全部
▼
热搜:
 1077
1077
 0
0
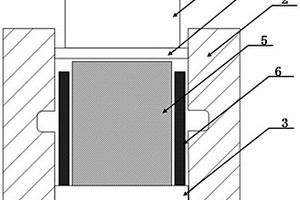
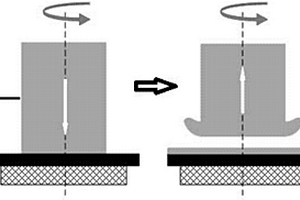
一种金刚石绳锯串珠高冷压成型的工艺,包括以步骤(1)‑(6);其中步骤(4)将带铁芯的串珠毛坯装入分体式组合压模具中,由液压机对该高压分体式组合模具进行压制成型;液压机压力设定为:10000‑15000kg/cm2,保压;若干所述模具分体相邻依次结合形成模具主体;所述模具分体上设有若干个分体缺口,相邻位置模具分体之间的分体缺口结合形成用于放置串珠毛坯的模腔。本冷高压成型工艺,通过独特设计的分体式组合冷压模具,实现了分体式组合模具在高冷压时,冷压胎体毛坯出模时分体组合模具侧压泄压后,金刚石串珠胎体与模具腔体的摩擦力极大的减少,降低了珠胎体出模时对模腔的压力和磨损程度,大大提高了模具的使用寿命。
 955
0
955
0
本发明涉及一种金属纤维烧结毡隔离网及其制备方法,其以网孔尺寸为10-50目,丝径为0.1-0.5mm的不锈钢丝网为基网,基网上经热浸镀铝和微弧氧化涂覆有厚度为20-25μm的氧化铝陶瓷涂层。用于在真空烧结过程中分隔两层金属纤维毡。本发明结构合理,制备工艺简单,低成本,隔离网上原位Al2O3陶瓷涂层结合力高,使用寿命长,是一种理想的金属纤维烧结毡隔离网及其制备方法。该工艺制备效率高,适合于工业化生产。
本发明属于吸波材料领域,公开了一种锂铝硅微晶玻璃/碳化硅/碳纤维三元复合吸波材料及其制备方法,采用热蒸发法在碳纤维无纺布表面生长碳化硅纳米线,将碳化硅/碳纤维无纺布和碳纤维无纺布分别浸渍在锂铝硅先驱体粉末、增稠剂和表面活性剂制备的浆料中,叠层后真空烧结,获得锂铝硅微晶玻璃/碳化硅/碳纤维三元复合吸波材料。本发明的三元复合吸波材料,质量轻,制备方法简单,吸波性能强,吸收频段宽,阻抗匹配性能好,是一种优异的轻质微波吸收材料。
 918
0
918
0
本申请提供了一种3D打印电池电极的制备方法,其解决了现有电池电极不能防止SEI膜破裂并抑制锂枝晶生长的技术问题;包括:(1)根据器件尺寸设计打印模型,并将打印模型导入3D打印机中,设置打印参数;(2)将打印浆料加入3D打印机中进行打印,获得电池电极;打印浆料主要由电极活性材料、导电剂、粘结剂和光聚合剂按比例配制而成;(3)将步骤(2)得到的电池电极置于紫外灯下进行光固化反应,固化时间为10‑40分钟,随后在室温条件下干燥24h;(4)将步骤(3)得到的电池电极放入水热反应釜中进行水热反应,水热介质为浓度为0.01‑2mg/ml的氧化石墨烯溶液;(5)将步骤(4)得到的电池电极干燥后进行真空烧结处理。本申请广泛应用于电池电极技术领域。
 1033
0
1033
0
本发明公开了一种生产低氧钼铌合金靶材的方法,包括以下步骤:1、将钼粉放在真空烧结炉中进行热处理;2、将铌金属粉与碱金属卤化物MX均匀混合得到混合粉;3、将步骤1中得到的钼粉与步骤2得到的混合粉放入V型混料机中混合,放入胶套后通过冷等静压压制成型;4、将压锭放在真空‑氢气两用烧结炉中进行热处理。本发明相对于现有技术,该方法除氧成本低,效果好,所得钼铌合金靶材杂质、氧含量低,性能优异。
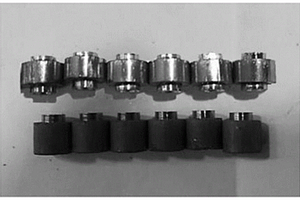
一种MoS2/SiC/Cf复合陶瓷材料及其制成的滚动体,涉及陶瓷材料领域,将MoS2、松香、硅烷偶联剂按比例匀混合,制成MoS2壳核结构粉体;再将SiC粉体、松香、硅烷偶联剂和上述均MoS2壳核结构粉体匀混合,制成MoS2/SiC壳核结构复合粉体。再将MoS2/SiC壳核结构复合粉体分散于甲基硅油中,形成分散液,并置于模具中,离心成型MoS2/SiC/Cf球形素坯,最后真空烧结制备出高韧性、自润滑的MoS2/SiC/Cf复合陶瓷滚动体。该滚动体可用于陶瓷轴承和滑块。本发明制成的复合陶瓷材料性能优异,且带自润滑功能。
 1155
0
1155
0
本发明涉及粉末冶金高速钢的塑性加工方法,其首先将水雾化高速钢粉末采用800~1000MPa的压力压制成型,然后将冷压坯置于真空烧结炉中进行真空烧结,真空度为10-3Pa,烧结温度1100℃~1300℃,保温2小时,随炉冷却至室温;将烧结后坯料加热至900℃~1100℃,保温30分钟,预热挤压模具至400℃,然后将坯料放入挤压模具中,在挤压比为8~27、挤压模冲头速度为20~30mm·S-1的条件下进行挤压。本发明制的产品不仅可获得细小均匀的显微组织,而且使烧结过程中碳化物和非金属夹杂物弥散分布。挤压后材料的硬度、抗弯强度高均较高,未经任何热处理其硬度即可达到66.8HRC以上。
 880
0
880
0
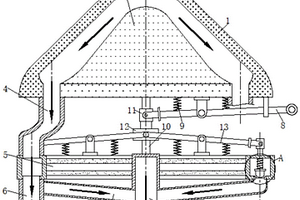
本实用新型涉及无机械变速变频调速叶轮给粉机,具体地说是一种无机械变速变频调速叶轮给粉机,其特征是机壳的下部设有轴承,主轴穿过轴承经联轴器与变频电动机的输出轴相连接,轴承既为主轴导向,又承受主轴的推力,这样就节省了变速机构,本实用新型具有结构简单、成本低、不漏油、维护修理周期长,工作安全可靠、使用费用低等优点,可广泛应用于建材、冶金、煤矿等的给粉系统,特别适用于火力发电厂储仓式制粉系统的锅炉燃料的供给。
 1077
0
1077
0
本实用新型属于动力的传递装置,具体地说是一种频率及间歇转数可调的齿式自动换向装置,其采用齿轮来传递动力,改变变速器或者工作机旋转方向的,包括壳体,输入轴和输出轴分别经轴承与壳体相连接,输入轴和输出轴经齿轮组相连接,公用齿轮与输入轴经花键连接,可为第一被动齿轮和从动介轮公用,两个被动齿轮与输出轴相连接,其特征在于壳体设有换向机构,输入轴等速旋转状态下,可以使输出轴间歇的转数相同、转向相同输出;转数不同、转向相同输出;转数相同、转向不同输出;转数不同、转向不同输出等多种状态,本实用新型在具有自动换向、传递扭矩大、传动效率高、使用寿命长、结构紧凑等优点,可应用于石油、冶金、矿山、化工等众多恶劣环境。
 1091
0
1091
0
一种湿法冶炼用液下渣浆泵,涉及液体泵,包括支架、轴承座、传动轴、泵体、泵轴、叶轮、电机架和电机,支架上方设有轴承座,轴承座内安装传动轴,轴承座上方设有电机架,电机架上设有电机,传动轴上端部与电机相连,支架下方设有泵体,泵体上设有进液口和出液口,泵体内设有泵轴,传动轴下端部与泵轴相连,泵轴上设有叶轮,其特征在于泵体进液口上设有进液管,泵轴下端部延伸入进液管内,进液管内的泵轴上叶轮的前面设有消泡轮。本实用新型运行过程中,浸取溶液中的气泡会在消泡轮的压力下提前破灭,对叶轮叶片的冲击小,叶片震动轻微、运行噪音小,叶轮片使用寿命长。适用于湿法冶金的液体输送。
 1232
0
1232
0
本实用新型公开了一种带有压力开关的单作用气缸,主要是为了解决磁性开关易沿缸筒滑动,偏离调定位置,容易造成气缸活塞杆伸出和缩回状态磁性开关无信号的现象,因此无法得知气缸的准确工作状态这一技术问题,在单作用气缸的后缸盖进气端安装一个压力开关。压力开关通过螺纹连接紧固在后缸盖上。从而解决了磁性开关易沿缸筒滑动造成信号失灵的问题,能够方便显示气缸的工作状态,工作可靠性高。该单作用气缸主要用于汽车、冶金、矿山、机械电子、仪器仪表、铸造锻压、石油化工、医药食品、卫生造船等行业的气动装置和自动化系统中。
 824
0
824
0
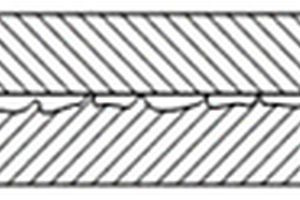
本发明公开了一种铝钢双金属构件触变软芯复合锻造成型方法,先制成一定尺寸和形状的铝合金芯体和钢套,将铝合金芯体加热保温至半固态组织状态,钢套加热至热塑态,迅速将铝合金芯体和钢套导入模具,并装配完成复合锻造。利用铝合金处于半固态时具备的良好流动性,实现了铝合金芯体和钢套的协调变形,使复合构件成型更精密;另外,利用半固态的铝合金芯体中的液相部分与钢套反应形成稳定界面,结合强度高。实现铝钢双金属协调变形且界面可靠的冶金结合,将钢的高性能优势和铝合金的轻量化优势有效集成。
 768
0
768
0
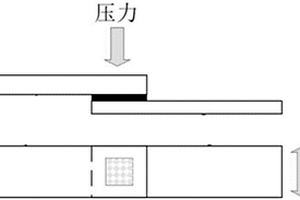
一种提高铝/钛异种金属超声点焊接头强度的方法,属于焊接技术领域。技术要点为:步骤一:在铝/钛异种金属搭接面之间加入中间层;步骤二:放在超声点焊机底砧上,在焊接时间为500ms~2000ms,压力为0.1MPa~0.5MPa,振幅为20μm~50μm的工艺参数条件下进行超声点焊。本发明解决了超声焊接中因钛合金塑化温度高、强度大而导致的接过程中难以充分塑形变形及原子扩散的问题,加入中间层从而获得了较好的机械结合和冶金结合的问题。
 1153
0
1153
0
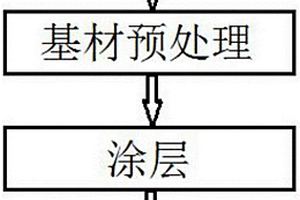
本发明公开了一种非晶合金覆层的制备方法,由以下步骤组成:配置合金粉末、基材预处理、涂层、激光熔覆;首先按照原子摩尔比分别为钴34%、铬29%、铁8%、镍8%、硅7%、硼14%进行合金粉末的配置;再对H13钢基材进行表面处理以及烘干处理,将配置好的合金粉末一并烘干;然后将合金粉末预置在H13钢基材表面;在氩气保护罩中使用脉冲激光器对预置基体进行熔覆。本发明方法制备的合金覆层上部含有85%左右的非晶相,并且能够实现覆层与基体的良好冶金结合,还具有较强的显微硬度及耐磨性,热稳定性也较好;此外,本发明方法可以大幅度降低非晶合金覆层的生产成本,符合我国的可持续发展战略要求,具有重大的生产意义。
 958
0
958
0
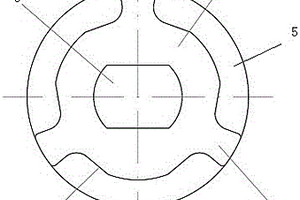
本实用新型涉及粉末冶金零件制造技术领域,具体地说是一种外径带台阶的轴锁凸轮,该轴锁凸轮由凸轮本体、滚针拨片组成,所述的凸轮本体的中部设有输出轴孔,凸轮本体的外周与滚针拨片相连接,滚针拨片之间的凸轮本体外壁设为轴锁斜面,特征在于所述的凸轮本体侧面设有与凸轮本体和滚针拨片一体成型的滚针垫板,所述的滚针垫板的外径与滚针拨片的外径相同,滚针垫板的外缘与滚针拨片外端形成与凸轮本体同轴心的圆形状,滚针垫板的内缘与凸轮本体和滚针拨片一体成型连接使凸轮本体与滚针垫板呈台阶结构,具有结构简单、使用方便、加工成本低、装配效率高、耐磨性好、机械强度高等优点。
 1061
0
1061
0
一种提高软质金属和硬质金属异种材料超声波点焊接头强度的方法,属于焊接技术领域。技术要点为:通过对硬质金属搭接表面进行毛化处理,使硬质金属搭接表面产生均匀分布的细小凹凸结构,增加搭接表面粗糙度;毛化处理后,将软质金属和硬质金属组成软质金属在上、硬质金属在下的搭接接头并置于超声点焊机底砧上进行超声波点焊。本发明通过毛化处理在硬质金属表面形成毛化层,增加了软质金属和硬质金属之间的有效接触面积,促进了软质金属和硬质金属的机械和冶金结合,从而提高超声波点焊接头强度。
 781
0
781
0
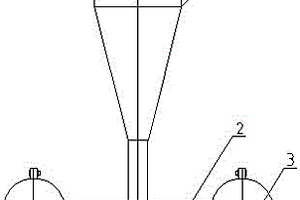
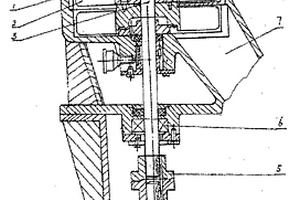
本发明涉及铁的冶金技术领域,且公开了一种高效率防溢铁水浇铸辅助装置,包括壳体,所述壳体的表面设置有加料口,所述壳体的内部设置有导流面,所述壳体的下表面设置有进料管,所述进料管远离壳体的一端设置有导流盘,所述导流盘的下表面设置有浇口,所述导流盘的内部设置有出料口,所述壳体的下表面设置有转杆一,所述转杆一的表面设置有复位弹簧,该高效率防溢铁水浇铸辅助装置,通过转杆一与滑块一的配合使用,滑块二与转杆二的配合使用,拉杆与活塞的配合使用,导流盘与进料口的配合使用,出料管与导料管的配合使用,可将多余的铁水导出,并进行收集,有效防止了铁水溢出,同时有效降低了铁水的浪费,降低了铸造件的生产成本。
 798
0
798
0
本发明公开了一种镍镀层辅助的镁/钛激光熔钎焊接方法,适用于异种金属焊接领域,用于解决现有镁/钛之间熔点差异较大以及不发生冶金反应的问题,该方法首先在酸洗后的钛板上电镀镍作为中间层,然后采用镁板在上、钛板在下的搭接形式,同时使用高纯氩气进行正反面保护,通过填充镁合金焊丝实现镁/钛的连接,本发明有效地提高了镁合金在钛板上的润湿铺展能力,可获得无明显缺陷的接头,拉伸强度可达到243 N/mm,接头效率为镁板的90%,具有较高的实用价值。
 938
0
938
0
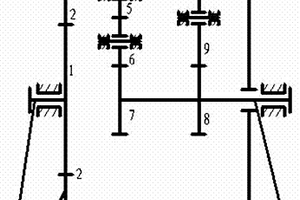
本发明公开了一种间歇时间与转数可调的齿式自动换向器,其特征在于输入轴与旋转体相连接,输出轴经轴承与支架相连接,输出轴与旋转体在同一条轴线上,旋转体内至少设有两个圆心在同一轴线上,各在不同圆周上的正向齿圈和反向齿圈,正向齿圈经偶数齿轮组与输出轴相连接,反向齿圈经奇数齿轮组与输出轴相连接,本发明可以使输出轴的间歇转数不同、转向不同,具有自动换向、间隙转数自由调整、传递扭矩大、传动效率高、使用寿命长、结构紧凑等优点,可广泛应用于石油、冶金、矿山、化工等众多恶劣环境,也可应用在汽车、电力、船舶、以及大型机械加工设备等的自动换向装置中。
 1216
0
1216
0
一种摩擦预堆中间层辅助异质材料回填式搅拌摩擦点焊方法,属于焊接技术领域。技术要点为:在焊接过程中,通过在点焊接头下板上表面通过摩擦堆焊的方法制备与下板具有冶金结合的中间层;进而通过回填式搅拌摩擦点焊的方法在焊具与接头下板无直接接触的条件下完成点焊接头的焊接。本发明显著降低了回填式搅拌摩擦点焊接异质接头时由于接头某一侧材料硬度较高而对焊具造成的磨损,有效改善了回填式搅拌摩擦点焊异质材料接头中连接界面金属间化合物等脆性相及气孔裂纹等缺陷的产生。本发明还具有工艺设备简单、适用范围广、接头强度高的优势。
 1140
0
1140
0
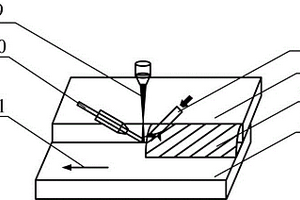
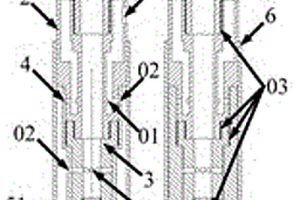
本发明公开了一种可控分布气体保护钛‑钢熔化极焊枪枪头及焊接工艺,发明通过改进焊枪头部结构来控制不同焊接位置保护气成分,通过活‑惰性气氛对钢‑铜‑钛焊接过程进行物/化协同冶金调控,以获得钛‑铜侧优质界面反应层及铜‑钢侧优良的焊缝成形。所述焊枪头部包括导电臂、引气器、分流器、绝缘套及挡板、导电嘴以及喷嘴,通过选用带有呈现不同角度两侧挡板的陶瓷绝缘套,将喷口分隔成不同面积比例的两个区域,两个区域通入由厡气孔及引气孔引入的两种不同保护气,均匀的对两区域特别是异种金属焊接过程中不同侧的两种金属进行保护,保证了不同侧金属的不同保护气体的需求,实现气体的可控分布保护效果。
 1119
0
1119
0
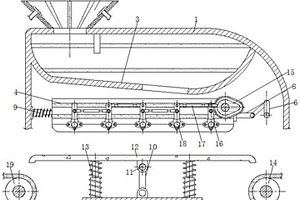
本发明涉及铁的冶金技术领域,且公开了一种便于铁矿石粉碎后的筛分装置,包括箱体,所述箱体的表面设置有进料口,所述箱体的内部设置有进料板,所述进料板的下部设置有筛分盘,所述筛分盘的内部设置有筛板,所述箱体的内部设置有驱动轴,所述驱动轴的表面设置有推杆,所述推杆远离驱动轴的一端设置有顶杆,所述筛分盘的侧表面设置有缓冲杆,所述筛分盘的下部设置有支杆,该便于铁矿石粉碎后的筛分装置,通过进料板与筛分盘的配合使用,筛分盘与筛板的配合使用,驱动轴与推杆的配合使用,顶杆与缓冲杆的配合使用,导料板与送料机构一的配合使用,可对铁矿石进行筛分,筛分过程平稳,筛分效果好,同时可对小块铁矿石进行输送。
 829
0
829
0
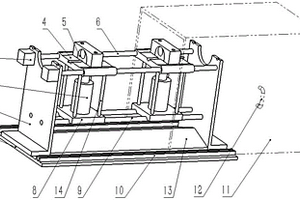
本实用新型涉及焊接冶金技术领域,特别是涉及一种高强耐蚀海洋工程不锈钢圆形管材闪光对焊用装置,与闪光对焊机配合使用,包括底座,底座上方两端对称固接有支撑板;支撑板顶部固接有对称设置的传动组件,传动组件传动连接有对称设置的夹具组件,夹具组件底部设置有动力组件;夹具组件包括第一夹具体,第一夹具体两端边部与传动组件传动连接,第一夹具体底部设置有动力组件,第一夹具体中部接触设置有第二夹具体;本实用新型的一种高强耐蚀海洋工程不锈钢圆形管材闪光对焊用装置,可以达到夹紧并焊接高强耐蚀海洋工程不锈钢管材的目的。
 1176
0
1176
0
本发明涉及粉末冶金技术领域,具体地说是一种粉末注射炮弹引信外壳制备工艺,包括配料; 基体金属粉末配比,羰基铁粉92~99%、羰基镍粉1~8%,粘结剂配比,PE?30~70%?DBP?1~5%?PW余量%混料:进一步的将配比好的基体金属粉末V混8小时。然后将混合好的基体金属粉末加入粘结剂送入高速混合机混合2小时,粘结剂与基体金属粉末配比为6.5~8%, 出料破碎待用。注射:进一步的将破碎料送入注射机,模具注射成型。萃取:进一步的将注射后的产品摆放于萃取液中萃取粘结剂8小时。萃取溶剂为120#汽油,萃取温度50℃。脱脂:进一步的产品以氧化铝粉末覆盖,入脱脂炉500℃脱脂24小时。烧结:进一步的产品摆放于推舟内,使用推杆式烧结炉,60min推入一舟。抛光:进一步的振动筛抛光打磨30min,去除毛刺。精整:产品通过专用模具,压机精整完成。
 1167
0
1167
0
本发明涉及一种锁块及其制造方法,其特征在于:该粉末冶金材料的成分是铁粉Fe和镍粉Ni。包括如下步骤:①V混:将Fe粉和Ni粉按比例混匀。②高混:将混合粉和粘结剂按比例混成喂料。③注射成型:在温度150℃-170℃间将喂料注射到模具中制成产品毛坯。④萃取:在60℃-80℃下将毛坯在萃取剂中保温12h-48h,将蜡萃取出来。⑤脱脂:在450℃-600℃条件下经30h的控温,将脂类脱除。⑥烧结:在1200℃-1300℃条件下经30h的控温制成产品。本发明具有降低产品成本,材料利用率高,生产效率高等优点。
 1072
0
1072
0
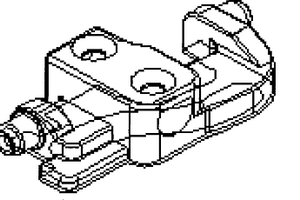
本发明涉及一种滑块及其制造方法,其特征在于:该粉末冶金材料的组分包含316L、17-4PH、304L、410L、430L五种不锈钢。制造方法有如下步骤:①备料:将不锈钢粉末和粘结剂按比例混成喂料;②成型:在温度150℃-170℃间将喂料注射到模具中制成产品毛坯;③萃取:在60℃-80℃下将毛坯在萃取剂中保温12h-48h,将蜡萃取出来;④烧结:在温度1300℃-1400℃的条件下,保温30-90分钟;⑤剖光。本发明具有降低产品成本,材料利用率高,生产效率高等优点。
 865
0
865
0
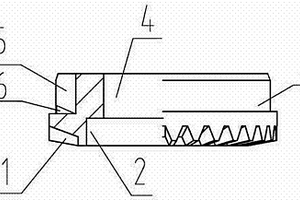
本实用新型涉及一种扳手钻夹头齿圈毛坯,采用粉末冶金压制成型,其为台阶状圆柱体,中间轴向设有由前内孔和后内孔组成的台阶状通孔,前端面设有伞齿,后部圆柱体外侧沿轴线开有两个分裂槽,带伞齿的圆柱体对应的前内孔为圆柱孔,所述后部圆柱体对应的后内孔也为圆柱孔。后内孔的直径小于带伞齿的圆柱体对应的前内孔的直径。本实用新型提高了齿圈的密度数值,改善了密度的不均匀,改进后的齿圈的扭矩比原齿圈高3倍以上。其结构简单、合理,加工制作简便,生产效率率,成本低,制件密度和强度稳定,齿部扭矩大,是一种的理想的扳手钻夹头齿圈毛坯。?
 813
0
813
0
本发明公开了一种高温耐磨激光熔覆用合金粉末,由以下原子摩尔比的成分组成:钴12~20%、铁22~30%、铬29%、镍8%、硅7%、硼14%;合金粉末的材料选自于精度为99.7%以上的钴、铬、铁、镍纯金属以及硅含量为77%的硅铁、硼含量为24%的硼铁;合金粉末的制备过程如下:将称取好的上述组分混合后放入行星球磨机中,在氩气保护作用下进行球磨;球磨结束后,由筛粉机筛出粒度为200~300目的粉体作为成品粉。本发明可用于制备含有非晶相的合金覆层,并且能够实现覆层与基体的良好冶金结合;使用本发明制备合金覆层,不仅可以大大降低使用稀土金属制备合金覆层的生产成本,而且制备出的合金覆层具有较强的显微硬度及高温耐磨性,具有重大的生产意义。
中冶有色为您提供最新的山东威海有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!



































































 2025年09月25日 ~ 27日
2025年09月25日 ~ 27日 













