全部
▼
热搜:
 950
950
 0
0
一种多元素复合肥及其制备方法,是把冶金渣除铁,粉碎加酸处理后,再加入氮、磷、钾元素或铁、锌元素制成多元素复合肥。本发明具有营养成分易于被植物吸收,原料来源广泛,成本低,工艺简单,不产生废物,适用于偏碱性土壤和偏酸性土壤。
 1091
0
1091
0
球墨铸铁‑灰铸铁复合制动鼓及其制备方法,属于汽车制造技术领域。其特征是分别用中频感应电炉熔炼外层球墨铸铁和内层灰铸铁,外层球墨铸铁铁水温度达到1566‑1581℃,化学组成及其质量分数达到3.51‑3.88%C,2.25‑2.48%Si,1.17‑1.33%Mn,<0.030%P,<0.030%S,余量Fe时,加入微合金元素,并球化处理,复合制动鼓由外层高强韧性球墨铸铁壳和内层耐磨灰铸铁通过离心复合铸造成一体,外层强韧性好,内层耐磨性和抗热疲劳性能好,内外层是良好的冶金结合,具有优异的使用效果。
 1101
0
1101
0
本发明涉及冶金技术领域,一种AOD开吹打火失败的处理方法,其特征在于:不锈钢精炼炉需要深度脱碳,因此其顶底复合吹炼的基本结构造成打火失败的方式分两种情况,A)底枪吹炼起火,顶枪吹炼无法起火;B)底枪、顶枪都无法起火;本发明充分利用AOD炉顶枪、侧枪复合吹炼的特点,提出了开吹打火失败后的处置方法。
 1026
0
1026
0
本发明涉及一种有效控制N08810铝钛成分的电渣重熔方法,属于冶金技术领域,解决N08810铝钛成分烧损难以控制的技术问题。解决方案为:一种有效控制N08810铝钛成分的电渣重熔方法,所述方法包括:电极坯成分控制、生产前设备关键控制元器件功能精度确认、保护气氛确认、熔速确认和电制度确认。本发明通过电极坯成分控制、生产前设备关键控制元器件功能精度确认、保护气氛确认、熔速确认和电制度确认等工艺,控制铝钛成分烧损。
 882
0
882
0
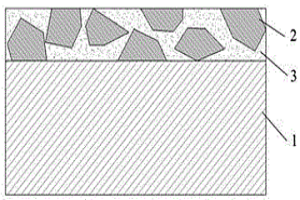
本发明公开了一种金刚石/金属碳化物复合耐磨涂层的制备方法,先用有机粘结剂将金刚石颗粒均匀粘在工件表面,后采用双辉等离子体表面合金化法,选用能够与碳反应生成碳化物的金属为靶材,去除粘结剂的同时在粘有金刚石颗粒的工件表面制备金刚石/金属渗镀层,随后借助双辉离子轰击处理使渗镀层表层的金刚石颗粒部分裸露在外,最后利用化学气相沉积法使裸露的金刚石颗粒长大,并将渗镀层中的金属转化为金属碳化物,最终形成金刚石/金属碳化物复合耐磨涂层。本发明复合耐磨涂层与工件间界面冶金结合且成分梯度分布,综合了金刚石的硬度高、耐磨性好以及金属碳化物抗氧化性好等优异性能,大幅度提高了涂层与合金工件间的结合强度和耐磨性能。
 1236
0
1236
0
本发明提供一种含砷物料的碱浸脱砷方法,属于湿法冶金技术领域,以解决目前处理含砷物料的方式存在作业环境差,能耗高,砷的回收率低,所得产品易对环境产生二次污染,生产成本较高,工艺流程复杂,不利于经济生产等问题。包括:S1,称取含砷物料;S2,按液固质量比为3:1‑12:1向含砷物料中加入反应液进行反应,反应过程采用水浴,水浴的温度为25~95℃,其中,反应液至少包括浓度为100~300g/L碳酸钠溶液;S3,反应2~5h后,对反应后的溶液进行过滤,得到浸出渣和浸出液。所述S2中的反应液还包括硫化钠溶液,其中,硫化钠溶液的浓度为0~100g/L。
 774
0
774
0
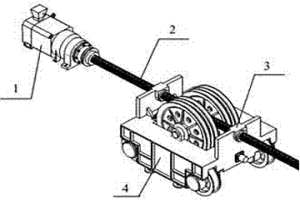
本发明涉及双主梁铸造起重机副钩定滑轮组架运行速度方案,属于冶金专用起重机智能化控制领域。本方案实施步骤如下:(1)按热连轧或铸造工艺要求,确定钢液浇注的恒定流量或不同浇注阶段的流量值,建立倾倒过程中钢包内剩余钢液体积与时间的关系;(2)建立不同时段剩余钢液体积、钢包倾倒角和时间的关系;(3)建立钢包倾倒钢液时副钩吊点水平速度与浇注时间的关系,并得出双主梁铸造起重机小车上副钩定滑轮组架运行速度的规律或方案。本发明得出了双主梁铸造起重机同时设置了主副钩小车的副钩定滑轮组台架的运行速度变化规律,实现钢液恒定流量浇注,可为铸造起重机智能化作业提供控制依据。
 1049
0
1049
0
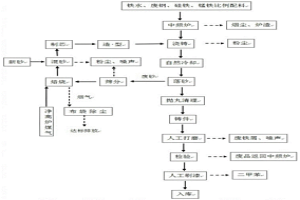
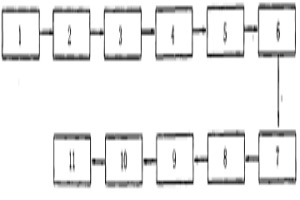
一种发动机缸体冷芯盒铸造工艺方法,属于冶金技术领域,其特征是:发动机缸体冷芯盒铸造工艺通过以下步骤依次进行:一、发动机缸体的铸造:1)、冷芯盒模具制备,2)、面包铁的熔化,3)、浇铸,4)、落砂,5)、清理,6)、产品检测;二、铸造后砂的处理1)、落砂后旧砂的筛分,2)、焙烧。本发明采用的缸体铸造工艺为冷芯盒砂型铸造,该铸造工艺高效、低能耗,产品尺寸精度高,缸体毛坯无需大量切削,少量的切削便可以满足发动机缸体的使用要求,发动机缸体内无需嵌入缸套,保证了缸体内纤维组织的流畅,能有效地延长缸体的使用寿命。另外,本发明冷芯盒制备原料,大量使用铸造使用后回收的再生砂,节约能源的同时节约了生产的成本。
 1045
0
1045
0
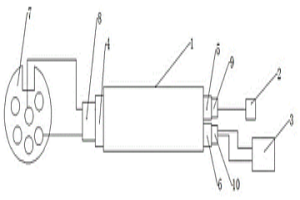
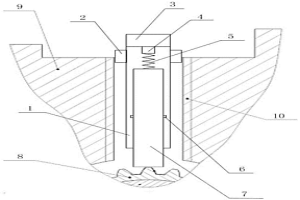
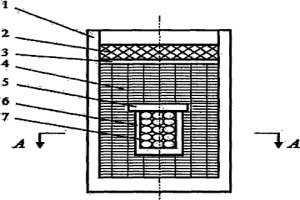
一种用于低温夏比冲击试验的传导式低温冲击致冷容器及其方法:其主要结构包括注入LN2装置、控制阀门、冷却体三部分。冷却体有:液池(10)内有溶液,溶液中浸泡有:热交换器(9)、快速降温器(7)、N2搅拌器(9)及试样导槽(8)。采用热交换、N2搅拌方法,使液池内形成均匀而稳定的冷却体传导给导槽中的试样以致冷,试样不接触溶液,从而实现送样自动化,缩短送试样时间,避免温度回升,提高检测质量和效率,保障安全。该容器可广泛用于冶金、机械、造船、化工等行业。
 942
0
942
0
本发明是一种用于生产大型及大直径铝合金锻件加工工艺的机械类的锻造类中的锻造件加工工艺。其特征是用铝合金锻件材料,代替钢、铜、镁、木材和塑料等材料,获得一系列优良特性的锻件。同时改变了一些传统的生产工艺和生产条件。铝合金锻件广泛用于航空航天、汽车、舰艇船舶、能源动力、电子通信、机械电器、石油化工、冶金矿山,兵器工业等领域。
 802
0
802
0
本实用新型涉及冶金机械,轻工等自动控制较高行业。一种传感器在线维护专用工具,特殊电缆中包裹有供电电缆和通讯电缆,特殊电缆的左侧设置有第一插座,特殊电缆的右侧设置有第二插座和第三插座,供电电缆连接第一插座和第二插座,供电电缆连接第三插座,通讯电缆连接第一插座和第三插座,手操器的信号线和电源线连接第三插头,24V电源的电源线连接第二插头,传感器的信号线和电源线连接第一插头;在使用过程中,第一插头插在第一插座,第二插头插在第二插座,第三插头插在第三插座。本实用新型采用在线式更换的方式,方便快捷,降低二次故障的产生概率,同时提高了作业安全系数。且此实用新型也可以离线进行设置,更加实用,便捷。
 1159
0
1159
0
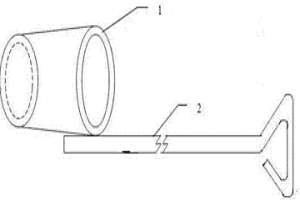
本实用新型涉及冶金企业生产辅助设施领域。一种快速准确安装磨头传感器的工具,包括筒体(1)、安装在筒体(1)头部的压力传感器(3)、圆柱杆(7)、弹簧(5),筒体(1)的下部开口,圆柱杆(7)一端通过筒体(1)的下部开口伸入筒体(1)中另一端伸出筒体(1),弹簧(5)处于圆柱杆(7)与压力传感器(3)的触头(4)之间。采用本实用新型工具配合安装磨头传感器,安装时省时省力,不易损坏传感器。
 954
0
954
0
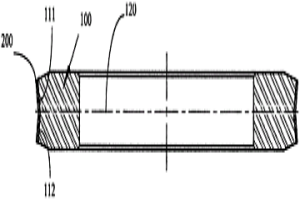
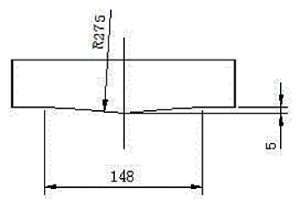
本实用新型公开一种板坯连铸结晶器,属于钢铁冶金领域,该连铸结晶器包括窄面铜板、宽面铜板和冷却装置;所述窄面铜板与钢液接触的一侧设有凸块,凸块的横截面形状为弧形,该弧形对应圆的半径为150~300mm,凸块的两侧平滑过渡到窄面铜板的基面上,过渡面与弧形的圆弧段相切,凸块的顶点与基面的垂直距离为5~12mm,凸块的水平长度为100~250mm;窄面铜板下方的窄面侧导装置中的侧导辊母线中部设有弧形段,该弧形段的结构与窄面铜板上凸块对应弧形的结构相同。本实用新型能拉出侧面微凹的连铸板坯,该连铸板坯经热轧后,侧翻宽度大幅降低,这大大提高了成品成材率。
 867
0
867
0
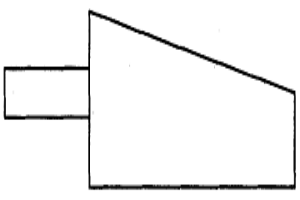
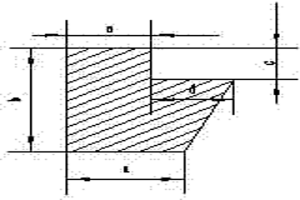
本实用新型属于冶金行业设备检修用辅助工具,特别涉及加热炉步进机械检修用支撑工具,它包括手柄、垫块,其特征是手柄呈U形,垫块为四棱台的实体,该四棱台相对的两个侧面为梯形,两个侧面和两个底面为矩形,手柄固定在垫块上。本实用新型结构简单,操作方便,解决了长期在支撑滚轮操作中无专用工具的问题,为轨道板、盘车、液压油缸等设备检修或更换的操作,节约了时间,提高了工作效率。
 1102
0
1102
0
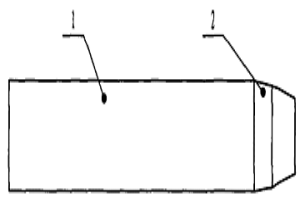
本实用新型属于冶金行业的生产设施,具体涉及一种二十辊轧机的一中间辊,它包括辊体,辊体的一端为锥体,其特征是锥体为二阶锥度,即为0.3度+0.7度。采用本实用新型轧制薄形板材,明显改善了辊系局部受力过大的状况,薄板材相应位置不均匀变形情况减轻,消除了二肋浪现象,轧制的薄板材质量明显提高。
 1037
0
1037
0
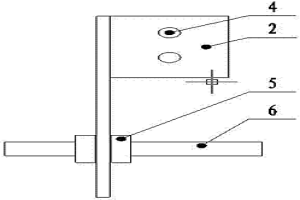
刷洗机刷辊接近开关感应装置,适用于冶金企业原料退火酸洗线电气自动化过程中控制、检测刷洗机刷辊行程及准确定位,它包括一块长板和一块短板,长板与短板之间成90度角并固定连接在一起,其特征是长板上设置12厘米×1.5厘米的长方形孔,螺纹杆穿过并设置在长方形孔上,螺纹杆通过两个螺母固定在长板上。本实用新型加工简单,能准确与接近开关配合,检测刷辊的位置,保证了不锈钢表面质量。
 1023
0
1023
0
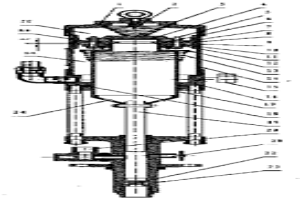
一种惯性差压式气动油、脂润滑泵,由气缸和油缸两部分组成,气缸体内装有活塞及配气机构,配气机构的螺栓与定位套依次穿过推顶套、密封圈、活塞通孔与封气盖螺纹连接,推顶套、密封圈、活塞通孔沿定位套轴向设有固定位移量。润滑泵利用设置在气缸上、下腔的配气弹簧限定活塞的上、下限位置,利用活塞的轴向惯性位移量以及定位套与活塞通孔之间的环形间隙构成气缸上、下腔之间压缩空气的换向通道,实现供油和吸油的工作循环过程。本实用新型性能稳定可靠,使用寿命长,在输出压力为0.6Mpa~31.5Mpa的范围内,能够按照要求输出设定压力、设定量的润滑油、润滑脂,可广泛应用于冶金行业、机械行业、船舶行业、行走机械等领域润滑油润滑脂的输送。
 792
0
792
0
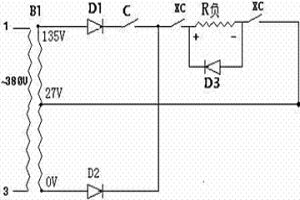
一种新型抱闸控制器,主要用于冶金企业退火生产线的设备制动控制,它由一台变压器、三只整流二极管、两个LC1-D25继电器和一个LADT2时间继电器组成,需要抱闸打开时,变压器B1、继电器XC及C受电,经过二极管D1整流,抱闸线圈上的电压为60V,抱闸线圈带动电磁机构将摩擦片打开,经过时间继电器2秒延时,继电器C失电,此时线圈由D2整流提供10V直流电压维持摩擦片在打开位置。需要抱闸抱住时,变压器B1、继电器XC及C失电,抱闸线圈上的反电势由二极管D3释放,抱闸动作机构由弹簧拉回原位将摩擦片合回,实现制动。本实用新型可以降低备件费用和减少因抱闸控制器故障引起的停车时间。
 1005
0
1005
0
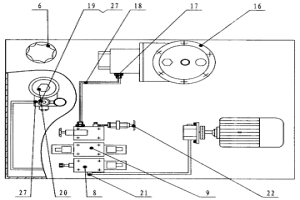
一种磨床用液压装置,属于冶金行业生产不锈钢过程中磨床翻钢设备中与磨床配套使用的设备,它包括电动机、油泵、油箱、过滤器、阀座及安装在阀座上的各电磁阀,油箱的箱内设置加热器、过滤器,油箱的外箱体上安装有电动机、油泵、阀座、回油过滤器,电动机经联轴器接油泵,油泵经管道与阀座、过滤器连接,阀座上安装夹紧电磁阀、翻钢电磁阀和电磁卸荷溢流阀,电磁卸荷溢流阀通过管道连接回油过滤器的输入口,回油过滤器的输出口通过管道连接油箱,其特征是电磁卸荷溢流阀线圈控制回路上安装继电器。本实用新型可以减少翻钢作业工序中,磨床翻钢系统设备故障的频率,减少了停产维修或更换设备所用的时间和费用,提高了生产效率。
 944
0
944
0
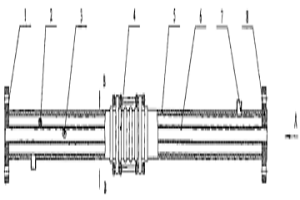
本实用新型涉及一种冶金行业的高炉喷吹煤粉输送装置,具体为一种高炉喷吹煤粉多级分段式加热输送管。解决了现有技术中存在的冷态的煤粉直接喷吹而影响燃烧率的问题。由至少一个加热单元组成,每个加热单元由内层的输送管和外层的加热管套接构成,输送管和加热管的两端之间为封闭状,加热管上分别开有介质进口和介质出口,在加热单元两端设有连接法兰,中部装配有膨胀节,以补偿受热后的变形量。本实用新型采用多级分段式加热方式即通过四个串联的加热单元逐级将煤粉加热至120~160℃。降低焦炭消耗和生铁成本,经济效益显着。同时加热后煤粉流动性增强,更有利于输送。
 807
0
807
0
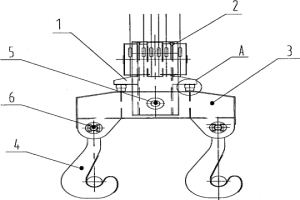
一种吊运电炉钢水包的四板钩吊具,涉及冶金起重机的吊具。本实用新型包括:吊具横梁1,与吊具横梁1连接的动滑轮组2,在吊具横梁1下方的两边分别通过联接件铰接板钩4,其特征在于:在所述吊具横梁1下方的两边分别通过铰轴5与两个小横梁3的中部铰接,在两个小横梁3的两端通过铰轴6分别与四个板钩4铰接,形成四板钩吊具。在两个所述小横梁3上方与所述吊具横梁1之间分别对称设置四个缓冲器7,所述缓冲器7与所述小横梁3之间留有一定的间隙t。本实用新型解决了由于电炉用钢水包外型尺寸大、重心偏,采用常规双板钩吊具吊运时,存在着不安全的隐患问题。
 895
0
895
0
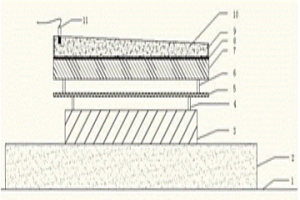
一种不锈钢‑铜‑镁合金复合板的爆炸焊接加工方法,属于复合板制备技术领域,其特征在于:使用不锈钢为复层,镁合金为基层,薄铜板为过渡层,使用膨化硝铵混合炸药作为爆炸能源。本发明根据不锈钢与镁合金两种材料冶金上难溶的特点,采用铜作为过渡层进行爆炸焊接。爆炸焊接前对镁合金板进行退火处理,机械打磨不锈钢、铜板、镁合金板待结合面,将不锈钢、薄铜板、镁合金组合后,安装在土质地基上,地基上铺设橡胶层,采用膨化硝铵混合炸药,电雷管远程引爆。本发明操作简单,经济,界面结合率99.8%,界面结合强度165~183Mpa,是制备不锈钢铜镁合金层状复合板的可行方法。
 1092
0
1092
0
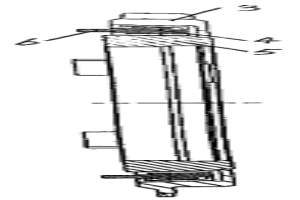
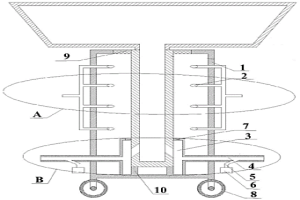
本发明公开了一种浸入式水口在线烘烤装置及方法,属于钢铁冶金技术领域。一种浸入式水口在线烘烤装置,包括炉体、燃烧喷咀、进气管、出风管、水口管、气体压缩机;炉体为空心内腔的圆柱结构,炉体内腔壁的顶端设置有可水平伸缩的弹簧透气支架,底部中间位置设置有底座、炉体的侧壁上开设通孔,燃烧喷咀穿过通孔固定在炉体内腔中;水口管为空心圆柱结构,同心套设固定在底座外的炉体内腔底端,顶端位于炉体内腔的中下部位置,顶端的内部设置有隔热棉;出风管为空心圆管,一端与水口管连通,另一端固定在炉体外;出风管的中间位置连通进气管,进气管与气体压缩机连接。本发明结构简单,使用方便、能耗低,利于连铸的顺利进行以及延长水口的寿命。
 941
0
941
0
本发明公开一种可提高碳化硅质量的方法及艾奇逊炉,通过将原有单层炉芯板改为层间距为450mmm的双层炉芯板,选用冶金焦粉与石英砂按照体积比7:3均匀混合成新的第一保温料设于炉芯板间隙内,其余可用一般现有的第二保温料设于外层炉芯板与炉墙之间,这样能有效降低新的第一保温料的使用成本,杜绝大量现有保温料累积造成环境影响。且艾奇逊石墨化炉产生的碳化硅主要集中在靠近产品的保温料处,大约450mm厚,采用新的第一保温料,有效节约成本的同时增加了优质碳化硅的产量。
 888
0
888
0
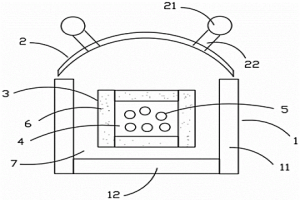
本发明公开了一种煅烧制备新材料的防氧化装置及方法,属于冶金化工设备领域,所述防氧化装置包括带有小坩埚盖(5)的小坩埚(6)和大坩埚(1),待煅烧的材料(7)盛装在小坩埚(6)中,小坩埚(6)放置在大坩埚(1)内部,大坩埚(1)下部填充有能够完全包埋住小坩埚(6)的高温亲氧粉末(4),大坩埚(1)上部填有用于密封大坩埚(1)的密封层(2)。本装置通过内外两个系统简单而有效的结合,既防止了材料氧化,又保证了煅烧化学反应正常进行,操作方便,省时安全,成本低廉,非常适合于一般的教学和实验,以及不经常使用或间断性使用的中小型工业生产用户。
 731
0
731
0
一种消除炼钢辅料膨胀性的方法,属于冶金炼钢辅料检测技术领域,(1)膨胀材料判断:将炼钢辅料按照GB/T219制样要求制成三角锥形试锥,试锥在室温下放置至少12小时晾干或在90~110℃烘箱内烘干半小时,使试锥成为含水率小于0.5%的干燥试锥;将干燥试锥放入1300℃炉中,瞬间试锥溃散,即试锥中含有膨胀材料;(2)研磨:即采用振动磨在1200r/min~1400r/min的转速下研磨至少70秒;(3)预烧保温:即在900℃~1100℃温度下焙烧并保温10min~30min;预烧升温速率是10℃/min。本发明在太钢技术中心耐火实验室炼钢辅料熔点检测中试验,解决了物料膨胀对熔点检测的干扰,排除了物料膨胀对熔点检测的干扰,效果显著。
中冶有色为您提供最新的山西有色金属冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!






































































 2025年10月23日 ~ 25日
2025年10月23日 ~ 25日 


碳基材料大会")




")





