全部
▼
热搜:

 763
763
 0
0
一种高分子复合材料,其原料组成及重量份比包括:发泡母料 5~8、阻燃母料10~15、低密度聚乙烯树脂LDPE 50~80、三元乙丙橡胶EPDM 10~20、阻尼液 10~15、摩擦生热剂 13~18、辐照交联助剂 6~10,制备时,先将所有原料按所需比例加入混合机常温捏合,然后排入单螺杆挤出机中挤出成型得到预制片材,再对预制片材进行辐照交联,得到交联热固性聚合物片材,最后对交联热固性聚合物片材进行发泡即可。该设计不仅能够实现持续噪声环境中的连续降噪,而且具有良好的保温和阻燃性能。
 1102
0
1102
0
一种耐高温油改性尼龙6复合材料,其原料组成包括:均苯四甲酸二酐/四氨基苯共聚物10–30、PA6 80–100、扩链剂3–5,制备时,先将1,2,4,5‑均苯四甲酸二酐在氮气氛围中溶解于溶剂中,然后加入1,2,4,5‑四氨基苯和聚合引发剂进行聚合反应,待反应完成后去除残留单体、溶剂和小分子杂质以得到均苯四甲酸二酐/四氨基苯共聚物,再将PA6、均苯四甲酸二酐/四氨基苯共聚物、扩链剂于常温下高速混合,然后排入平行双螺杆挤出机中依次进行熔融共混、挤出造粒即可。该材料不仅有效提高了材料的刚性及耐热性,而且不会影响材料的其他性能。
 1105
0
1105
0
一种防火聚合物复合材料,其原料组成为:有机硅/聚合物杂化材料80–100、助剂0.6–1.0,其中,有机硅/聚合物杂化材料的原料组成为:硅烷水解液10–13、苯乙烯5–8、丙烯腈5–8、1,3‑丁二烯5–8、聚合引发剂0.2–0.6,硅烷水解液的原料组成为:硅烷0.6–0.8、催化剂1–3、水2–4,硅烷包括乙烯基苯基二乙氧基硅烷,制备时,先将硅烷水解液、苯乙烯、丙烯腈、聚合引发剂按所需比例混合均匀,再加入1,3‑丁二烯,并于85–95℃下聚合反应至体系粘度达到200–300cp后干燥得到有机硅/聚合物杂化材料,再将其与助剂混合挤出造粒即可。该材料具有良好的阻燃性能。
 722
0
722
0
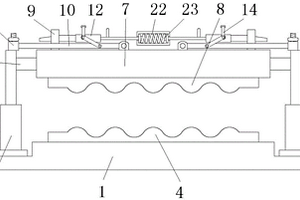
本实用新型公开一种高速公路用纤维复合材料护栏,包括立柱和护栏,立柱固定连接在底面上,护栏是纵截面为S形的弹性片,护栏通过螺钉与立柱连接;护栏与立柱连接处还设有棘齿条机构,棘齿条机构包括设置在护栏上的单向齿和设置在立柱上的棘齿,单向齿以立柱为分界分为两段,两段单向齿锁紧方向相反。当车辆发生不足以撞断护栏的撞击后阻碍护栏回弹,减轻二次伤害,提高安全性。
 967
0
967
0
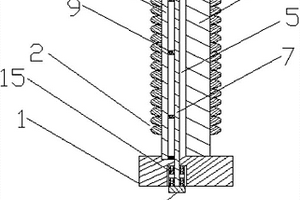
本实用新型公开了高强度复合材料波形齿夹具锚,包括底板,所述底板的表面设有第一波形齿,所述底板的表面两侧均固定装配有电推杆的一端,所述电推杆的侧面顶端固定装配有连接杆,两个所述连接杆之间固定装配有顶板,所述顶板的表面两侧均开设有孔洞,所述孔洞的内壁贯穿有竖杆,两个所述竖杆的底端固定装配有第二波形齿。通过第一波形齿和第二波形齿的配合,将需要夹持的板材置于第一波形齿和第二波形齿之前,电推杆伸缩后带动顶板移动,第二波形齿靠近第一波形齿,达到夹持的目的,通过对第一波形齿和第二波形齿的安装或是取下,也可以直接使用底板和顶板进行夹持,能够针对不同的板材进行调节,适用的范围更广泛,实用性能强。
 741
0
741
0
本发明公开了一种轻质复合材料弹托及其制造方法,该弹托包括由n块加强筋与n+1块泡沫板交替粘结并加工制成的弹托夹心结构,以及铺覆在弹托夹心结构表面的蒙皮。该方法包括如下步骤:1)设置蒙皮厚度及加强筋、泡沫板的厚度与数量;2)采用纤维材料A铺层制作加强筋;3)用胶粘剂将泡沫板与加强筋交替粘接在一起,加热固化成型得到夹心结构坯料板;4)机加成所需结构尺寸的弹托夹心结构;5)采用纤维材料B铺层制作蒙皮,将涂有定型剂的纤维材料B逐层铺覆在涂有胶粘剂的弹托夹心结构表面得到弹托预成型体;6)采用树脂传递模塑工艺进行产品成型,得到弹托产品。本发明减重效果显著,在相同使用工况下,弹药的速度更高,威力更大。
 807
0
807
0
本实用新型公开了一种复合材料制的紧固工件,包括螺栓和螺母,螺栓包括头部以及与头部固定连接的螺杆,螺杆由第一弧形柱和第二弧形柱嵌合而成,且第一弧形柱和第二弧形柱之间设有容纳第一弧形柱的空腔,空腔的顶部和底部设有能让第一弧形柱滑动的滑槽,空腔内设有一能够转动的转动柱,转动柱穿过头部并伸到头部的外侧,头部外侧的转动柱与一旋钮固定连接,空腔内的转动柱外表面等间距设有若干水平柱,且水平柱的端部恰好抵在所述第一弧形柱上;螺母包括空心螺管以及与空心螺管固定连接的加压盘,加压盘的中部设有贯穿加压盘的通孔,通孔和空心螺管连通,加压盘的内部设有配重层。本实用新型中的紧固工件便于拆卸,适合在机械领域推广。
 879
0
879
0
本发明公开了一种净尺寸复合材料异构件的制备方法。本方法包括如下步骤:制备预浸碳布;将预浸碳布冷冻后,按照复合材料异构件的型面将冷冻后的片状预浸碳布裁切成相应的环状预浸碳布,再冷冻保存;环形下模具组件预热;环状预浸碳布铺层;将所述环形下模具组件‑预浸碳布铺层包裹透气毡和真空袋,在40~60℃条件下抽真空,真空度为‑0.07~‑0.12MPa,并预热3.5~4.5h,真空袋去除后得到环形下模具组件‑一次预成型异构件;模压,二次预成型;模压固化;取出异构件。该制备方法简化了预浸碳布的铺贴工艺,提高了异构件的制备效率,通过两次预成型工艺及最后的模压固化工艺,准确地将异构件的制备误差控制在预设精度范围内。
 889
0
889
0
本发明公开了一种碳纤维复合材料壳体精密弹翼座铺设缠绕成型方法,包括如下步骤:1)在弹翼座安装座的下表面粘接弹性胶片;2)采用定位工装对弹翼座进行定位固定;3)加热固化后拆除定位工装;4)选取高模碳纤维单向预浸布,按照铺层结构共进行至少三个循环的预浸布铺设;5)采用连续碳纤维浸过树脂胶液,在弹翼座安装座上进行至少六层环向碳纤维缠绕;6)采用定位工装再次对弹翼座进行定位固定;7)对铺设和缠绕的碳纤维层进行加热固化,固化完成后拆除定位工装。本发明实现了不同载荷的铺层可设计性,保证了复合材料壳体弹翼座的稳定、可靠连接,又能够满足壳体强度、刚度的承载需要。
 730
0
730
0
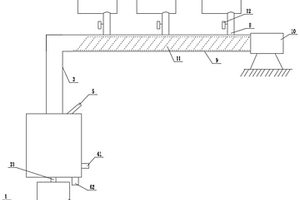
本发明涉及一种高硬度高耐磨聚乙烯复合材料及其制备方法,属于材料技术领域。制备方法包括:向装有由聚乙烯与表面活性剂混合造粒而得的聚乙烯/表面活性剂混合粒子的反应装置中通入115‑125℃的蒸汽1‑3h,得聚乙烯/表面活性剂混合物;对聚乙烯/表面活性剂混合物进行至少一次微波加热。该制备方法简单,易操作,适于工业化生产,相比于纳米功能性填料改性,不存在分散性与相容性的问题。由此得到的高硬度高耐磨聚乙烯复合材料具有较高的硬度与良好的耐磨性,成本较低。
 1161
0
1161
0
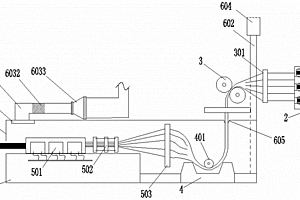
本实用新型公开一种改进进料高强度复合材料生产线,包括沿生产线方向顺次设置的原料架、玻璃纤维丝浸胶机构和烘干定型机构,玻璃纤维丝浸胶机构和烘干定型机构置于一环保密封室内,原料架位于环保密封室后部上方,原料架与环保密封室之间设有辅助送料装置,辅助送料装置包括送料压辊,送料压辊包括上、下两根辊,上、下两根辊将玻璃纤维丝夹在其中;从原料架出来的玻璃纤维丝经过送料压辊塑形并依靠自身重量垂直向下进入环保密封室,在送料压辊与玻璃纤维丝浸胶机构之间的垂直状态的玻璃纤维丝一侧设有热风机。本实用新型能在浸胶前减少玻璃纤维螺旋卷曲,从而提高成品性能的一种改进进料高强度复合材料生产线。
 1042
0
1042
0
本发明涉及一种石墨复合材料,其包括:金属氧化物纳米粒子插入其的石墨片层剥离结构中形成插层结构的石墨内核和由含氮碳材料构成至少部分包覆石墨内核的外壳。其制备方法为将石墨与具有氧化性的金属氧化物前驱体反应,使得金属氧化物前驱体至少一部分进入石墨片层剥离结构中形成插层结构,得到具有插层结构的石墨颗粒作为第一产物。在造孔剂存在下使含碳氮聚合物包覆在石墨颗粒外表面,得到具有核壳结构的石墨颗粒作为第二产物。将第二产物进行热处理,使含碳氮聚合物碳化转变为多孔含氮碳材料,金属氧化物前驱体转变为金属氧化物,从而得到石墨复合材料。其具有充放电效率高、可逆性好、结构稳定、循环性能优异等优点,且其制备工艺简单。
 972
0
972
0
本发明涉及变壁厚复合材料连接裙的成型方法,包括以下步骤:设置铺层角度和铺层顺序,计算出各角度铺层物的尺寸和数量;按照计算出的铺层物尺寸和数量裁剪铺层物;制作产品成型模具;将铺层物按照距离中心线或底端的距离铺放在模具芯模上,达到0.5-0.6设计层数;在缠绕张力下,用纤维缠绕加压在铺层表面上,进行预固化;完成剩余铺层;缠绕纤维加压,加温固化;卸模,取出制品;粘角盒。本发明通过设置最佳铺层角度和顺序,采用手工铺层加纤维缠绕加压工艺,实现在发动机壳体成型前单独成型完整的复合材料连接裙。
 1162
0
1162
0
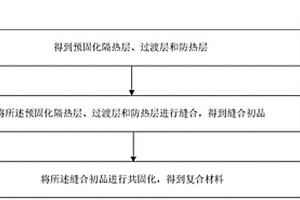
本发明特别涉及一种防热隔热双梯度功能复合材料及其制备方法,属于隔热材料技术领域,复合材料包括隔热层、过渡层和防热层,所述过渡层设于所述隔热层和所述防热层之间;所述隔热层的原料包括改性酚醛树脂和石英纤维毡;所述过渡层的原料包括混合多功能树脂和第一石英纤维布;所述防热层的原料包括酚醛树脂、耐烧蚀填料和第二石英纤维布;隔热层、过渡层和防热层的基体材料均选用具有良好烧蚀性能的酚醛树脂材料体系,彼此间具有良好的结合性和相容性,有利于消除明显的材料界面,提升界面结合效果;防热层和隔热层之间采用酚醛混合树脂为过渡层,达到材料性能梯度渐变的目的,从而解决了目前热防护材料各层间易发生剥离的问题。
 899
0
899
0
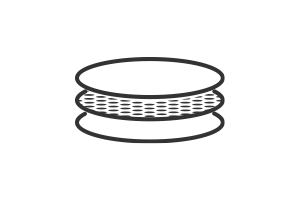
本发明公开了高保真音箱中高分子聚合复合材料的应用,用于制作音箱的板材,具有较高强度表层和低发泡细微孔中间层的夹层材料,能加工出各种色彩和在表面印刷成各种纹理图案,这种音箱材质具有很好的强度和内阻尼衰耗特性,特别适宜制作高保真音箱,对低频响应干脆,绝无噪音;欣赏音乐中,主观听感细腻柔和,中音深厚圆润,对弦乐及人声逼真,低音震撼人心、干脆利落,是一类具有广泛前景的高保真音箱的材质。
 703
0
703
0
本发明公开一种复合材料壳体大开口金属封头粘接成型方法,有效解决了大开口壳体金属封头低压爆破的问题、粘接结构可靠、成本低,可以无需紧固件连接,减少了发动机冗余质量、生产和材料成本,增加了装药空间和壳体承压能力。本发明保证了复合材料壳体结构在复杂工作载荷下的稳定性,工艺路线相对简单,能够满足壳体对强度、刚度的承载需要。
本发明公开了一种高固含量低粘度浆料注模渗透式陶瓷基透波复合材料快速成型方法,该方法包括如下步骤:1)浆料的制备:将高纯硅溶胶:纳米粉:醇类混合搅拌蒸发,得到浆料;2)增强体织物的制备:将仿形体织物依次经过丙酮浸泡、沸水蒸煮、烘干处理,得到增强体织物;3)注模渗透成型:增强体织物套在阴模和阳模上,注入浆料,取出干燥处理,得到坯料;4)坯料的致密化处理:将坯料置入高纯硅溶胶中真空浸渍处理,得到致密坯料;5)热处理:对致密坯料进行热处理,形成产品毛坯;6)机械加工。本发明的成型方法采用高固含量低粘度浆料和低成本增强体织物,以注模渗透成型和致密化的工艺实现陶瓷基透波复合材料的快速成型。
 972
0
972
0
本发明公开了一种大厚度C/SiC陶瓷复合材料产品的制备方法,该方法首先将碳纤维网胎与碳纤维布依次交替铺设,采用针刺方法将碳纤维网胎与碳纤维布缝制成与产品最终形状相近的碳纤维型体物;并将所得碳纤维型体物放置在与产品最终形状相同的模具型腔内;采用树脂传递模塑工艺将先驱体注入模具型腔中,然后进行固化,冷却至室温得到预制体;将固化后的预制体放入炉内进行裂解;裂解后将预制体从模具中取出,清理模具;重复操作后,直至裂解后的预制体增重量小于上一轮次裂解后的预制体重量的1%,即得到C/SiC陶瓷复合材料产品。采用本发明获得的材料,生产周期短,加工少,特别适用于大尺寸、大厚度构件的制备,能够有效降低制备成本。
 1144
0
1144
0
本发明公开了一种低成本C/SiC陶瓷复合材料的制备方法,该方法包括如下步骤:1)将3K长丝碳纤维无纬布分多单元层铺设,每单元层之间设有网胎,逐层叠加缝合成编织体;2)将编织体浸泡在丙酮中清洗后烘干;3)使用真空、振动浸渍工艺,将硼酚醛树脂的乙醇溶液浸渍进编织体中,然后依次固化、常压碳化裂解;4)使用真空、振动浸渍工艺,将聚碳硅烷的二甲苯溶液浸渍进经上步处理的编织体中,然后固化;5)将经步骤4)处理后的编织体送入高温裂解炉中裂解,裂解压力为0.2~0.3MPa;6)重复步骤4)和步骤5)的过程,直至增重量小于原质量的1%,即制得低成本C/SiC陶瓷复合材料。本发明有效提高了浸渍效率和聚碳硅烷的转化率,降低了制备成本,缩短了制备周期。
 808
0
808
0
本发明涉及C/C复合陶瓷技术领域,公开了一种变密度C/C复合材料喉衬的制备方法,包括如下步骤:将碳纤维布和碳毡依次铺叠,通过针刺方式制备设有密度梯度的喉衬预制体,然后置于化学气相沉积炉内,进行化学气相沉积,再置于真空浸渍罐内,在真空环境下,使用糠酮树脂浸渍,完成后放入烘箱中固化,然后置于碳化炉内,抽真空,升温进行基体碳化,重复固化和碳化至喉衬预制体密度达到1.8~1.9g/cm3后,进行高温处理,将取得的喉衬预制体,通过机械加工将坯料加工至喉衬要求尺寸,完成喉衬制备。本发明变密度C/C复合材料喉衬的制备方法,在保证喉衬强度及耐高温烧蚀性能前提下,有效缩短制备周期,降低制备成本。
 1004
0
1004
0
本发明提供一种藕杆生物质炭镶嵌氧化铁复合材料及其制备方法、电极材料,涉及电极材料制备技术领域,包括:将藕杆浸泡在强碱溶液,捞出所述藕杆洗净;将所述藕杆置于强酸溶液中浸泡,然后水洗藕杆并烘干;将所述藕杆浸入铁盐溶液中,取出所述藕杆水洗并烘干;然后将得到的所述藕杆煅烧,冷却得到藕杆生物质炭镶嵌氧化铁复合材料。生物炭结构不但可以提供更大的反应接触面积,而且相邻界面的异质结构为Fe2O3的导电性更好,有利于提供更多的离子传输通道,进而提高材料的电化学性能。
 1005
0
1005
0
本发明公开了一种内埋电缆的复合材料壳体制备方法,包括以下步骤:1)制作绝热结构、2)纤维湿法缠绕制作壳体、3)电缆铺放、4)脱模。将电缆在壳体上的敷设无需电缆罩,减少了壳体的消极质量,简化电缆敷设工艺,提高了加工效率;电缆预埋于壳体的碳纤维复合材料层之间,能较好的适应壳体的受力变形,电缆最外两侧填充轻质泡沫材料,保证了缠绕层的结构协调性。
 761
0
761
0
本发明公开了一种复合材料回转体的加工方法,属于复合材料回转体加工技术领域,解决了现有的复合件制造过程中质心易偏移的技术问题。方法包括以下步骤:提供复合件,复合件包括壳体和防热层,防热层套接于壳体外;粗车防热层的外形,令防热层端面与壳体的端面接平,沿防热层的径向预留加工余量;获取粗车后的复合件的质量以及质心;精车复合件至复合件的质量以及质心符合设计要求。保证了复合件的外形质量,还通过对防热层的调整保证了复合件的质心精度,提高了产品的合格率。
 1138
0
1138
0
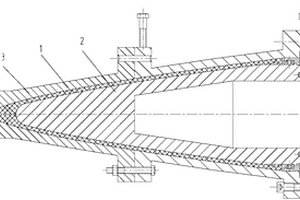
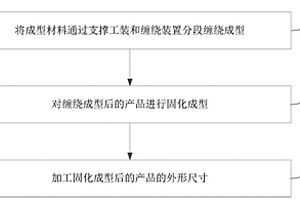
本发明属于复合材料成型领域,尤其涉及一种复合材料管纤维缠绕成型方法。该成型方法包括:将成型材料通过支撑工装和缠绕装置分段缠绕成型;对缠绕成型后的产品进行固化成型;加工固化成型后的产品的外形尺寸。本发明针对具有超长尺寸纤维缠绕复合管,提出了一种分段缠绕成型方法,采用多点支撑缠绕的方式,以减小悬空长度,降低自重和张力对产品挠度变形的影响,保证了产品的刚度和挠度变形要求,实现了超长身管纤维缠绕成型,具有很好的实用性。
 763
0
763
0
本实用新型公开高强度复合材料原料搅拌混料装置,包括多个桶体,桶体底部设有导出管,导出管与桶体内部连通,导出管竖直设置,导出管下方设置有一主管,主管一端开口密封连接有电机座,电机座上设置有搅拌电机,搅拌电机输出端固定连接有螺杆,螺杆位于主管内且与主管同轴设置,螺杆与接口内端配合形成用于向前挤压粘稠树脂原料的旋压送料结构,螺杆前端延伸至主管另一端,主管另一端连通有竖直导管,竖直导管下端连接有混料仓。本实用新型实现同时将多种不同的粘稠原料送入主管并在输送过程中进行第一次混料,然后通过竖直导管送入混料仓进行第二次混料,混料过程中可实现密封混料,避免直接暴露在空气中搅拌混料,减少原料中空气量,有利于提高纤维复合材料产品质量。
 1076
0
1076
0
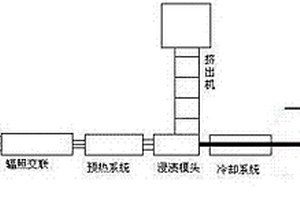
高强度超微孔纤维增强复合材料,由下法得到:将超高分子量聚乙烯纤维进行辐照交联得交联纤维;对交联纤维进行预热处理;把低密度聚乙烯树脂、高密度聚乙烯树脂、聚丙烯树脂、聚乙烯蜡、抗氧剂300#经过高速混合机充分混合,混合后排入平行双螺杆挤出机挤出,高密度聚乙烯、低密度聚乙烯和聚丙烯共混熔体被挤入浸渍机头;经预热处理后的交联纤维进入浸渍机头,在共混熔体中浸渍;浸渍后的交联纤维经冷却后,由切粒机切粒得纤维复合增强材料材料粒子;所得粒子加入到注塑机中,超临界CO2注入系统与注塑机相连接,注入超临界CO2的熔体通过熔体泵进入发泡模具,在模具中发泡,形成高强度超微孔纤维增强复合材料。
 921
0
921
0
本实用新型公开一种高强度复合材料生产线,包括原料架、玻璃纤维丝浸胶机构、烘干定型机构,玻璃纤维丝浸胶机构和烘干定型机构置于一环保密封室内,环保密封室上端后侧设有供玻璃纤维丝进入的进料口,环保密封室前端下部设有成品出料口,成品出料口上边缘悬挂有用于挡住成品出料口的软质门帘,环保密封室上端安装送风装置,送风装置包括连通至环保密封室的进风管道和出风管道,出风管道内设有多级空气过滤装置。本实用新型提供能在封闭空间浸胶和烘干,减少厂房内空气污染,通过多级过滤减少使得尾气排放达标的一种高强度复合材料生产线。

本发明公开了一种复合材料连接裙成型方法、模具及其橡胶内芯模成型模具,该方法包括以下步骤:1)制作成型模具:制作外模,内模,及橡胶内芯模,并将橡胶内芯模套装于内模外壁;2)铺层;3)成型模具预热及抽真空;4)树脂预处理;5)注胶及固化:注胶后将树脂进行固化,橡胶内芯模随着温度升高而膨胀,对预成型体进行均匀加压,使树脂充分浸润预成型体;6)脱模及修剪;该成型模具结构中采用了橡胶内芯模。本发明采用硅橡胶辅助RTM工艺进行复合材料连接裙的成型,采用双面模具,使得产品具有尺寸稳定、质量一致性好,且纤维和树脂含量可控等优点;同时采用共固化和可膨胀芯模等手段降低了孔隙率,提高了产品纤维体积含量和力学性能。
 826
0
826
0
本发明涉及一种基于回收聚乙烯的导热复合材料及其制备方法。第一步将回收来的废旧聚乙烯破碎成颗粒,接着依次用酸溶液和去离子水洗涤备用;第二步将碳材料和纳米氧化物按照一定比例混合,然后加入到醇溶液中搅拌,过滤后先烘干再高温焙烧备用;第三步将处理好的废旧聚乙烯、导热填料混合挤出成型,所得产品经酸溶液、去离子水洗涤后造粒、烘干,最终得到高杨氏模量、高导热系数的回收聚乙烯导热复合材料。本发明方法具有工艺简单、产品应用广价值高、处理能力强等诸多优点。
 774
0
774
0
本发明公开一种高强度复合材料原料多级混料装置以及混料方法,包括第一级螺杆搅拌送料结构和第二级混料仓搅拌结构,第一级螺杆搅拌送料结构输出端与第二级混料仓搅拌结构输入端连通设置;第二级混料仓搅拌结构包括底座、混料仓和进料管,混料仓内设有搅拌轴,搅拌轴上设有多组沿轴向上下设置的搅拌叶片,混料仓内设有套装在所述搅拌轴外的金属隔层,金属隔层将混料仓内部空间分隔成上下设置的多个搅拌槽,搅拌叶片在搅拌槽内旋转运动以切割搅拌该搅拌槽内的树脂原料,金属隔层设有连通上下相邻搅拌槽的导料孔;本装置能实现密封混料,避免直接暴露在空气中搅拌混料,减少原料中空气量,有利于提高纤维复合材料产品质量。
中冶有色为您提供最新的湖北孝感有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


 2025年06月20日 ~ 22日
2025年06月20日 ~ 22日  2025年07月09日 ~ 11日
2025年07月09日 ~ 11日  2025年07月11日 ~ 13日
2025年07月11日 ~ 13日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日 
































































")








