全部
▼
热搜:
 1005
1005
 0
0
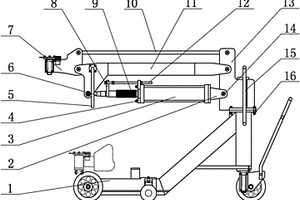
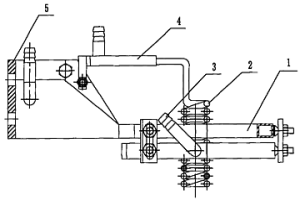
一种新型移动式气动助力举升机,将顶压式平衡气缸和升降臂铰链连接,利用气缸伸缩产生升降动力,采用了3个承载轮和2个辅助轮保持设备稳定,其中2个辅助轮可以收起来减少摩擦,利用气动蓄能装置,驱动顶压式平衡气缸工作,当举升工作处于平衡时,设备不消耗气能,而且在平衡状态下设备移动时会对搬运的货物产生震动有缓冲作用,节能保证了设备在脱离气源的情况下的多次工作。采用结构件的空腔做蓄能,节省了设备的空间和零件数量,配合双联顶压式平衡气缸设计即保证了产品的强度又保证了设备长时间脱离气源工作。本实用新型适用于机械、化工、冶金、航空、军工等行业的危险品及户外维修搬运要求,同时具有节能、绿色、环保和防爆等特点。
 798
0
798
0
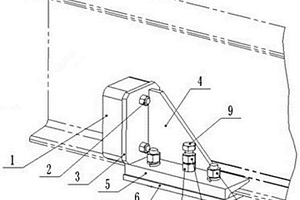
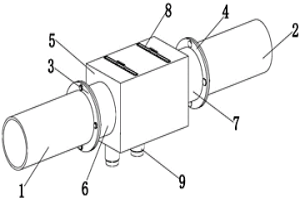
本实用新型提供了一种桥架型起重机移动式缓冲装置,包括起重机主梁工字钢,所述起重机主梁工字钢的两侧对称设有安装底板,两块安装底板的对称侧分别垂直连接有支架,支架与安装底板之间设有夹板,两支架的外侧面上分别固定有橡胶缓冲器,两支架的内侧面设有加强筋,两支架通过加强筋与夹板固定连接。使用本实用新型所述的桥架型起重机移动式缓冲装置,可以实现用户根据自己的工艺布局随意调节起重机小车在主梁上的行程,不再需要通过气割和电焊来改动起重机缓冲装置,减少二次焊接对起重机主梁工字钢的变形,本实用新型结构巧妙合理,安装快捷方便,移动调节灵活,广泛应用于冶金、电力、生产制造等行业的桥架型起重机。
 979
0
979
0
本发明专利公开了一种烧结钕铁硼永磁体表面制备铝或铝锡合金镀层的方法,其特点是使用磁控溅射离子镀设备,将烧结钕铁硼基体清洗干燥后放入真空腔室内,调整基体与靶材的距离,抽高真空,通入氩气进行离子轰击清洗,采用多弧离子镀制备铝锡合金镀层,待真空腔室内温度降到室温后取出;将镀层完成后的钕铁硼磁体放入热处理炉中,加热到一定温度进行镀层扩散和表面氧化处理,得到表面形态良好,耐腐蚀性能好的表面镀层。本发明制备过程环保、无污染、工艺稳定、不降低磁体的磁性能,所得钕铁硼磁体表面镀层能够达到冶金结合,基体与镀层结合力好,能明显提高烧结钕铁硼磁体的耐腐蚀性能。
 1365
0
1365
0
本发明公开了一种天然气发动机气门导管材料,由以下组分按照质量百分比组成:石墨0.5‑1.2%,铜1.0‑4.0%,二硫化钼0.2‑3.0%,氟化钙0.2‑3.0%,硫化锰0.2‑1.0%,铝青铜1‑10%,余量为铬铁粉。本发明提供的天然气发动机气门导管材料,通过粉末冶金工艺制得的气门导管,符合国Ⅴ排放标准的天然气发动机工况需求,具有耐高温、耐磨、自润滑、易切削加工等性能,可以满足工况温度在500℃以下的天然气发动机使用,替代进口产品,降低装机成本。
 1052
0
1052
0
本发明公开了一种铁铝铜合金微孔过滤材料的制备方法,步骤包括:(1)选取平均粒径均为1~100微米的铁粉、铝粉和铜粉按质量百分比混和,其中Cu为4~20%,余量的80~69%为Fe、20~31%为Al;(2)采用模压、或冷等静压成型制得生坯,控制压力100~300MPa,保压时间10min以内;(3)采用粉末冶金烧结工艺,烧结气氛为氢气或惰性气氛或真空烧结,首先在120~150OC,保温30~60分钟,再以1~10OC/min速度升至580~620OC,并在该温度下保温60~120分钟,随后以1~10OC/min速度升至1000~1200O,C,保温30~120分钟;冷却阶段,高于500OC时控制降温速率为5~20OC/min。该方法不需添加造孔剂,无污染,产品强度高,抗高温氧化性和抗硫性能优异,过滤材料孔结构可控且过滤性能好,运行阻力低,易反冲再生。
 1173
0
1173
0
本发明公开了一种异步电机铜转子的制造工艺,涉及电机技术领域,包括以下步骤:制作转子铁芯,利用冲压模具将硅钢板冲压出轴孔和若干导条孔形成冲压硅钢片,将各冲压硅钢片叠加制得转子铁芯;制作端环,利用纯铜粉末冶金工艺制得端环,并在端环上与预留与导条孔对应的通槽,且通槽四周的内侧壁设置有3~4°的拔模斜度;制作导条,利用冷拔工艺制造制得导条;将制得的转子铁芯、端环和导条组装好后,采用感应加热铆接为一体,形成异步电机铜转子;最后将异步电机铜转子的内外表面机加工到工艺尺寸即可。本发明提高了电机性能,工艺简单可靠,制造成本较传统工艺方法更低。
 1169
0
1169
0
本发明公开了一种天然气和汽油双燃料发动机气门导管材料,由以下组分按照质量百分比组成:石墨0.6‑0.9%,铜4.0‑6.0%,二硫化钼0.5‑1.5%,氟化钙0.5‑1.5%,硫化锰0.2‑1.0%,铝青铜2.0‑5.0%,铬铁粉30‑40%,余量为磷铁粉。本发明提供的天然气和汽油双燃料发动机气门导管材料,通过粉末冶金工艺制得的气门导管,符合国Ⅴ排放标准的天然气和汽油双燃料发动机工况需求,具有耐高温、耐磨、自润滑、易切削加工等性能,可以满足工况温度在500℃以下的天然气和汽油双燃料发动机使用。
 1016
0
1016
0
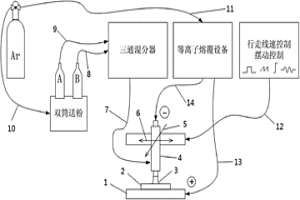
本发明提出了采用等离子熔覆法制备Fe基WC-Ni梯度涂层的方法。步骤为:(1)设计梯度涂层的层数及陶瓷A在各层的比例;(2)A与金属粉末B由双筒供粉;(3)粉末A、B经三通装置混合后进入由数控装置控制的同轴送粉熔覆枪中;(4)控制行走、摆动速度及幅度来控制涂层的横向尺寸,控制送粉量及等离子弧功率获得需要的涂层厚度;(5)涂层凝固后,清理表面;(6)重复步骤(2)至(5)完成剩余涂层的制备。本发明所用设备简单、投资小;梯度涂层长度、宽度、厚度可调,涂层内成分均匀;可在工件局部位置制备出梯度涂层;涂层与基体及涂层间可达到冶金结合,界面结合强度高。
 1155
0
1155
0
本发明公开了一种柴油发动机气门导管材料,由以下组分按照质量百分比组成:石墨0.5‑1.2%,铜1.0‑4.0%,二硫化钼0.2‑3.0%,氟化钙0.2‑3.0%,硫化锰0.2‑1.0%,铝青铜1‑10%,余量为钼铁粉。本发明提供的柴油发动机气门导管材料,采用粉末冶金工艺制得的气门导管,符合国Ⅴ排放标准的柴油发动机工况需求,具有耐高温、耐磨、自润滑、易切削加工等性能,可以满足工况温度在500℃以下的柴油发动机使用。
 1040
0
1040
0
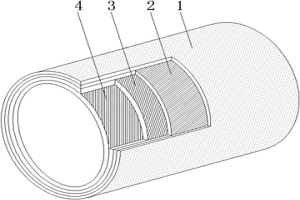
本发明公开了一种合金复合耐磨管,包括保护层、热熔胶层、钢管层和高铬耐磨合金层,所述高铬耐磨合金层的外侧设有钢管层,所述钢管层的外侧设有热熔胶层,所述热熔胶层的外侧设有保护层。该合金复合耐磨管以钢管为基体,内衬超强耐磨合金材料,通过消失模真空吸铸复合工艺制造,形成牢固的冶金结合体,使该合金复合耐磨管既有优异的耐磨性、耐高温性和耐冲击性能,又具有很好的韧性,抗机械热冲击性能优良,解决了单一材质难以调和的可焊性和耐磨性的矛盾,使材料性能优势发挥到最佳程度,特别适用于高寒高温环境下的磨损、冲击。如电力、冶金、煤炭、矿山、水泥等行业的物料输送,该合金复合耐磨管使用寿命长,投资成本经济。
 786
0
786
0
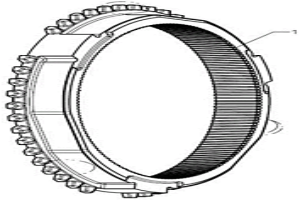
本实用新型涉及汽车变速箱同步器技术领域,且公开了一种同步器同步环,包括同步器齿环,所述同步器齿环四角均设置有安装机构,所述同步器齿环内圈设置有螺纹套,所述螺纹套表面设置有限位机构。该同步器同步环,不需要增加碳纤维等任何形式的摩擦材料,改为使用一种特殊的粉末冶金材料,通过添加特殊金属成分使其具有好的耐磨性、稳定的摩擦系数,在其锥面有足够数量的油槽来增加排油性,防止同步环功能失效,粉末冶金相比于铜螺纹线锥面摩擦的优势有:材料成本低:加工成本:铜环锻造之后其锥面、螺纹沟槽及大端面依然需要通过机加成型,而粉末冶金可以直接压制形成、烧结后直接使用,无需其他任何加工。
 848
0
848
0
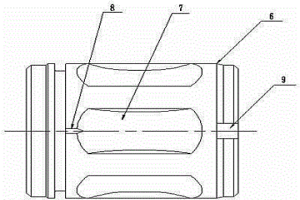
本实用新型提出了一种商用车方向机阀套,其阀套本体是粉末冶金件,在阀套本体的一个端面设有驱动槽,并取消了对应设置的工艺槽;阀套本体的外圆上均布设有6个封闭槽,所述的封闭槽只是一个圆弧凹槽。本实用新型创新思路,把商用车方向机阀套设计为粉末冶金件,驱动槽及封闭槽能采用粉末冶金工艺一次成形,封闭槽边线是连续封闭的,零件的结构应力更小,更美观,并且不需要设置工艺槽,避免了现有目前的商用车方向机阀套采用碳素结构钢的复杂结构,具有工序短、生产效率高、设备投资小的优点,大大的降低了商用车方向机阀套的工艺成本。
 1015
0
1015
0
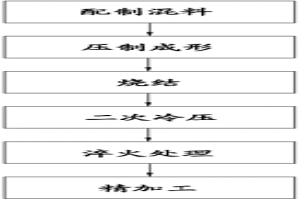
本发明涉及一种汽车制动间隙自动调整臂左右齿条,特别涉及一种材质为以若干金属混合粉末通过冶金工艺制备而成的汽车制动间隙自动调整臂左右齿条。本汽车制动间隙自动调整臂左右齿条的材质为一种合金,该合金是以若干金属混合粉末通过冶金工艺制备而成,所述混合粉末的组分,以重量百分比计,包括石墨0.3%~0.6%、镍4%~6%、铜2%~4%、钼为0.5%~2%,余量为铁。本发明采用合理配比的混合粉末冶金材料完成整个部件的制造,在保证本部件机械性能的前提下,提高了材料利用率和生产效率,大幅降低了汽车制动间隙自动调整臂左右齿条的制造成本,本制造方法中增设二次冷压步骤来提高部件的密度,最终提高了部件的综合机械性能。
 1213
0
1213
0
本实用新型提出了一种汽车变速箱挡位操纵杆固定座及固定座总成,包括底座,在底座中央设有操纵杆球头支撑孔;所述底座是由铝合金压铸而成的整体;在底座上操纵杆球头支撑孔内固定有一套粉末冶金衬套,所述粉末冶金衬套由上粉末冶金衬套和下粉末冶金衬套两部分组成,且两部分对称放置,其中间形成一球形腔体。通过采用铝合金压铸而成的整体式底座结构,提高了底座强度,降低了整车质量;用粉末冶金衬套代替原有的塑胶球碗,提高了装配精度,同时延长了整个固定座总成的使用寿命,简便实用。
 1198
0
1198
0
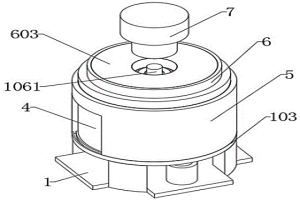
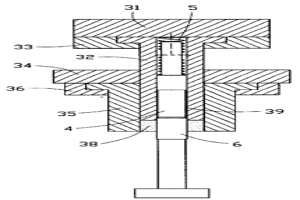
本发明提供了一种粉末冶金的压制模具,涉及成型模具技术领域,包括:承载底座、螺纹套筒、成型底块、承载套框、载料支框、回收支框和成型压块;所述承载底座顶部固定安装有承重支柱;所述螺纹套筒套设于成型支柱外侧;所述承载套框固定安装于装配支座顶部;所述载料支框滑动设置于承载套框内侧;所述回收支框固定安装于载料支框顶部,回收支框底部固定安装有安装支环,同时安装支环设置于安装卡槽内侧,回收支框内侧固定安装有回收框;通过调节螺块调节限位弹簧的支撑位置,进而同步调节装配支块的承载位置,使成型底块配合成型料座,对不同分量的原料进行承载;解决目前多数压制模具只能够对单一厚度的工件进行压制成型的问题。
 1111
0
1111
0
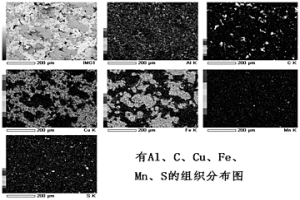
本发明提供了一种高耐磨Fe‑Cu基粉末冶金复合材料及制备方法,该复合材料包括如下重量百分比的组分,Cu的含量为22%~43%,Al的含量为1%~4%,C的含量为2%~4%,MnS的含量为1%~2%,其余为Fe;各组分的重量百分比之和为100%。本发明通过合理的控制Fe、Cu与各摩擦和润滑组元的比例,优化基体组织结构,然后协同匹配适当烧结工艺,使复合材料具有优异的耐摩擦磨损性能,适于工业化应用。
 824
0
824
0
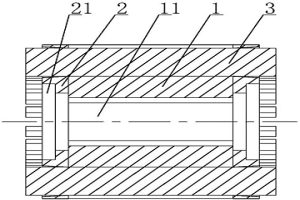
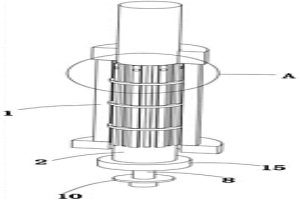
本发明涉及粉末冶金技术领域,尤其是一种粉末冶金防弯成形芯棒结构,包括模冲、芯棒主体,所述模冲中插设有芯棒主体,所述模冲内芯棒主体上沿周向固定设有若干个芯棒配合筋,所述芯棒主体上还同轴套设有若干个与之适配的固定环,所述固定环均固定在模冲上,所述固定环内壁沿周向开设有若干个与芯棒配合筋一一对应的开口,所述开口用于与芯棒配合筋相配合来对芯棒主体进行限位,每两个相邻的所述芯棒配合筋之间的芯棒主体外表面沿着其长度方向开设有导流槽。本发明通过设置芯棒配合筋来与固定环相配合,避免芯棒主体在成形时受轴向压力导致细长芯棒弯曲的情况发生。
 1060
0
1060
0
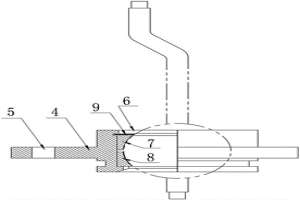
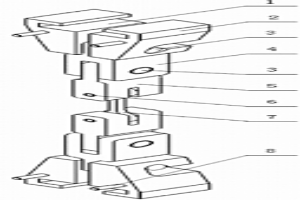
本实用新型提出了一种淬火态粉末冶金件的拉伸试验夹具,包括上夹持装置、下夹持装置,上夹持装置的结构为:在上夹头上通过支撑销铰接有第一连接杆,第一连接杆下又铰接有第二连接杆,第二连接杆的夹持端设有销孔,销孔内穿有定位销;下夹持装置的结构与上夹持装置的结构相同,上夹持装置与下夹持装置上下对称设置。使用本实用新型时,先准备两端带有定位孔的拉伸试样,把本实用新型装在万能材料试验机上,定位销穿过第二连接杆的销孔、拉伸试样的定位孔,把拉伸试样夹持住,然后进行拉伸试验。由于,拉伸试样通过定位销夹持,在拉伸时不会脱出,从而顺利进行淬火态粉末冶金件的拉伸试验。
 836
0
836
0
本发明提出了一种同步器的粉末冶金同步环成型后夹持方法,具体为:(1)电磁吸盘下料机器人配置:在粉末冶金同步环的压制设备旁配置工业机器人,并且在工业机器人的手爪部连接有支架,支架上安装有电磁吸盘;(2)压制设备压制同步环成型后,压制设备在上冲回程时,阴模拉下脱模,电磁吸盘下料机器人的电磁吸盘伸入阴模上,将同步环吸取后取出,设备继续成形压制,电磁吸盘下料机器人自动将零件平放在物流器具上的料盒上,实现阵列式放料。本发明设置出电磁吸盘下料机器人,由于采用电磁力吸取同步环,避免了刚性接触,夹持时不损伤同步环,且不会造成磕碰,并且采用矩阵式放料,放料时也不存在磕碰,低了产品废品率。
 916
0
916
0
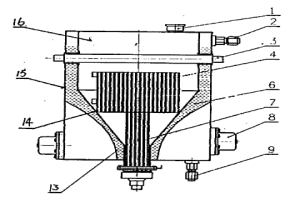
本实用新型涉及电动葫芦生产制造技术领域,且公开了一种冶金专业环链电动葫芦蜗轮传动装置,包括箱体、行走小车、控制器、链条、吊钩、电机、弹簧、蜗杆、蜗轮、传动带、齿轮和链轮,本实用新型通过电机带动齿轮旋转,继而带动传动带的运行,传动带的另一端连接着传动轮,转动着的传动轮带动蜗轮转动,蜗轮转动使蜗轮蜗杆减速装置稳定运行,经过蜗轮蜗杆减速装置的转动减速之后,再通过连接着蜗轮的齿轮把转动力分散到两个相同的链轮上,链轮转动带动了链条的上升和下降,从而达到了能够吊起和放下重物的效果,本实用新型具有传动结构简单、控制效果稳定精细等优点,特别适用于冶金专业的精细作业。
 1147
0
1147
0
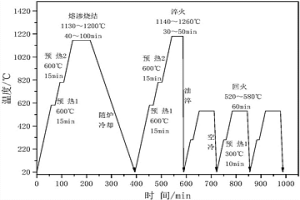
本发明公开了一种洁净燃料发动机粉末冶金高速钢阀座及其制备工艺,以W6Mo5Cr4V2高速钢粉末为基体材料,添加有Cu、Co‑Cr‑Mo和Fe‑Mo硬质颗粒;成分质量百分比为W6Mo5Cr4V2为45%~57%;Co‑Cr‑Mo为13%~17%;Fe‑Mo为4%~7%;Cu为17%~22%;固体润滑剂和易切削成分为2%~3%。本发明采用熔渗烧结和热处理技术降低提升粉末冶金高速钢阀座密度、硬度和耐磨性等,一方面能得到稳定的合金回火马氏体和细小弥散二次合金碳化物。另一方面,基体和硬质颗粒结合更加牢固,摩擦磨损时不容易从基体上剥落。通过熔渗烧结和热处理工艺提升了材料密度、硬度和耐磨性等性能。
 998
0
998
0
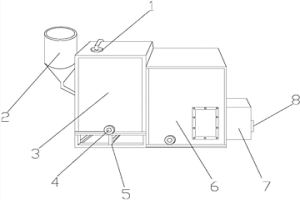
本发明公开了一种利用石灰处理铜冶金废水的装置,其结构包括污水入口、石灰投放器、反应沉淀室、沉淀物排放口、支撑架、澄清室、水质检测箱、达标水排放口,污水入口设于反应沉淀室上表面,石灰投放器位于应沉淀室左侧,反应沉淀室包括金属外壳、石灰投料管、反应沉淀池、沉淀物排放管、过滤水出口、搅拌机支架、搅拌机、污水排入管,石灰投料管嵌入金属外壳内部,沉淀物排放管安装于反应沉淀池底部,反应沉淀池设有过滤水出口,本发明一种利用石灰处理铜冶金废水的装置,在反应沉淀室中添加了搅拌机,石灰放入污水后,搅拌机对其进行搅拌,增加了石灰和污水的混合效率,提高了石灰的利用率,不但节省资源,还节省了处理时间。
 1181
0
1181
0
本发明提出了具有外型封闭竖槽零件的粉末冶金一次成形方法,具体步骤如下:(1)与零件的外型封闭竖槽对应设置有片模,片模装入下模冲,置于装粉座上,把阴模套在片模上,下模冲和片模确保装配到位;倒入粉末冶金粉末,摇平粉面,压制成形;(2)一次脱模:上模冲、片模、下模冲以及零件整体从阴模脱出;(3)二次脱模:片模脱出,下模冲在平面上轻磕,上模冲、下模冲均会脱出,完成零件成形。本发明过设置片模,通过两次脱模,实现了具有外型封闭竖槽零件的粉末冶金一次成形,不但提高了材料的利用率,也降低了具有外型封闭竖槽零件的生产成本。
 1006
0
1006
0
本实用新型提出了发动机粉末冶金正时齿轮淬火感应器,包括外圆齿轮加热感应器,在外圆加热感应器内还设有内孔加热感应器;内孔加热感应器与外圆加热感应器的并联为一体;内孔加热感应器的功率是外圆加热感应器的功率的1/5-1/6。本实用新型采用两套感应器并联方式,调整两套感应器的阻抗,使粉末冶金正时齿轮外圆感应器功率大、内孔感应器功率功率小,满足粉末冶金齿轮外圆、内孔同时加热时粉末冶金齿轮外圆淬火、内孔加热防开裂的需要。与现有技术相比,减少了设备投资及设备故障率,提高了产品质量。
 746
0
746
0
本实用新型涉及一种用于粉末冶金全自动压机的粉末加温系统,该系统储粉箱采用热油和电热均温器同时加热的方式,外部敷以低导耐高温保温材料;送粉靴中采用电阻加热专用均粉器的方式加热温压用粉,外部敷以低导耐高温保温材料,以实现快速加热补偿送粉过程中的热损失并能精确控制粉末温度。整个系统实现了粉末加温与控温以及供粉的动态平衡,而且结构简单、温升快、粉末温度均匀精确,可完全满足粉末冶金科研、开发与研究以及粉末冶金零件生产厂工业化连续生产的需求;价格仅为进口设备的12%,具有较好的性能/价格比。
 1200
0
1200
0
本发明公开了一种粉末冶金耐磨钢熔渗烧结淬火一体化技术,所述的粉末冶金耐磨钢材料以W6Mo5Cr4V2高速钢粉末为基体材料,添加有Co‑Cr‑Mo和Fe‑Mo硬质颗粒、Cu;成分质量百分比为W6Mo5Cr4V2为45%~57%;Co‑Cr‑Mo为13%~17%;Fe‑Mo为4%~7%;Cu为17%~22%;固体润滑剂和易切削成分为2%~3%。本发明采用熔渗烧结淬火一体化技术,使粉末冶金耐磨钢表面形貌良好,又能得到合金马氏体组织,缩短制备工艺,减少制备时间,节能增效。
 1184
0
1184
0
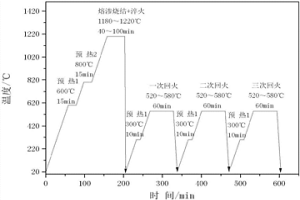
本发明公开了一种用LD钢制造复杂异形粉末冶金模具的热处理工艺,特征是采取盐浴油淬、变温多次回火的工艺,具体步骤为:第一步,840℃~860℃预热,保温时间按0.20~0.50分钟/毫米计算;第二步,1110℃~1130℃淬火,保温时间按0.12~0.18分钟/毫米计算;第三步,550℃~570℃回火一次,保温时间120分钟;第四步,590℃~610℃回火两次,每次保温时间90分钟。该热处理工艺使模具在保持一定强度的同时获得了极高的韧性,有效地解决了复杂异形粉末冶金模具在使用过程中掉边、掉角和开裂等早期失效的问题,模具的寿命大大提高,经济效益显著。
 1101
0
1101
0
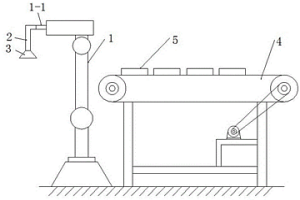
本实用新型提出了同步器的粉末冶金齿圈成型后取件及摆放自动化系统,由工业机器人、电动循环传输带构成,所述工业机器人、电动循环传输带由近至远布置压制成型设备旁;在工业机器人的手爪部连接有支架,支架上安装有电磁吸盘,从而形成电磁吸盘下料机器人;在电动循环传输带放置有多个放料盒。采用本实用新型,电磁吸盘下料机器人的电磁吸盘伸入阴模上,将齿圈吸取后取出,设备继续成形压制,电磁吸盘下料机器人自动将零件平放在电动循环传输带上的放料盒中,实现阵列式放料,从而实现粉末冶金齿圈成型后取件及摆放自动化。
中冶有色为您提供最新的湖北十堰有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!



































































 2025年09月25日 ~ 27日
2025年09月25日 ~ 27日 













