水管流入蓄水腔内部,节约水资源。
 1022
0
1022
0
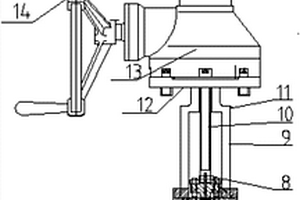
本实用新型公开了一种矿浆闸阀,阀体内设有阀座,阀座采用软密封,支架上部设有手轮,支架内设有阀杆,阀杆下部设有闸板,闸板与阀座能够密封配合,阀体内设有导向槽,导向槽能够为闸板运动时定位导向,通过操作手轮,阀杆能够带动闸板作上下垂直运动,从而实现阀门的启闭动作。具有以下优点:采用了对夹式安装结构,可有效降低介质沉积,减少阀门磨损、腐蚀和泄漏;克服了常规的平板闸阀仅输送单一介质的缺点,在全开、全关时具有良好的密封性,液体阻力小,结构简单,工作稳定可靠;可广泛应用于矿山、电厂、冶金、化工等领域的颗粒物料的浆体输送中;占用空间小,启闭省力,结构简单实用,耐用性较强,使用寿命长,节省成本。
 868
0
868
0
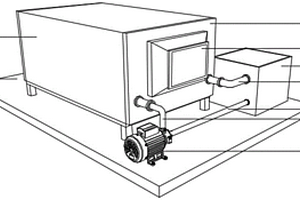
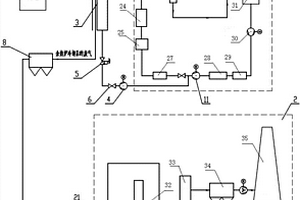
本实用新型公开了一种高温废气余热利用系统,涉及冶金节能技术领域,以及锅炉设计与制造领域,包括余热锅炉与火力发电机组,其特征在于:余热锅炉为直流余热锅炉,废气管路依次连通余热锅炉和后处理系统,火力发电机组给水系统经给水管路连通至余热锅炉的给水入口,余热锅炉的蒸汽出口经蒸汽管路与火力发电机组锅炉出口过热或再热蒸汽管路汇合后连通至汽轮机蒸汽入口。本实用新型将高温废气余热锅炉蒸汽设计参数选择与火力发电机组锅炉配套,并与火力发电机组共用主要系统,在简化余热机组系统,节约投资和运行费用的同时,提高余热利用效率。
 1252
0
1252
0
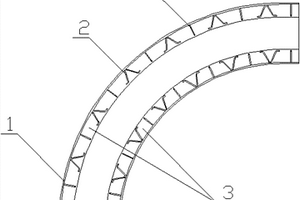
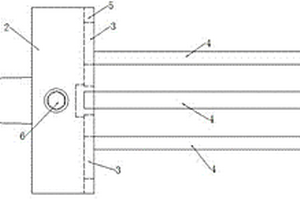
本实用新型公开了一种用于车削长轴类圆筒状工件的夹具,包括锥柄,圆盘和至少三个长条状的夹持部,所述锥柄与圆盘的一端同轴固定,所述夹持部固定在所述圆盘的另一端,所述夹持部均布在所述圆盘上,各夹持部到圆盘中心的距离相等。所述夹具结构紧凑、简单,有利于避免加工时产生较大的偏心距,提高车削加工精度,有利于避免夹持力对工件造成损坏,所述夹具能够适用于不同直径的工件。且所述夹具在车削工件外弧面和内弧面时均可适用。能够很好地满足采用粉末冶金方式制备硬质合金工艺中在烧结前对工件进行精确加工时的应用要求。
 858
0
858
0
本实用新型公开了一种用于车削长轴类圆筒状工件内外圆弧面的夹具,包括锥柄,卡盘和至少三个卡爪,所述锥柄与卡盘的一端同轴固定,所述卡爪均布在所述卡盘的另一端,各卡爪能够沿径向同步移动,所述卡爪上还设置有沿轴向延伸的长条状的突出部。所述夹具有利于避免加工时产生较大的偏心距,提高车削加工精度,有利于避免夹持力对工件造成损坏,所述夹具能够适用于不同直径的工件。且所述夹具在车削工件外弧面和内弧面时均可适用。能够很好地满足采用粉末冶金方式制备硬质合金工艺中在烧结前对工件进行精确加工时的应用要求。
 977
0
977
0
该发明属于粉末冶金中钼合金的生产方法。采用 高纯度、比表面积大的MoO2为 原料、以稀土镧和钇的硝酸盐为掺杂剂;通过配制稀土硝酸盐 溶液,制备掺杂MoO2粉,还原 处理,压制、烧结等工序而制得钼合金。该发明由于采用高纯 度的稀土硝酸盐与去离子水配制经过滤处理的溶液,并在制备 掺杂MoO2粉时分温度段由低至 高加热、搅拌干燥,而使粉料松散、不结块且成型性好,稀土 在合金中偏析极差小。因而具有工艺先进可靠,易操作控制, 原辅料利用率高,压制毛坯不需加成型剂、稀土在合金中分布 均匀;用以生产钼丝等其物理机械性能优良、稳定。克服了背 景技术存在的稀土在合金中分布不均匀、偏析度大,原辅料收 率低及钼合金质量及物理机械性能差等弊病。
 897
0
897
0
本发明公开的一种油泵传动链轮加工方法,其为构建如下结构的链轮:链轮包括金属轮毂和齿圈和硫化一体的橡胶体;其加工方法包括如下步骤:a、粉末冶金齿圈;b、硫化成型:使用现有的未钻孔和攻丝的金属轮毂和步骤a中得到的齿圈以及半成品橡胶硫化整体成型;c、选择专门工装夹具:该夹具具有夹持齿圈外圆、使齿圈端面贴紧工装的结构或机构;d、以齿圈端面和外圆为基准,对轮毂进行钻孔和攻丝;e、修整即得成品;由于调整了工序,改为整体成型后以齿圈端面和外圆为基准,对轮毂进行钻孔和攻丝;再辅助专门的工装夹具,使得最终的产品端跳差达到0.2,径跳差达为0.1的精度,远远高于现有的径跳超差达0.5,端跳超差0.6的水平。
 777
0
777
0
本实用新型提供一种新型蓄热式烧嘴加热炉,包括炉体,其特征在于:炉体内设有单蓄热式喷嘴加热系统,单蓄热式喷嘴加热系统包括两个具有助燃气体喷嘴的助燃气体蓄热器和一个燃料喷嘴,所述两个助燃气体蓄热器与一个四通换向阀上的两个通口分别以换气管道连接,所述四通换向阀的另外两个通口分别与一个鼓风机和一个引风机连接;助燃气体蓄热器连接温度探测器,温度探测器接入PLC的输入端,PLC的输出端与所述换向阀内的电磁铁连接并控制换向阀。本实用新型工作区炉温均匀,寿命长,换热效率高,可用于各种冶金、机械、石油化工、陶瓷和建材等行业的中、高温加热作业。
 1228
0
1228
0
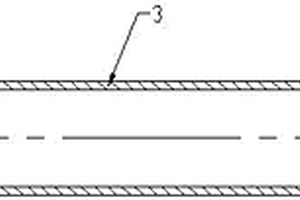
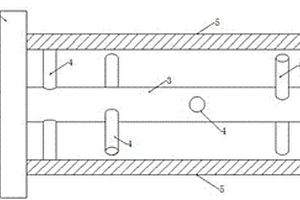
本发明涉及一种硬质合金薄壁轴套制造工艺,包括以下工序:A、型坯加工:采用圆钢管或锥形钢管作为轴套型坯,修整其外圆尺寸;B、喷焊:在轴套型坯外表面上喷焊硬质合金材料,形成均匀喷焊层;C、外表面加工:采用车削或磨削加工喷焊层外圆尺寸;D、内表面加工:采用车削或磨削加工方法切削去掉轴套型坯,形成硬质合金轴套。本发明一种硬质合金薄壁轴套制造工艺,通过先在轴套型坯外表面上喷焊硬质合金材料再切削去掉轴套型坯形成硬质合金轴套的制造方法,实现了小口径薄壁硬质合金轴套的成型,解决了目前难以通过粉末冶金成型和双面喷焊方法来制造小口径薄壁硬质合金轴套的技术难题。
 886
0
886
0
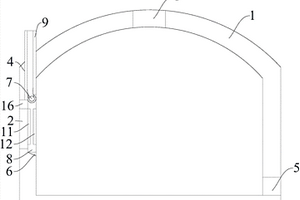
本实用新型涉及冶金生产设备技术领域,尤其是一种避免烟气散飘逸的氯化铝焙烧反射炉,包括反射炉本体,反射炉本体左侧壁上开设有翻料门,反射炉本体上端中心位置开设有加料口,反射炉本体上端位于加料口左侧开设有排烟口。本实用新型的避免烟气散飘逸的氯化铝焙烧反射炉通过在反射炉本体左侧开设内置翻转式挡烟板的翻转收纳槽,利用翻转式挡烟板左右侧的外置和内置进烟槽根据挡烟板的不同状态对翻料门位置的烟雾进行排离,并且排离流道相互隔离,防止串流,避免烟雾在操作过程中从翻料门排出,避免污染环境和影响操作人员的身体健康。
 918
0
918
0
本实用新型公开了一种用于车削长轴类圆筒状工件外弧面的夹具,包括锥柄,圆盘、中心柱和至少两组支撑柱,所述锥柄、圆盘与中心柱依次同轴固定,所述中心柱为圆柱,所述支撑柱固定连接在所述中心柱上,所述支撑柱沿所述中心柱的径向向外周延伸。采用本实用新型所述夹具对在车削过程中通过支撑柱对待加工工件进行多点支撑定位,工件受力均匀,可减少加工时偏心距的产生,提高加工精度,另外,夹具与工件之间受力均匀、分散,可有效避免夹持力对工件造成损坏,且套装和取下工件都十分便捷。能够很好地满足采用粉末冶金方式制备硬质合金工艺中在烧结前对工件的外弧面进行精确加工时的应用要求。
 787
0
787
0
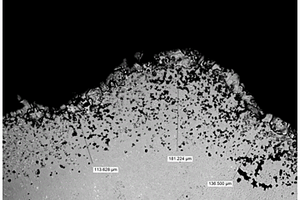
本发明公开了一种表层硬化的WC‑Co基硬质合金及其制备方法,该制备方法以WC粉、超细W粉、Co粉为原料,以TaC为抑制剂,依次进行湿法球磨、筛分、干燥、造粒、成型、低压烧结制备得到表层硬化的WC‑Co基硬质合金,本发明通过采用粉末冶金法结合低压烧结的方式,并在烧结时采用W粉和刚玉粉混合粉的方式作为填埋料进行埋烧,制备出脱碳相层厚度可达200μm的WC‑Co基硬质合金,可以提升WC‑Co基合金耐磨工具/零件使用寿命,降低更换频率,从而降低生产成本,并实现优质高效的生产。
 1114
0
1114
0
该发明属于粉末冶金领域中一种钨铜复合粉的生产方法。包括采用蓝钨(W20O58)或紫钨(W18O49)和氧化亚铜粉为原料,经机械混合、热处理及还原处理,即得可用于生产细晶粒钨铜复合材料的钨铜复合粉产品。该发明具有相变温度适中,生产率较背景技术均提高一倍以上;此外,至生成复合氧化物工艺阶段,与以WO3+CuO为原料相比可缩短反应时间40%以上,焙烧温度降低近100℃;而与以H2(WO4)+Cu(OH)2为原料的方法相比则不需进行热分解脱水来改变氧化物形态、且无工业废气产生。因而该发明具有流程短,工艺操作简便、可靠,生产效率高,能耗及生产成本相对较低,无废气排出并可进行工业规模化生产等特点。
 1231
0
1231
0
该发明属于粉末冶金领域中含钾金属钨条的生 产方法。包括配制掺杂兰钨粉,一次或二次还原,酸洗、压坯、 预烧结、垂熔及间接烧结。该发明在高强度压力下压制掺杂钨 条,大大提高了坯条的强度及成品率;采用垂熔和间接两次烧 结,既确保了产品的纯度,通过第二次烧结又提高了产品密度、 使结晶细而均匀。因而具有压坯强度及成品率高,产品晶粒及 钾元素分布均匀、断面晶粒数>8000个 /mm2,密度高达 18.0g/cm3以上,同批产品的一致 性好,用于拉制钨丝其使用寿命及抗下垂性能得到有效提高等 特点。克服了背景技术压坯强度低、操作及预烧结过程中易断 裂、破损,产品晶粒及钾元素分布均匀性差、密度低,后续加 工及产品性能差等弊病。
 853
0
853
0
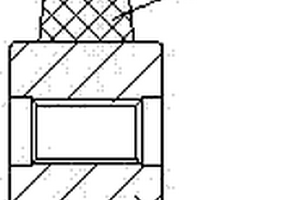
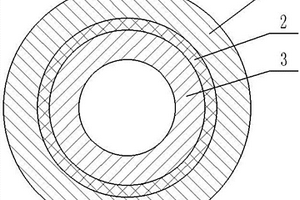
本发明提供了一种制备具有复合结构硬质合金制品的方法,包括如下步骤:A、采用粉末冶金技术分别配制内层和外层硬质合金混合料,内层、外层的材质分别独立选自WC‑Binder或WC‑MeC‑Binder中一种或两种,其中,Binder为粘结剂,选自Co、Ni、Fe或Cr中的一种或多种,MeC选自过渡族难熔金属碳化物的一种或多种;B、分别成型内层压坯和外层压坯;C、将内层和外层压坯套装在一起,烧结;D、成品加工,即得复合结构硬质合金制品。本发明制备的具有复合结构硬质合金制品,具有比重及形状容易控制,制造简单,成本低廉的优点。
中冶有色为您提供最新的四川自贡有色金属冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


































































 2025年11月07日 ~ 09日
2025年11月07日 ~ 09日 









