全部
▼
热搜:




 961
961
 0
0
一种自冷式高炉出铁口钻头,在钻头体的下端内腔有内螺纹,上端为风腔。顶端加工的第一吹风口突块和第二吹风口突块位于第二相和第四相中,第一定刀突块和第二定刀突块位于第一相和第三相中。第一吹风口和第二吹风口连通钻头体的风腔,在第一吹风口突块和第二定刀突块形成的空间中有用第二固定销固连的第二合金刀片,在第二吹风口突块和第一定刀突块形成的空间中有用第一固定销固连的第一合金刀片;第一吹风口突块与第一定刀突块之间有第一排渣槽,第二吹风口突块与第二定刀突块之间有第二排渣槽。钻头体的顶部为角度Α的整体倾斜面,这种出铁口钻头对硬的封口泥有极强的钻透性能,钻透尺寸深,钻透速度快,适用于各种冶金高炉的出铁口作业。
 1220
0
1220
0
本发明涉及一种分步预热并熔化废钢的方法,属于冶金技术领域,本发明在特制开底式烘烤罐中装入废钢,喷枪喷吹CO和O2的混合气体,在开底式烘烤罐中将废钢预热至1000℃以上;废钢下落进中频炉;中频炉接着供电升温至废钢熔化,一般控制在1400℃以上。本发明燃料及电能利用率均高,熔化后的废钢水兑入铁水罐中,与铁水一起吊运转炉进行冶炼,也可直接兑入转炉进行吹炼。与现有技术相比,本发明节奏快、效率高,燃料及电能消耗少、成本低。
 1202
0
1202
0
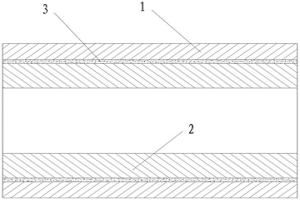
本发明公开了一种多层金属复合板的制备方法,包括以下步骤:将多块金属板坯放入焊接箱内;关闭焊接箱的箱门,通过抽真空装置将焊接箱内的空气抽走,使焊接箱内形成真空环境;启动安装于焊接箱内的电子束焊枪将多块金属板坯的四周的板缝焊接连接,从而形成密封的组合金属板坯;将组合金属板坯从焊接箱中取出,通过热轧复合装置将组合金属板坯进行热轧复合,使多块金属板坯冶金结合,从而形成多层金属复合板。本发明的多层金属复合板的加工方法,多块金属板坯之间的空气均被抽走,再焊接连接成组合金属板坯,最后将组合金属板坯进行热轧复合加工,组合金属板坯进行热轧时不会被氧化,热轧结合的质量好,操作简单,且不会对金属板坯的结构造成破坏。
 878
0
878
0
本发明实施例公开了一种不锈钢/碳钢双金属槽钢及其复合成型工艺,所述双金属槽钢包括外层不锈钢层和内层碳钢芯,不锈钢层包裹在碳钢芯的外周,不锈钢层的内壁与碳钢芯的外壁紧密结合,且不锈钢层和碳钢芯的结合界面因为有复合成型工艺中的过盈配合、高温加热以及轧制压力作用,可以形成为结合强度高、工艺性能优良的冶金结合界面。本发明双金属槽钢来替代现有技术中的不锈钢槽钢,在保证槽钢抗腐蚀特性的前提下,还可以节省不锈钢材料,降低工程成本;同时,相比普通不锈钢槽钢,所述双金属槽钢有更高的强度。
 1057
0
1057
0
一种轧辊表面TiC/TiB2基金属陶瓷复合强化方法,属于冶金机械技术领域。工艺步骤为:轧辊清理;在清理好的轧辊上进行等离子喷涂镍基合金或堆焊镍基合金:依据轧钢孔型系要求对轧辊进行车削加工以符合技术要求;使用TiB2/TiC基金属陶瓷电极,采用电火花沉积工艺在轧辊表面熔覆形成TiB2/TiC基金属陶瓷;优点在于,大幅提升轧辊性能,可确保定辊径轧制,从而保障轧制过程的工艺稳定,与此同时大幅提高轧辊使用寿命,降低轧辊消耗,提升轧钢作业率与钢材表面质量。与堆焊、激光等工艺相比,不仅可用于初、中轧轧辊修复,更主要的是可直接用于精轧机组轧辊表面处理,实现轧辊表面再制造。
 968
0
968
0
本发明公开了一种插接式密封钻套,把头部为凹型状的空心螺杆(1)装配在钻套体(2)的中心位置,靠近空心螺杆(1)有活塞(6)装配在钻套体(2)的中心内腔,在活塞(6)的圆柱形段的外壁槽中装配密封圈(5),活塞(6)的头部为半球形、半圆形或锥形,钻杆(3)的头部内腔为半球形、半圆形或锥形。穿过钻套体(2)中心内腔后的钻杆(3)的头部与活塞的头部之间形成紧密接触,在钻套体(2)一端的内壁加工内槽,在钻杆(3)一端的外壁加工外槽,将穿过钻套体(2)外壁后的楔块(4)插装到由内槽与外槽构成的槽孔中,在楔块(4)的一头插装开口销(7)。这种插接式密封钻套结构紧凑、密封效果好、装配与拆卸方便、省时省力、使用寿命长,是一种打开大型冶金高炉开铁口的理想配套工具,有推广价值。
 747
0
747
0
一种热装厚壁双金属辊套组合轧辊,属于冶金机械技术领域,包括端套、压环、辊套、芯轴,其特征在于:辊套(3)、端套(1)加热膨胀后过盈装配在芯轴(4)上,端套(1)与辊套(3)连接处加工到相同尺寸,同时与压环(2)保持过盈联接;辊套3的厚度为ΦD为轧辊辊身直径,Φd为轧辊辊颈直径。辊套(3)为双金属,外层采用高合金耐磨材料,内层采用高韧性材料;端套(1)、压环(2)均为2个;压环(2)采用高强度合金钢,优点在于,使用寿命可成倍提高,使用完毕后可大改小多次使用,报废后贵重合金可全部回收,节能降耗,降本增效效果显著。
 1034
0
1034
0
本发明属于钢铁冶金技术领域,尤其涉及一种控制管线钢中B类夹杂物的生产工艺,所述生产工艺依次包括:铁水预处理、转炉冶炼、转炉出钢、LF炉精炼和连铸;其中,所述LF炉精炼的过程依次包括:通电升温处理、B类夹杂物改性处理和软吹处理,所述B类夹杂物改性处理包括添加稀土改渣剂,以所述稀土改渣剂的总质量百分比为100%计,所述稀土改渣剂包括:石灰50%~60%,稀土5~10%,总铝20~25%,助熔剂5~15%。本发明采用稀改土渣剂控制管线中B类夹杂物的方法,促进钢材中B类夹杂物转变为复合稀土夹杂物,有利于B类夹杂物在后续工艺中去除,简化了传统钙处理B类夹杂物的生产工艺,改善了管线钢的质量。
 978
0
978
0
本发明涉及一种低碳铝镇静钢热轧卷边部线状缺陷的控制方法,属于钢铁冶金技术领域,包括如下步骤:步骤S1、对铁水进行吹炼,至所述铁水在吹炼终点的组分与温度满足预设值后出钢,得到出钢钢水;步骤S2、将所述出钢钢水吊运至精炼炉,进行精炼,根据进站钢样结果粗调成分,铝、氮含量比值≥6,锰、硫含量比值≥30;得到钢水;步骤S3、将钢水输送至连铸机进行浇铸,得到板坯;步骤S4、对浇铸出的板坯进行轧制,得到合格热轧钢卷。本发明仅从冶炼角度着手,即通过调整钢中特定元素的化学成分,达到提高钢的高温塑性、减少热轧卷边部线状缺陷的目的。
 868
0
868
0
本发明公开了一种高碳高钒粉末高速钢复合辊环,包括:内层钢管(1)和外层粉末高速钢(2),所述内层钢管(1)为预制的圆筒形内钢管,所述外层粉末高速钢(2)是通过热等静压方法包覆在所述内层钢管(1)外周的圆筒形高速钢管;所述内层钢管(1)的厚度与所述外层粉末高速钢(2)的厚度之比为1:(0.6‑1.5)。该高碳高钒粉末高速钢复合辊环同时兼具有粉末冶金高速钢高的耐磨性、良好的红硬性、较高的抗压强度,又能有效降低制造成本。本发明还公开了一种高碳高钒粉末高速钢复合辊环的制造方法。
 777
0
777
0
本发明公开了一种电渣熔炼不锈钢复合钢坯的装置。包括基座、设于所述基座且间隔设置的立柱和芯棒支撑架、支撑于所述芯棒支撑架的芯棒、环绕所述芯棒支撑架设置且可沿所述立柱滑动的结晶器支撑架、支撑于所述结晶器支撑架并与所述芯棒同心且间隔设置的结晶器、设于所述结晶器上方且可沿所述立柱滑动的电极支撑架、固定于所述电极支撑架的电极、驱动所述结晶器支撑架上下滑动的第一驱动装置、及驱动所述电极支撑架上下滑动的第二驱动装置,所述电极的正投影位于所述结晶器与所述芯棒之间的间隙内。本发明提供的电渣熔炼不锈钢复合钢坯的装置,覆层与钢坯通过冶金结合,且界面结合质量好。本发明还提供一种电渣熔炼不锈钢复合钢坯的制备方法。

 1114
0
1114
0
本申请属于钢铁冶金技术领域,尤其涉及一种粗轧中带钢边部起皮的控制方法,包括以下步骤:基于带钢的来料规格和粗轧目标规格,对粗轧中各粗轧道次进行压下负荷分配,其中,粗轧包括立辊侧压和水平辊轧制,除最后道次的立辊压下量控制为≤30mm,其余道次的立辊压下量随粗轧道次的增加而依次增加;且第1道次的水平辊压下量小于第2道次的水平辊压下量;所生产的钢板边部无起皮缺陷。
 1221
0
1221
0
本发明实施例公开了一种不锈钢/碳钢双金属螺纹钢及其复合成型工艺,所述双金属螺纹钢包括不锈钢层和碳钢芯,其复合成型工艺包括将碳钢芯坯料装入中空的不锈钢钢管坯料形成双金属坯料,所述碳钢芯坯料和所述不锈钢钢管坯料为过盈配合;将装配好的所述双金属坯料进行加热、热轧加工,形成双金属螺纹钢。所述不锈钢层和碳钢芯的结合界面因有上述成型工艺的过盈配合和轧制压力作用,可形成为结合强度高、工艺性能优良的冶金结合界面;同时,本发明采用双金属螺纹钢来替代现有技术中的不锈钢螺纹钢,在保证螺纹钢抗腐蚀特性的前提下,不仅节省不锈钢材料,降低工程成本,还有效提高螺纹钢的强度,因此所述双金属螺纹钢具有广阔的应用前景。
 1224
0
1224
0
本发明公开了一种水处理系统过滤器/池水腔全方位自动冲洗装置,固定帽装配在定位框架顶板的中心位置,下支柱的一头插装在固定帽的中心孔中,有紧定螺帽把紧定盖板锁定在下支柱的下端头,位于固定帽上表面的从传动轮同主传动轮互为啮合。上滑柱下端套装在下支柱上端内壁,上滑柱上端外壁装有的活动连接座同伸缩气缸一头相连,伸缩气缸的另一头经连接块同喷冲气缸连接。变角气缸配置在伸缩气缸与上滑柱之间,伸缩气缸的轴向中心线同上滑柱的轴向中心线间有可变化的夹角α。此冲洗装置适用于冶金、化工及生活用水等水处理系统,机动灵活,操作方便,可对过滤器/池水腔内壁及底层进行全方位自动冲洗,推广与实用价值高。
 1161
0
1161
0
本发明公开了一套专用于钢铁冶金企业的水、电、煤气、氧气、氮气、蒸汽及压风等动力资源运行调度模拟显示系统及该显示系统的操作方法,它主要由后台工控机3及前台工控机5及LED点阵显示屏7组成。LED点阵显示屏7与前台工控机5用通讯电缆6连接,前台工控机5经数据总线4连接后台工控机3。由数据网络系统1得到的动力资源相关数据经网络接口2送入后台工控机3,后台工控机3将负责收集到的现场实际数据进行整理形成相应的图形数据,再将这些数据通过数据总线4发送到前台工控机5,前台工控机5收到这些数据后转换成相应的控制信号,经过通讯电缆6将这些信号发往LED点阵显示屏7以显示。它可推广到凡有水、电、气(汽)、风的其它行业。
 1102
0
1102
0
本申请属于钢铁冶金技术领域,尤其涉及一种屈服强度700MPa级热轧钢板所述屈服强度700MPa级热轧钢板以质量百分数计包括:0.07wt%≤C≤0.14wt%;0.10wt%≤Si≤0.40wt%;1.30wt%≤Mn≤2.00wt%;0<P≤0.015wt%;0<S≤0.005wt%;0.02wt%≤Als≤0.07wt%;0.02wt%≤Nb≤0.06wt%;0.10wt%≤Ti≤0.20wt%;其余为铁和其他不可避免的杂质,其中,所述屈服强度700MPa级热轧钢板的碳当量控制为≤0.48wt%;其生产成本低,可焊性较好。
 1204
0
1204
0
本发明公开了一种应用于小回转半径、大扭矩及回转惯量小的球铰活塞式万向联轴器,它主要由球铰联轴盘1与1′、球铰关节轴承5与5′及活塞缸构成。球铰联轴盘1与1′装配在两端,在球铰联轴盘1与1′上有多个孔6与6′,球铰关节轴承5与5′固定装配在球铰联轴盘1与1′上相应的孔6与6′内,而活塞缸的两端同相应的球铰联轴盘上的孔6与6′内的球铰关节轴承5或5′的内圈固定装配。球铰联轴盘1与1′通过球铰关节轴承5或5′的万向性与活塞缸的可伸缩性来实现球铰活塞式万向联轴器的万向作用,同时通过球铰关节轴承传力至活塞缸,活塞缸又传力至另一球铰关节轴承,实现扭矩的传递。这种球铰活塞式万向联轴器可在冶金、矿山、石化、汽车及机械工业等设备上推广应用。
 1113
0
1113
0
本申请属于钢铁冶金技术领域,尤其涉及一种冷轧双光板的制造方法,其特征在于,包括以下步骤:板坯依次经热连轧、酸洗冷连扎、罩式退火、平整、精整工序,得到冷轧双光板;其中,控制所述酸洗冷连轧工序中的相对压下率为50%以上,所述酸洗冷连轧工序中末机架工作辊的粗糙度为1.5μm~2.0μm,以实现板坯依次经所述热连轧工序、所述酸洗冷连轧后获得的冷硬卷的粗糙度为0.3μm~0.6μm;控制所述平整工序中平整机工作辊的粗糙度为0.02μm~0.06μm,以实现所述冷轧双光板的粗糙度为0.15μm~0.30μm。通过工作辊粗糙度的复制转移,实现生产粗糙度为0.15μm~0.30μm的高质量的冷轧双光板的目的。
 788
0
788
0
本实用新型公开了一种应用于薄板坯连铸连轧钢水精炼炉上的夹层炉门,在外层边框8上固有炉门外壁2,炉门外壁2的一面交叉固连有加强筋4,内层边框9固结在炉门外壁2另一面的四周边沿,在内层边框9内腔的炉门外壁2上放置有定距套7,炉门内衬3用螺栓6定位于内层边框9内腔中的定距套7上,炉门外壁2与炉门内衬3之间填有起隔热保温作用的耐火材料5,炉门耳板1固结在炉门外壁2的底面及内层边框9的一边上,炉门耳板1又与夹层炉门的升降机构相连。使用夹层炉门于薄板坯连铸连轧钢水精炼炉上,可节省维修费用40~50%,炉门使用寿命可提高2~3倍,它可推广到冶金或机械行业金属加工的加热炉及煅造炉上。
 835
0
835
0
本实用新型公开了一种提取金属物的悬挂式永磁装置,电动机驱动减速机,减速机两端的转轴上装有链轮,链轮的外缘绕有能使永磁吸板上升或下降的链条。永磁吸板是由若干块小型钕铁硼磁块按N、S的排列方式组合可形成若干条N、S相互联系的磁链而成的整体。三相交流电源连第一断路器后分两支路分别连第一接触器主触头和第二接触器主触头,它们经热继电器连电动机。第二断路器经各连线接第一、二、三按钮后再连第一、第二接触器辅助常闭触头,经第一、二接触器线圈与热继电器常闭触头相接;第二断路器的一接点经连线同第一、二接触器辅助常开触头连接后分别同信号灯相连,信号灯再经连线接入第二断路器。此装置可控性强、实用价值大,安全,可推广到冶金钢铁企业或其它需回收金属物的场所。
 758
0
758
0
本发明公开了一种软水高炉冷却壁用冷却水管连接网,在软水高炉的炉壁上安装有风口带冷却壁、炉腹冷却壁、炉腰冷却壁和炉身冷却壁,每块冷却壁上有数量大于1的炉外冷却水管相连。相邻两层冷却壁之间在炉壳外有第一炉外冷却水管、第二炉外冷却水管、第三炉外冷却水管和第四炉外冷却水管相连,第一、二、三、四炉外冷却水管均向同一方向倾斜或偏离。从软水高炉的下部走向炉身上部的炉内冷却水管沿软水高炉炉壳以旋梯式结构形式上升到软水高炉最上层冷却壁。这种冷却壁用冷却水管连接网能够抑制因高炉局部气流发展给冷却设备带来的危害,有利于保持高炉炉型的稳定,有利于降低高炉冷却系统的运行费用与能耗,可以推广到各种大中型冶金高炉的冷却装置中。
 1255
0
1255
0
本发明公开了一种粉末高速钢复合轧辊辊套,包括:外工作层(1)和内部无缝管层(2),所述外工作层(1)为粉末高速钢耐磨合金,所述内部无缝管层(2)预制碳钢或者合金钢无缝管,所述外工作层(1)与所述内部无缝管层(2)通过热压扩散相结合且形成冶金结合层(3);所述外工作层(1)的厚度为10mm‑100mm,所述内部无缝管层(2)的厚度为15mm‑200mm,所述外工作层(1)的厚度与所述内部无缝管层(2)的厚度之比为1:(1.2‑2.5)。
 900
0
900
0
本发明涉及一种连铸连轧短流程线SPA‑H表面黑斑解决方法,属于钢铁冶金技术领域,包括如下步骤:步骤一:将精炼钢水经板坯连铸机连铸,连铸机出来的板坯经板坯清洗装置清洗;步骤二:清洗后的板坯立即进入加热炉,板坯加热后出炉;步骤三:板坯出炉后依次除鳞,再经过精轧机组轧制;前机架F1‑F4轧制负荷设计为30‑55%,前机架F1‑F4带钢温度为950‑1100℃;步骤四:轧制后冷却、卷取。本发明方法不需添加Ni,解决连铸连轧短流程线SPA‑H因“铜脆”导致的表面黑斑问题,节约成本;提高板坯入炉温度改善“黑斑”缺陷,且前机架F1‑F4负荷设计为30‑55%,提高了薄规格的批量轧制稳定性。
 993
0
993
0
本发明提供了一种耐腐蚀钛‑钢复合钢筋。所述耐腐蚀钛‑钢复合钢筋包括碳钢芯部及包裹于所述碳钢芯部表面的钛覆层,所述碳钢芯部与所述钛覆层冶金结合。本发明提供的耐腐蚀钛‑钢复合钢筋,防腐性能优,尤其是防海洋环境氯离子腐蚀远超不锈钢筋;且力学性能与普通碳钢接近;钢筋采用复合结构,可节约贵重金属资源,降低成本。本发明还提供一种耐腐蚀钛‑钢复合钢筋的制备方法。
 932
0
932
0
本申请属于钢铁冶金技术领域,尤其涉及一种车厢用热轧钢板及其制造方法。以车厢用热轧钢板的质量百分数为100%计,所述车厢用热轧钢板包括以下质量百分数的化学成分:0.12%≤C≤0.16%,1.10%≤Si≤1.40%,1.70%≤Mn≤2.00%,P≤0.010%,S≤0.003%,0.40%≤Als≤0.70%,O≤0.002%,N≤0.004%和Ti≤0.008%,化学成分满足公式:7.8[%C]+[%Si]+1.2[%Mn]+0.8[%Als]≥4.82。本申请实施例的车厢用热轧钢板的屈服强度ReL≥700MPa,抗拉强度Rm为1000~1150MPa,延伸率A≥13%;车厢用热轧钢板的弯心直径d=a,90°折弯合格,其中,a表示车厢用热轧钢板的厚度,a为2.0mm~6.0mm。本申请实施例能够提高车厢用热轧钢板的强度和抗弯性能。
 1116
0
1116
0
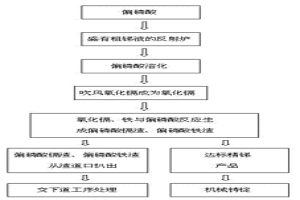
本发明公开了一种用偏磷酸除粗锑中镉和铁的方法,它按以下步骤进行:向盛有粗锑液的冶金炉中加入偏磷酸,继续升高炉温使偏磷酸熔化,使偏磷酸覆盖于锑液表面上,然后将吹风管插入锑液中吹风,锑液中的镉被氧化成为氧化镉,保持炉温,连续吹风,锑液中的氧化镉、铁与覆盖在锑液表面上的偏磷酸发生反应,分别生成偏磷酸镉、偏磷酸铁,偏磷酸镉、偏磷酸铁与偏磷酸成渣浮于锑液表面,实现镉、铁与锑的分离,最后清除浮于锑液表面的浮渣即可。本发明除粗锑中的镉、铁属国内外首创,除镉、铁效果好,工艺流程简单,便于操作,且生产成本不高,不会产生环境污染,生产实用性强,不仅产生可观的经济效益,同时也带来了良好的环保效益。
北方有色为您提供最新的湖南娄底有色金属电冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!






































































 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日 













