全部
▼
热搜:
 1177
1177
 0
0
一种复合材料等厚度层压板铺层优化方法,适用于所有复合材料层压板结构铺层设计。具体方法包括:首先进行基础铺层的四进制法优化,然后以四进制优化方法输出的参考序列为输入,通过强度计算工具进行二次优化,计算在特定载荷条件下当前层压板的单层最小安全裕度,将所有满足条件的参考序列按照单层最小安全裕度排序,输出单层安全裕度最大的五个序列。本发明使设计员从繁琐的铺层设计工作中解脱出来,可直接用程序生成有效的基础铺层,也可直接从用该方法生成的基础铺层库中提出对应受力状态和层数的铺层序列,方便又快捷。为后续变厚度层压板的优化做了铺垫。
 1141
0
1141
0
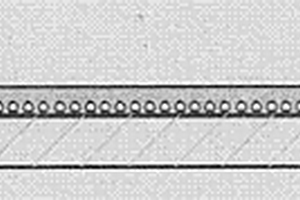
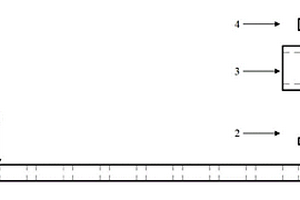
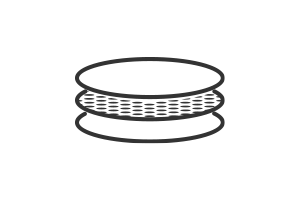
本发明公开一种不锈钢基自润滑复合材料,有依次设置的不锈钢基体(1),中间过渡层(2)、铜合金粉层(3)及白润滑层(4),所述的中间过渡层(2)是镀铁层,其厚度是0.1~0.2MM,晶粒尺寸为40~50NM。本发明是在现有技术(无刻蚀镀铁合金方法)的基础上进行改进,用与现有技术不同的施镀程序、施镀参数,在不锈钢基体表面形成镀铁合金层,不但是以铁基及铁基合金离子金属键结合的形式电沉积在不锈钢基体表面上,与不锈钢基体结合牢固,而且还能够通过烧结与铜合金粉层紧密结合,满足了自润滑材料在高负荷条件下的使用要求。
 925
0
925
0
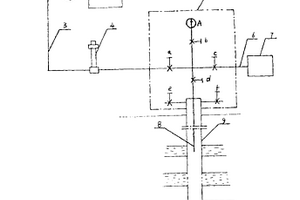
本发明涉及一种在稠油油田注蒸汽热采过程中改善注汽热采效果的注汽井高分子复合材料球选堵工艺。该工艺包括工艺模拟和现场实施两个阶段,现场实施又分为工艺流程准备和投球选堵施工两个步骤。利用此种工艺可以将特制的高分子复合材料球有选择地封堵注汽井高渗透层的射孔孔眼,使蒸汽注入中低渗透层,达到有效开采中低渗透层内稠油、提高稠油采收率的目的。
 804
0
804
0
本发明涉及聚苯胺插层锰氧化物复合材料的水热制备方法。将30%H2O2和2mol/L的无机碱混合成100.0ml溶液,注入50mL0.3mol/L硝酸锰溶液中,搅拌5~30min;过滤、沉淀移到高压釜中,2mol/L无机碱为介质,反应温度130~180℃,反应16~48小时;沉淀经过滤、洗涤,至pH=7,室温下干燥,得Birnessite型锰氧化物;将Birnessite型锰氧化物溶于水中,无机酸调节pH1~3、加苯胺和氧化剂,水热插层反应,温度60~80℃,反应18~30小时,得聚苯胺插层锰氧化物复合材料。本发明方法简易,方便快捷,连续进行水热反应,可避免许多中间步骤,具有可操作性和实践性。
 908
0
908
0
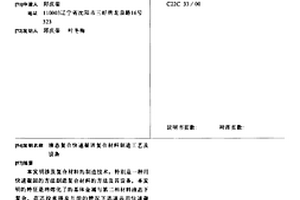
本发明涉及复合材料的制造技术,特别是一种用快速凝固的方法制造复合材料的方法及其设备,本发明的特征是将熔化了的基体金属与第二相材料液态下复合,在还没来得及互溶的情况下迅速共用快速凝固,快速凝固可采用雾化法也可以是旋转急冷法。
 983
0
983
0
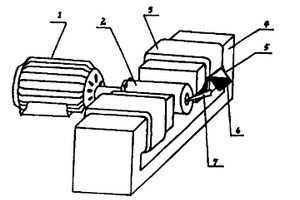
一种金属基复合材料离心铸造装置,由旋转铸型和电机组成,旋铸型为内有砂衬的非磁性材料外套,一端中心开有浇注口,与其相对的一端有连接轴与离心机相连,其特征在于铸型外部有一磁场发生器。本实用新型使得在保证复合材料造价低的同时,材料的力学性能大大提高。
 1081
0
1081
0
本实用新型公开了一种复合材料罩盖,涉及罩盖技术领域,包括罩盖,所述罩盖的底部设置有放置口,所述放置口的顶部与罩盖的底部接触,所述罩盖底部的两侧均固定连接有安装箱,所述安装箱靠近放置口的一侧开设有活动孔,所述安装箱的内部设置有传动杆。该复合材料罩盖,通过设置旋转柱、凸轮和移动杆的配合,能够使凸轮转动时带动移动杆移动,通过设置滚轮、竖杆、传动杆和固定板的配合,能够使滚轮在移动杆的推动下,通过竖杆和传动杆带动固定板对放置口进行固定,从而将罩盖稳定的盖在放置口顶部,达到了罩盖在盖住物品时稳定,能够将罩盖很好的固定在物品开口处,防止罩盖晃动,避免灰尘进入物体内部和便于使用的效果。
 830
0
830
0
本实用新型涉及复合材料加工技术领域,具体涉及一种用于复合材料压力容器溶剂型树脂缠绕的装置,浸胶装置、溶剂处理装置和溶剂收集装置,所述的浸胶装置的支架上方设有储胶罐和电气设备,储胶罐下方连接有注胶头,注胶头下方设置有带胶轴,压胶轴与带胶轴相切,压胶轴前后设置有导纱轴Ⅰ和导纱轴Ⅱ,导纱轴Ⅰ、导纱轴Ⅱ、带胶轴、压胶辊均通过底座装配在支架上。所述的溶剂处理装置底部设有加热棒,顶部设有排气口,两侧设有纱线入口及纱线出口,溶剂处理装置内部设有导纱轮组,所述的导纱轮组包括若干个导纱轮,排气口通过导气管路与溶剂收集装置连接。本实用新型,改变了传统的纤维浸胶方式,可以有效防止胶液在胶槽内因粘度大而堆积。
 1032
0
1032
0
本发明公开了一种不连续增强铝基复合材料(DRA)薄壁管材的制备工艺,属于铝基复合材料制备技术领域,该工艺采用粉末冶金或搅拌铸造方法制备DRA坯锭,采用热挤压方法制备出DRA管坯。将管坯进行退火处理后,在二辊或多辊轧机上冷轧,每两道次之间进行退火处理。直至管材轧至规定尺寸。对于可热处理强化DRA,冷轧后进行固溶处理及时效处理,得到性能良好的无缝管材。
 1123
0
1123
0
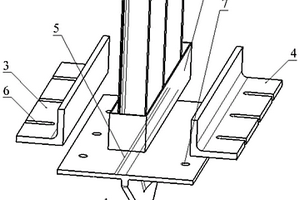
本实用新型属于复合材料机体结构试验符合性验证技术领域,涉及基于立式试验机的用于复合材料壁板压缩试验的夹具。夹具为对称结构,所述的夹持端与载荷扩散器垂直固定,所述的载荷扩散器为梯形结构,有利于载荷的扩散传递;载荷扩散器与加载器垂直相连,加载器的上表面设有螺栓固定孔,螺栓固定孔平行对齐,加载器以载荷扩散器对称;所述的左夹持器和右夹持器分别设在加载器的上表面,两者之间设有灌封器,加载器用于试件的加载,加载器的加载面可以满足多种试验件的尺寸需要;加载器的夹持端可按照试验机装卡头的形状及尺寸进行更改。本实用新型定位简单、准确;可同时用于多种加筋剖面的试验件;试验件与夹具装卡方便,操作简单,且生产成本低。
 754
0
754
0
本发明公开了一种利用造纸污泥一步制备多孔碳硅复合材料的方法,将造纸污泥进行热水预处理,冷冻干燥后,加入化学活化剂,按照质量比例1:0.01‑1:10混合均匀,按照一定升温速率,在100‑1000℃下进行高温碳化。最后经过盐酸多次清洗干燥得多孔碳硅复合材料。本发明的优点在于原材料来源广泛、成本低廉、比表面积高,亲水性高,在水溶液中分散度高,结构稳定,表面活性基团含量丰富,使用范围广泛等优点,而且制备过程简单,对设备要求低。制备得到的多孔硅碳材料在多相吸附以及催化中具有非常广阔的发展前景。
 1024
0
1024
0
本发明公开了一种用于锂离子电池负极的锡碳复合材料及其制备方法与应用,属于锂离子电池领域。其制备方法是通过高温热解含锡化合物粉末材料,将锡纳米球分散在三维介孔碳材料基体中,这不仅能保持锡的高比容量特性,也能有效抑制电极的体积膨胀,防止颗粒的团聚,从而提高其循环稳定性。本发明的优点是:该复合材料中锡纳米球以及三维介孔碳结构有利于离子的快速传输,进而提高锂离子电池负极材料的能量密度,具有较好的循环稳定性;其制备过程无需添加任何的化学试剂,工艺简单,成本低廉,安全环保,很容易实现工业化大规模生产,有望应用于下一代高能量密度、环境友好的新型储能电池中。
 943
0
943
0
本申请公开了一种石墨烯@层次孔炭复合材料及其制备方法与应用,所述石墨烯@层次孔炭复合材料,包括石墨烯和包覆在石墨烯表面的层次孔碳。该材料具有充放电平台低、比容量高和倍率性能优异的特点。
 953
0
953
0
本发明提出一种飞机起落架梁复合材料贴补修理胶层质量检查装置,属于航空装备复合材料修理技术领域。该检查装置包括扫查导向板、定位杆、固定夹具和螺母。本发明所述检查装置的结构简单、操作效率高,将组装完成的检查装置夹持在起落架梁筋条上确定上下位置,定位杆实现扫查导向板的左右移动定位,在保证胶层质量检测效果的同时,提高了检测效率,避免了漏检情况。
 1214
0
1214
0
本发明涉及一种金属-陶瓷复合材料制备方法,特别是Mo基Mo+Si+Cr+Fe涂层复合材料与制备方法。粉末混合物由以下重量配比组成:Si:50-80重量份,Cr:5-15重量份,Fe:5-10重量份,Al2O3:5-10重量份,NHCl4:5-15重量份。应用该发明方法的推荐配方与制备工艺,以Si为主要渗源,引入Cr与Fe为辅助渗源,在NHCl4等助渗剂的作用下,制备出的Mo基Mo+Si+Cr+Fe梯度涂层厚度最高可达1100um,比一般方法制备的Mo基MoSi2渗层厚度大很多。制备出的试样梯度涂层致密程度高,硬度大,维氏硬度可达HV=422.36。本发明材料在1600℃使用环境中,高温蠕变性、热震稳定性优异。
 987
0
987
0
本发明属于火车闸瓦(刹车片)领域,具体地说就是一种微晶玻璃复合材料的火车闸瓦或刹车片及其制备方法,解决现有技术中存在频繁换瓦的人工和机械费剧增,以及刹车粉尘和废气对环境的危害等问题。按重量百分比计,微晶玻璃复合材料的组成为:微晶玻璃粉35~42%、玄武岩短切纤维10~15%、粉煤灰30~35%、石墨粉5~7%、重晶石粉9~15%、调节剂1~3%。本发明提出的低晶化点(<750℃)微晶玻璃与粉煤灰、玄武岩、重晶石粉为主体材料用热压铸法制造的微晶复合闸瓦,不但抗磨能力提高5~10倍、摩擦系数提高2~3倍,而且安全性能优于粉末冶金闸瓦,成本降低70%以上。粉尘和有害气体排出率降低90%以上。
 1091
0
1091
0
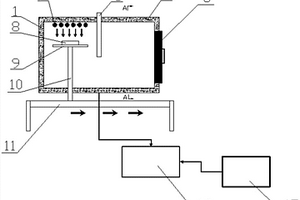
本发明公开一种热解碳包覆磷酸铁锂复合材料的制备方法。现有工艺制备的碳包覆磷酸铁锂材料的碳包覆层不完整。本发明制备过程为:采用纯相磷酸铁锂、掺碳和金属离子中一种或多种的磷酸铁锂中一种为原料,将以上原料与溶解有有机碳源的溶液或有机前躯体混合,置于热解搅拌反应釜中,于100~1000℃反应0.5~24h,将反应获得的粉体置于惰性气氛反应炉中于200~1000℃烧结1~10h,得到碳包覆磷酸铁锂。该方法制备的磷酸铁锂复合材料碳包覆层均一,包覆过程使得原料粒子构成二次粒子,提高材料的充填密度,材料的电化学性能优良。
 955
0
955
0
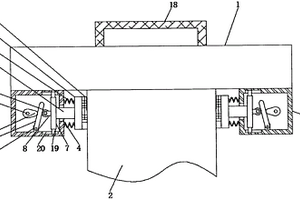
本发明涉及陶瓷基复合材料构件热疲劳试验领域,特别涉及一种陶瓷基复合材料构件热疲劳试验装置及试验方法。该装置包括:箱体、试验件安装平台、控制系统(14)以及上位机系统(15)。本发明采用配有镀金反射器的红外线加热灯管作为加热源,加热方向明确,加热效率高,试验件升温速率快;采用石英板作为安装平台,有效地保证了构件正确的温度梯度方向;设计了相对独立的加热部和冷却部,通过程序控制使得试验件在两者之间移动,实现了试验件温度的快升和速降;编制了专门的加温控制逻辑命令,实现了温度采集、反馈、自调整,准确控制了构件温度,有效提高了试验精度;拓宽了热疲劳试验方法,适用范围广泛。
 1092
0
1092
0
本发明制备了一种基于各向异性高分子纤维复合材料瓣叶的介入式人工心脏瓣膜假体。将各向异性高分子纤维布缝制于金属支架内部,制成自膨胀式(如镍钛合金支架材料)或自扩张式(如钴铬合金支架材料)介入瓣膜支架假体,再利用光交联或化学交联聚乙二醇水凝胶包覆于高分子纤维材料表面。本发明以具有各向异性力学性能的高分子纤维布为原料,如涤纶、聚氨酯、聚四氟乙烯及其复合材料,模仿人体主动脉瓣膜在血流作用下的应力分布状态,实现与人体瓣膜相近的力学性能,从而提高瓣叶的耐疲劳性能。此外,表面复合的聚乙二醇水凝胶不仅保证了瓣叶材料的一体性,而且具有抗污功能,可减少血小板黏附和蛋白质吸附,具有良好的生物相容性。
 1135
0
1135
0
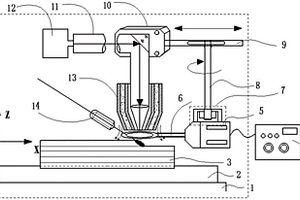
一种电磁感应加热辅助激光增材制造钛基复合材料的装置及方法,属于激光增材制造技术领域,包括同轴送粉激光沉积系统、电磁感应加热同步辅助系统,同轴送粉激光沉积系统包括基板、沉积样件、激光头、红外测温仪,电磁感应加热同步辅助系统包括电磁感应电源分机、线圈、转向调高机构、从动轴、横向滑槽;线圈接在电磁感应分机输出端,线圈与激光头同步运动,实现沉积样件小面积实时预热缓冷。本发明能实时预热缓冷,减少残余应力和开裂倾向,提高钛基复合材料的力学性能;通过转向调高机构实现电磁感应线圈与激光头同步运动,实现高度较大零件激光增材制造时的实时小面积预热缓冷;与激光头同步运动的电磁感应加热装置,对基板和已沉积层同步预热缓冷,减小激光增材制造过程中的热应力;改变线圈的位置,可以实现对特定区域的在线退火。
 888
0
888
0
本发明的一种过渡型金属氧化物/石墨烯复合材料的原位合成方法,步骤为:将可溶性铁盐、过渡金属盐和铈盐溶于去离子水中,混合得到均匀溶液;加入沉淀剂,至pH达到10以上,搅拌至沉淀完全,静置陈化,进行水热反应后,过滤并水洗至中性,烘干后得到氢氧化物复合物沉淀;称取石墨和高锰酸钾混合并加入浓硫酸和磷酸混合酸液,持续搅拌反应后冰水浴,加入沉淀,并加入相应量H2O2,继续搅拌并超声波分散;产物经过洗涤、离心、干燥与烧结,得到过渡型金属氧化物/石墨烯复合材料。本发明在制备氧化石墨的过程中直接加入氢氧化物沉淀,使得氧化石墨烯原位生长在氢氧化物基体上,达到缓解金属氧化物用于锂离子电池负极时存在的体积膨胀效应。
 1113
0
1113
0
本发明公开了一种基于丝素蛋白纤维的复合材料和人工心脏瓣膜,属于医用材料技术领域。假体瓣叶由丝素蛋白纤维经静电纺丝工艺制备而成,能根据不同收集方式分别电纺出具有各向同性和各向异性力学性能的丝素蛋白膜材料瓣叶。此外,可利用光交联法将聚乙二醇水凝胶包覆于丝素蛋白纤维膜表面从而形成复合材料。聚乙二醇水凝胶的空间网格结构保护丝素蛋白不被生物酶所降解,而且具有抗污功能。静电纺丝各向异性丝素蛋白膜具有力学各向异性,能模仿人体主动脉瓣膜在血流作用下的应力分布状态,实现与人体瓣膜相近的力学性能。
 1132
0
1132
0
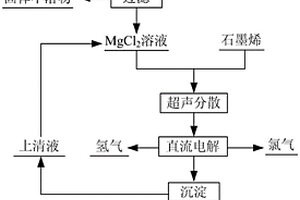
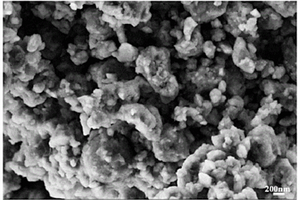
一种高比表面积氢氧化镁/石墨烯复合材料的制备方法,按以下步骤进行:(1)将水氯镁石用去离子水溶解,过滤掉固体不溶物;(2)向氯化镁水溶液中加入石墨烯,并进行超声分散;(3)调整pH值为2~10;(4)导入电解槽中,以石墨板为阴极,以金属或金属合金材料为阳极,对氯化镁/石墨烯电解液进行直流电电解;(5)将电解生成的产物烘干。本发明的方法具有快速、低成本、操作简单、条件温和、且获得的产物复合材料粒度均匀、形貌可控、比表面积高,在吸附剂方面有巨大的应用前景,同时实现盐湖水氯镁石资源的综合利用。
 1126
0
1126
0
本发明提供一种磷‑金属聚酞菁/碳复合材料及其制备方法和应用,其特征在于,所述复合材料是由红磷、金属聚酞菁和碳材料构成具有良好协同效应的磷‑金属聚酞菁/碳复合体系,其中,红磷作为活性中心,金属聚酞菁作为具有电化学储锂活性的电催化助剂,碳材料作为导电网络的基体材料。本发明的制备方法采用简便的高能球磨法,具有制备工艺简单,易规模化的特点,本发明的磷‑金属聚酞菁/碳复合负极材料,用作锂离子电池负极,具有较高的可逆比容量、良好的电化学循环性能以及结构稳定性,具有广阔应用前景。
 965
0
965
0
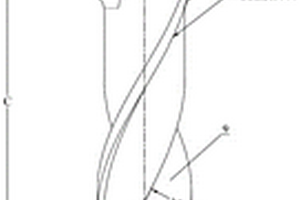
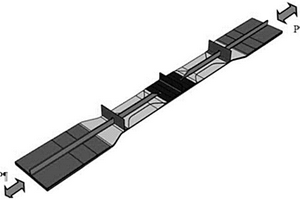
本发明属于复合材料加工技术领域,涉及一种适用于芳纶纤维复合材料的制孔刀具及设计方法。该钻头具有阶梯负角度顶角结构,可降低钻削时的轴向力并有效切断高韧性的芳纶纤维,提升AFRP相关构件的制孔质量。经验证该新式刀具能够显著提升AFRP构件的制孔质量,提升使用寿命与安全程度,大幅度降低加工成本,因此在航空航天和军工民用等领域的应用前景十分广阔。
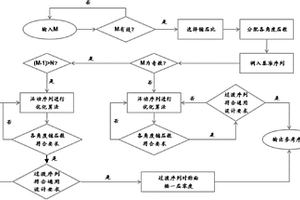
一种基于修正的威布尔统计分析的民用飞机复合材料结构疲劳验证过程中载荷处理方法,包括合理的试验矩阵设计方法以及一种修正的威布尔统计方法,用来处理疲劳验证过程中的载荷放大及截除。基于此方法的试验在实施过程中更加灵活,且所花费的时间更短,试验成本更低,且容易得到的能够证明满足1倍寿命并具有B‑基准可靠性的试验参数和疲劳谱的应力删除水平,按照合适的参数对真实的疲劳载荷谱进行处理并在结构上进行加载验证。该方法在试验实施层面更加灵活,提出了简单的数据统计处理方法,能够可靠的推导出疲劳门槛值和应力删除水平,以用于试验结构疲劳谱的载荷删除处理,形成一套科学、完整、便于实施的复合材料结构疲劳验证中的载荷处理方法。
 819
0
819
0
一种Si‑Mg2Si颗粒增强铝基复合材料,采用离心铸造方法制备初生Si颗粒单独增强Al‑18Si初生Si/Mg2Si颗粒混合增强 Al‑18Si‑5Mg铝基复合材料活塞。内浇口厚度尺寸为8mm,浇注温度为770℃,模具温度为400℃,离心转速为800r/min时,离心铸造获得成形效果好且无铸造缺陷的Al‑18Si、Al‑18Si‑5Mg活塞,活塞顶部及环槽区分别偏聚有大量的初生Si颗粒和初生Si/Mg2Si颗粒,而活塞裙部为无颗粒的基体组织。离心铸造Al‑18Si‑5Mg 活塞在顶部及环槽的硬度比离心铸造Al‑18Si活塞的提高了10%,前者的耐磨性能略优于后者;离心铸造Al‑18Si‑5Mg活塞顶部及环槽的硬度比重力铸造Al‑18Si活塞的提高了10%‑20%,且前者的平均磨损量仅为后者的60%‑68%。
 946
0
946
0
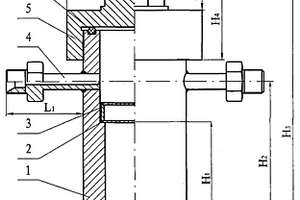
一种超临界流体-共溶剂沉积法制备纳米复合材料反应器主要由反应器筒体、载体料筐、料筐顶盖、进料口和出料口、反应器端盖和密封垫圈组成;在距反应器底部3/7~2/3高度位置处设有放置载体料筐的圆环形平台,料筐底部支承板和顶部盖板上均开设多个小孔,料筐顶盖与筐体采用卡式快装结构连接,料筐底部铺设滤纸、脱脂棉或者高分子薄膜;反应器筒体两侧壁上分别设有进料口和出料口,进料口和出料口均位于载体料筐的上方;反应器底部为圆形平面结构,端部为环型槽状结构,端盖与筒体之间采用螺纹连接;密封垫圈位于筒体和端盖之间,为O型圈自紧密封结构。本发明有益效果是:载体和溶液不直接接触,结构简单、便于加工制造,拆装方便,高压密封可靠。
 837
0
837
0
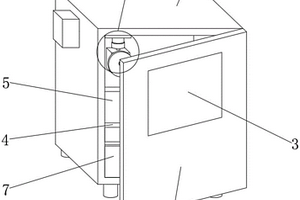
本实用新型公开了一种石墨烯铝基复合材料的切割机,包括安装外壳和流动管,所述安装外壳的一侧连接有防护板,且防护板的外壁设置有观察窗,所述安装外壳的部固定有安装板,且安装板的内壁设置有放置槽,所述安装板的下方设置有收集箱,所述安装外壳的外壁安装有驱动电机,且驱动电机的前端连接有丝杆,所述丝杆的外壁连接有安装滑块,且安装滑块的一侧连接有限位导杆,所述安装滑块的下方安装有固定杆套,且固定杆套的下方连接有伸缩杆。该石墨烯铝基复合材料的切割机设置有放置槽,将可将需要切割的材料放到放置槽内,通设置的连接孔,使得切割过程中产生的碎屑能够掉落至收集箱内,从而对碎屑进行收集。
北方有色为您提供最新的辽宁有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!

 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日  2026年03月20日 ~ 22日
2026年03月20日 ~ 22日  2026年03月25日 ~ 27日
2026年03月25日 ~ 27日  2026年03月26日 ~ 28日
2026年03月26日 ~ 28日  2026年03月27日 ~ 29日
2026年03月27日 ~ 29日 





































































