全部
▼
热搜:
 1052
1052
 0
0
本发明公开了一种机械性能得到提高的复合陶瓷及其制备方法。所述复合陶瓷包括荧光粉、陶瓷基质以及任选的烧结助剂,荧光粉与陶瓷基质的重量比为3:17至9:1,复合陶瓷的相对致密度95%以上。所述制备方法包括使用核壳结构的包覆式荧光粉作为原料,将所述原料球磨并进行烧结,得到所述复合陶瓷。
 824
0
824
0
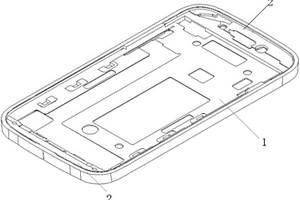
一种钛合金塑料复合材料手机框架,包括钛合金中框和与所述钛合金中框一体注塑成型的塑胶结构件,所述钛合金中框是3D打印得到的一体结构钛合金中框。该手机框架的制作方法包括以下步骤:S1、通过3D打印方法制成钛合金中框;S2、通过注塑成型,在所述钛合金中框上一体成型塑胶结构件。采用3D打印的钛合金中框与塑胶结构件一体成型,结构强度高,不再需要CNC加工复杂的功能结构槽,工序简单,自动化程度高,不产生多余的金属废料,材料使用率高。
 1129
0
1129
0
本发明属于金属基复合材料领域,公开了一种耐磨、使用寿命长的金属陶瓷复合材料及其制备方法。所述金属陶瓷复合材料,由熔融金属液浇注陶瓷预制体制备得到;所述陶瓷预制体包括以下组分:Ni‑P合金包覆的ZTA陶瓷、SiC、Ti、FeB、Ti3SiC2、造孔剂、粘结剂。所述金属陶瓷复合材料具有良好的耐磨性和使用寿命。
 1000
0
1000
0
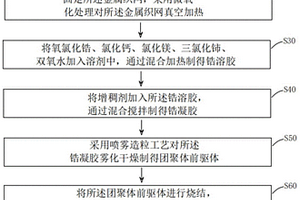
本申请公开一种陶瓷电子元器件烧结用承烧网及其制备方法,该承烧网的制备方法通过制备锆溶胶、锆凝胶以及结合喷雾造粒工艺制备纳米结构的镁钙铈稳定氧化锆粉末,较细小的镁钙铈稳定氧化锆粉末更有利于形成高抗老化的涂层,并且可显著提高涂层与金属织网的结合强度以及力学性能,同时,镁钙铈稳定氧化锆自身具备优异的抗老化性,可提高涂层的抗老化能力,继而提高承烧网的抗腐蚀性和抗氧化性,延长承烧网的使用寿命。
 1234
0
1234
0
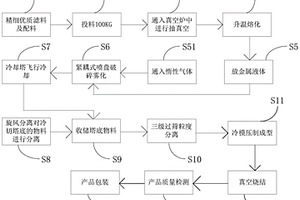
本发明提出了一种稀土金属旋转靶材及其制备方法,该稀土金属选择靶材的制备包括:S1、制备平均粒径D50为10‑80μm的稀土金属粉末;S2、将稀土金属粉末装入模具中;S3、将模具放入冷等静压机内压制成型,得到素胚;S4、将素胚放入烧结炉中烧结,烧结温度为800‑1400℃,保温时间10‑80小时;S5、对烧结好的靶材毛坯进行机加工成所需要的尺寸和精度,加工后的靶材绑定在金属圆管上得到稀土金属旋转靶材。本发明公开的稀土金属旋转靶材的制备方法工艺简单、耗能少、易于规模化生产,制备得到的稀土旋转靶材质量好,具体体现在密度高、无裂纹孔隙、良品率高、成本低,提高钕铁硼永磁材料的矫顽力。
 1055
0
1055
0
本申请涉及真空镀铝膜的技术领域,具体公开了一种双面真空镀铝膜工艺,包括以下制备步骤:步骤一、制备铝材;步骤二、制备复合胶液,并向基材上涂覆复合胶液,随后进行加热同时进行辐照处理,直至将水分蒸干,制得基膜;步骤三、一次真空蒸镀:镀层厚度为800‑1000埃,得到单面镀铝膜;步骤四、将单面镀铝膜置于镀铝鼓上复卷一次;步骤五、二次真空蒸镀:镀层厚度为500‑600埃,得到双面镀铝膜;步骤六、将双面镀铝膜进行细化处理:先将双面镀铝膜均匀冷却至50‑65℃,然后加热至150‑200℃,保温2‑3min,加热过程中采用辐照处理,自然冷却后,得到双面镀铝膜成品。通过本申请制得的双面镀铝膜,其阻隔性好,镀层的附着力佳,产品抗撕裂强度高。
 988
0
988
0
本发明公开了一种辐射取向烧结磁环的处理方法,在渗透过程中,磁环与目标渗透源之间除了目标渗透源元素相对于磁环的原子扩散迁移运动以外,目标渗透源与磁环的宏观位置不是相对固定的,而是存在宏观相对运动,该宏观相对运动并不包括球磨运动;所述宏观相对运动是渗透过程中磁环与目标渗透源之间的旋转或搅拌运动;所述磁环采用旋转磁场进行辐射取向成型得到。该方法提高了辐射取向烧结磁环的磁性能,在剩磁没有出现明显降低的情况下,矫顽力大幅提高,磁通热衰减显著降低,同时具有优良的磁性能、热稳定性。
 1032
0
1032
0
本发明提供了一种玻璃热弯成型模具用陶瓷及其制备方法,所述玻璃热弯成型模具用陶瓷包括陶瓷基料及硅,所述硅的重量百分比为0.3%‑35%。本发明的玻璃热弯成型模具用陶瓷,加入了单质硅,并优选了其制备方法,提升了该玻璃热弯成型模具用陶瓷的致密性、尺寸稳定性及耐磨损性能,既延长了使用寿命,又保证了较高的玻璃产品良率。此外,硅的加入使本发明的玻璃热弯成型模具用陶瓷具备了较好的电加工特性,降低了加工成本,提高了加工产品的表面质量。
 827
0
827
0
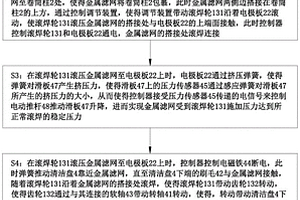
本发明属于金属滤管技术领域,具体涉及一种金属滤管制作方法及系统,包括滚焊机;所述滚焊机包括工作台,所述工作台方设有卷筒柱;所述卷筒柱一端通过支架固连在工作台上;所述卷筒柱上方设有滚焊轮;本发明通过减压测控模块的设置,使得减压测控模块通过对电极板受到的压力进行检测和调节,从而改变滚焊轮对金属滤网产生的压力,避免了被滚焊的金属滤网表面压痕过深,减少滚焊轮受到的磨损,提高了滚焊轮的使用寿命,通过打磨机构的设置,使得滚焊轮在无需拆卸的情况下,打磨机构能够对焊接轮进行打磨,避免了拆卸滚焊轮所造成停机时间长的问题,进而使得减少了停机时间,加快了滚焊机的滚焊效率,使得本发明的实际应用效果得到提高。
 948
0
948
0
本发明属于金属及其氧化物涂层技术领域,公开了一种AlCr+α‑Al2O3溅射靶材及制备与应用。所述溅射靶材由10~20wt%的α‑Al2O3,36.2~40.7wt%的Cr和43.8~49.3wt%的Al组成。将Al粉、Cr粉与α‑Al2O3粉经混粉、加压烧结,得到致密AlCr+α‑Al2O3溅射靶材。所得AlCr+α‑Al2O3溅射靶材通过射频磁控溅射在基体温度520~600℃和10%~15%O2分压下沉积可沉积出单相纳米α‑(Al,Cr)2O3薄膜,所沉积的薄膜硬度高,韧性好。
 1059
0
1059
0
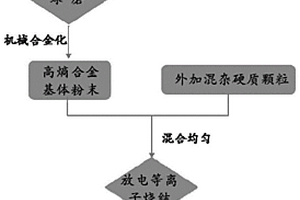
本发明提供了一种高熵合金耐磨复合材料、制备方法及应用,涉及耐磨复合材料技术领域。将高熵合金基体与经过表面金属化预处理的外加混杂增强相的均匀混合物进行烧结,制得高熵合金耐磨复合材料。本发明对增强颗粒表面进行金属化预处理,能够极大地改善增强相与基体间的界面冶金结合,减少增强颗粒脱落现象,间接提升了材料耐磨性。
 952
0
952
0
本发明提供一种锌合金增材及其制备方法,其锌合金增材,按重量百分比计,包括锌>90%;铝1%‑7%;镁0.1%‑2%;氧<0.8%;铁<0.8%;碳<0.8%;杂质<2%,其中,上述各组分重量百分比之和为100%。本发明提供的锌合金增材及其制备方法得到的锌合金具有高弹性低熔点的优点。能够较好的用于制备珠宝。
 1191
0
1191
0
本发明涉及一种金属陶瓷压制成型刀具的原料,包括以下重量份的各组分,金属陶瓷粉末和粘结剂,所述的金属陶瓷粉末94‑97份,粘结剂3‑6份。所述的金属陶瓷粉末的粒度为200目,振实密度3.3~3.6g/cm3。本发明的优点是:1.金属陶瓷性能:1)烧结后密度:6.0‑6.8 g/cm³,2)硬度:89‑93HRA,抗弯强度≥4000MPa,3)致密度>99%。2.节约了制造成本。
 862
0
862
0
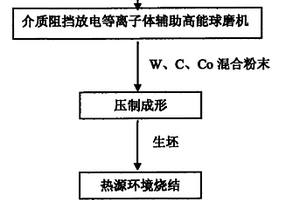
本发明提供一种WC-CO硬质合金的制备方法,其采用碳化烧结一体化的方法,步骤为(1)通过介质阻挡放电等离子体辅助高能球磨机采用介质阻挡放电等离子体辅助高能球磨方法对W、C、CO原料及补碳进行球磨,得到W、C、CO混合粉末;(2)将所述W、C、CO混合粉末压制成形,得到生坯;(3)将所述生坯放入热源环境中烧结制备出WC-CO硬质合金。W、C、CO各原料按照WC-XCO进行配比,X的取值范围是3≤X≤20。本发明可缩短硬质合金制备过程的生产周期,简化工艺过程,降低能耗并减小杂质引入机会。
 1290
0
1290
0
本发明涉及一种陶瓷过滤机的滤板材料,其结构包括金属粉末基体、过渡层和分离层膜,微米级颗粒金属粉末作过渡层和分离层膜材料;所述金属粉末基体是微米级粗颗粒的金属粉末,其外形是平板状,内部中空;所述制备方法是利用机械方式将微米级粗颗粒的金属粉末压制成型并烧结得到金属基体,将微米级细颗粒的金属粉末分散在水中,加入分散剂,制成金属悬浮液,再搅拌均匀,利用喷枪喷涂或者抽滤方式均匀弄到上述金属基体表面,经干燥、真空烧制成过渡层和分离层多孔膜,氩气强冷或者真空自然冷却;最后将制成的滤板安装到陶瓷过滤机上,调试并使用。提高了陶瓷过滤机滤板强度和韧性,具有可焊接、便于装卸、不易破裂、疲劳周期长的优点。
 1232
0
1232
0
本申请实施例公开了一种复合材料、复合材料的制备方法以及电子设备;其中,所述复合材料包括基材及掺杂于所述基材中的玻璃材料,所述基材为金属基体;所述基材在所述复合材料中的质量占比为A,85%≤A<100%;所述玻璃材料在所述复合材料中的质量占比为B,0%<B≤15%。
 1093
0
1093
0
本发明公开了一种金属粉末冶金摄像头圈的制备方法,其包括有以下工艺步骤:a、将无磁材料与有机粘接剂均匀混炼后通过金属粉末注射机进行注射成型;b、将注射成型后的摄像头圈进行烧结处理;c、将摄像头圈进行热处理加工;d、将摄像头圈进行磁力抛光处理;e、将摄像头圈通过整形工装进行整形处理;f、检查;g、CNC镐光加工;h、将摄像头圈进行清洗处理;i、通过物理气相沉积法于摄像头圈的表面制备涂层;k、对摄像头圈进行检查,以判断摄像头圈成品是否合格。该金属粉末冶金摄像头圈的制备方法所制备而成的摄像头圈具有对电子信号产生无干扰功能,且对摄影提供更清晰及自动捕捉功能,耐用性较好且能够防止生锈现象。
本发明涉及一种远红外发热材料、远红外发热体的制备方法及远红外发热体,包括四氯化锡、氧化锡、三氯化锑、四氯化钛、五水硫酸铜、氯化锗、盐酸和溶剂。四氯化锡、氧化锡、三氯化锑、四氯化钛、五水硫酸铜和氯化锗中的金属元素具有合适的能带,与导电膜层配合使用,通电后,金属元素的外层电子获得能量跃迁至较高能级的能带,后迁回低能级的能带,即返回稳定状态,产生远红外辐射,本发明采用四氯化锡、氧化锡、三氯化锑、四氯化钛、五水硫酸铜和氯化锗配合,各组分的分子之间产生能带匹配,金属元素的最外层电子之间产生交互跃迁,相互促进,提高了电能‑热能的转换效率,降低了能耗,且发热效果佳。
 1257
0
1257
0
本发明公开了一种高稳定性的硅酸锌定位结晶陶瓷及其制造工艺,陶瓷由氧化锌、钾长石、高岭土、膨润土、低膨胀剂、硼砂、骨瓷粉、氧化锡、硅胶粉、三聚磷酸钠、丙三醇和防紫外线剂组成,其重量份数的组分为:氧化锌30‑80份;钾长石20‑35份;高岭土15‑25份;膨润土4‑10份;低膨胀剂7‑12份;硼砂6‑15份;骨瓷粉3‑10份;氧化锡1‑6份;硅胶粉3‑9份。本发明在原料中添加了氧化锌,可使本陶瓷具有大型扇形纹样,并可得到各种形状、色彩的结晶花纹,提高了陶瓷外形的多样性和美观性,添加的三聚磷酸钠和丙三醇能提高本陶瓷整体的抗菌性,添加的防紫外线剂能提高本陶瓷的防紫外线能力,从而延长了其使用寿命,扩大了其市场竞争力,符合企业自身的利益。
 905
0
905
0
本发明公开了一种新型碳材料的制备方法,具体是以新会柑肉为原料,在碳酸氢铵的辅助作用下,经分步碳化法制得。本发明实现了新会柑肉的废弃物资源综合利用,减轻了环境污染,提高了经济效益。本发明的制备方法工艺简单,容易操作,可控性高,对环境友好,制得的碳材料为多孔结构,具有高比表面积、高吸附能力及高化学活性,可应用于锂离子电池领域、超级电容器领域、化妆品领域及作为活性载体应用于催化领域等。
 823
0
823
0
本发明属于陶瓷连接技术领域,公开了一种高性能陶瓷连接件及其制备方法和应用。该方法是将纳米SiC粉体与烧结助剂MO‑Al2O3‑Re2O3球磨混合干燥后得到NITE相粉体。将NITE相粉体与前驱体聚合物、前驱体聚合物经固化的粉体或前驱体聚合物经裂解的粉体共同作用于SiC陶瓷的连接中,得到预制连接件;将预制连接件在气氛或真空中升温至1300~1500℃保温,制得陶瓷连接件。该陶瓷连接件具有较好的抗腐蚀和抗高温性能,在室温下的剪切强度为130~230MPa,在1200~1300℃高温下的剪切强度为100~150MPa,该陶瓷连接件的接头不存在残余应力,可应用在航天航空、军工或核能领域中。
 808
0
808
0
本发明公开了一种提高烧结磁体磁性能的方法以及钕铁硼烧结磁体,包括对烧结磁体进行渗透处理,渗透过程中,磁体与目标渗透源之间始终保持相对运动;依次包括如下步骤:A、烧结磁体预处理;B、配制目标渗透源;C、旋转渗透处理;D、回火处理;以及采用所述方法制备得到的磁体;所述方法适合于工业化生产,目标元素进入磁体内部的渗透量易于控制、渗透均匀,可稳定提高烧结磁体的矫顽力和热稳定性。
 1393
0
1393
0
本发明提供一种高弹锌合金3D打印方法,包括如下步骤:(1)准备锌合金增材,锌合金增材包括:铝1%‑7%;铜10%‑30%;镁0.1%‑2%;铅≤0.004%;氧<0.8%;铁<0.8%;碳<0.8%;杂质<2%;余量为锌;(2)将锌合金增材放入3D打印机中进行打印,打印的基板为锌合金基板,所述锌合金基板的锌含量大于90%,打印过程中通入惰性气体。本发明实施例提供的高弹锌合金3D打印方法能够实现锌合金的批量打印生产。
 941
0
941
0
本发明涉及一种金属‑碳化硅多孔复合材料的制备方法,所述方法是将碳化硅和一定量金属粉体混合,并采用金属粉末注射成型技术制备成金属‑碳化硅多孔复合材料。按照本发明制备的金属(优选为不锈钢)‑碳化硅多孔复合材料,其密度和气孔分布非常均匀,气孔率可直接通过高分子粘结剂的配比进行调整,气孔率在25‑55%之间可调,工艺的可控性好,预制体弯曲强度可达30Mpa‑60Mpa,渗铝的良品率高。由于注射成型压力均匀,烧结不易变形,金属‑碳化硅多孔复合材料的成型体表面光滑,具有更好的形状设计裕度,大大节省了渗铝后的铝碳化硅的加工成本,可获得更高的产品良率。
 1156
0
1156
0
本发明提供SUS201不锈钢注射成型喂料及其制备方法。所述喂料包括成型剂和SUS201不锈钢粉末,所述SUS201不锈钢粉末与所述成型剂的质量比为92:8至90:10;所述成型剂包括如下质量百分比的组分:9%至11%注塑级的聚对苯二甲酸丁二醇酯;5%至7%的聚乙二醇,所述聚乙二醇的纯度为AR级、分子量为2000至6000;3%至5%的聚丙烯蜡;4%至6%注塑级的尼龙;74%至76%的共聚甲醛。所述制备方法包括将所述SUS201不锈钢粉末放入捏合机的混炼腔中预热;按照质量比加入所述成型剂进行混炼;挤出喂料。本发明可提高30%以上的流动性,可保证产品的一致性以及节省生产加工时间。
 891
0
891
0
本发明提供了一种封装基板复合材料及其制备方法。由以下步骤制成:将碳纳米角、芦竹生物炭和硅微粉混合研磨;加入古尔胶、聚乙二醇和去离子水搅拌,干燥,过筛;加入去离子水、无水乙醇和水溶性聚丙烯酰胺球磨,喷雾干燥形成复合球形颗粒;干压成型后用塑料薄膜包封,冷等静压成型;置于石墨坩埚中烧结得粉料A;将二氧化硅、锂辉石、萤石粉、硼酸、碳酸钡和去离子水混合球磨;烘干后过筛,烧结得玻璃粉料;将粉料A、玻璃粉料和去离子水混合球磨,过筛;加入润滑剂、丙烯酸、聚乙烯吡咯烷酮和金云母微晶继续研磨;压制成型;烧结,冷却即得。本发明的封装基板复合材料具有较高的介电常数,很低的介电损耗值和很好的力学性能,抗弯强度高。
 934
0
934
0
本发明涉及耐热耐腐蚀铣削材料的制造,具体是一种高强度氮化硅高硬度耐热耐腐蚀铣削材料的制造工艺,铣削材料由以下重量组份的原料制成:二氧化锆0‑20份、氧化铝10‑20份、氧化钇10‑20份、氧化铈1‑2份、氧化镧0.5‑0.8份、三氧化二铬1.5‑2.2份、碳化硼0.5‑0.7份,氮化硅150‑200份,余量为氮化硅,制备方法主要包括球磨、机械加压成型、酒精蒸干、烧结,通过本发明公开的制备工艺,制备得到的铣削材料不仅具有较为优异的耐热、耐腐蚀特性,能够长时间作业,且强度和硬度等理化特性较为优异。
 1171
0
1171
0
本发明涉及硅钢铁芯技术领域,具体涉及一种硅钢铁芯的退火工艺,包括如下步骤:(1)将硅钢铁芯装入炉胆并吊入退火炉中,加热至500‑700℃,保温1‑2h,并对炉胆内的氮气进行换气,排除油烟;(2)将硅钢铁芯继续加热至750‑800℃,然后保温2‑3h;(3)将炉胆转移至保温坑中进行降温,待硅钢铁芯降温至300‑315℃之后,对炉胆进行抽真空,然后打开炉胆的进气阀引入空气;(4)待炉胆恢复至常压时,将硅钢铁芯取出,在空气中进行自然冷却即可。本发明退火工艺可解决冷轧硅钢铁芯材料的多项异常问题,如发白、发黄、发紫,颜色不一致、结块等不良现象,消除内应力,恢复材料本身的电磁性。
 1042
0
1042
0
本发明公开了一种硬质合金挤压成型中间废料的回收工艺,其包括有以下工艺步骤:a、酒精清洗;b、初次回收剂浸泡,初次回收剂为由二甲苯和菜籽油所组成的混合液,每公斤回收料所使用的初次回收剂中含有400-600毫升二甲苯及40-60毫升菜籽油;c、将二次回收剂放入至初次回收剂中,并继续浸泡且每小时用不锈钢棒搅拌一次,二次回收剂为由聚苯乙烯、石蜡、二甲苯所组成的混合液,每公斤回收料所使用的二次回收剂中含有1-3克聚苯乙烯、0.5-1.5克石蜡以及150-250毫升二甲苯;d、搅拌机搅拌;e、螺杆挤压机挤压成型;f、自然干燥;g、烧结处理。本发明无需重复加入成型剂,且能够有效地保证硬质合金成品的性能。
 828
0
828
0
本发明提供了一种玻璃热弯成型模具用陶瓷及其制备方法,所述玻璃热弯成型模具用陶瓷包括陶瓷基料及硅和碳化硅,所述硅的重量百分比为0.2%‑22%,碳化硅的重量百分比为0.2%‑8%,陶瓷基料为二硅化钼。本发明的玻璃热弯成型模具用陶瓷,加入了单质硅,并优选了其制备方法,提升了该玻璃热弯成型模具用陶瓷的致密性、尺寸稳定性及耐磨损性能,既延长了使用寿命,又保证了较高的玻璃产品良率。此外,硅的加入使本发明的玻璃热弯成型模具用陶瓷具备了较好的电加工特性,降低了加工成本,提高了加工产品的表面质量。
中冶有色为您提供最新的广东有色金属真空冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


































































 2025年11月07日 ~ 09日
2025年11月07日 ~ 09日 









