全部
▼
热搜:
 1183
1183
 0
0
本发明属于冶金技术领域,提供了大厚度高韧性低碳当量超宽S355J2钢板及生产方法。钢板的化学成分组成及各成分的质量百分含量为:C:0.14%~0.17%、Si:0.35%~0.50%、Mn:1.30%~1.50%、P≤0.015%、S≤0.005%、Nb:0.020%~0.035%,余量为Fe和不可避免的杂质,钢板的碳当量Ceq≤0.42%。钢板的生产过程包括冶炼、连铸、电渣重熔、加热、轧制、扩氢缓冷、热处理等工序。本发明提供的钢板最大厚度达260mm,具有良好的综合性能,且制备工艺简单,易于操作,成材率高,适合于所有有条件的厚板厂生产。
 1067
0
1067
0
一种改善要求低温冲击性能Cr‑Mo钢表面质量的生产方法,属于冶金技术领域。其包括冶炼、加热、轧制、抛丸、热处理工序;其浇注时采用电磁搅拌工艺;加热工序,加热温度1200~1220℃,保温时间120~180min;轧制工序采用粗轧+精轧+轧后冷却工艺;热处理工序正火处理时加热炉内残氧量为0.005~0.01%;所述Cr‑Mo钢时采用低Ni,P、Sn、C、高Cr、Mo的成分设计。采用上述方法生产的Cr‑Mo钢板表面质量良好,修磨率低,钢板组织均匀,冲击性能得到明显改善,生产成本较低。
 1189
0
1189
0
本发明公开了一种高性能耐磨钢板及其生产方法,属于冶金技术领域,所述钢板由以下质量百分含量的组分组成:C:0.41%~0.47%,Si:0.10%~0.50%,Mn:0.5%~1.00%,P≤0.010%,S≤0.005%,Cr:0.15%~0.40%,Ni:1.5%~2.50%,Al:0.020%~0.050%,Mo:0.25%~0.50%,Ti:0.010%~0.020%,V:0.020%~0.04%,B:0.0008%~0.002%,余量为Fe和不可避免的杂质。生产方法包括冶炼连铸工序、加热、轧制工序和热处理工序;所述轧制工序采用二阶段控轧工艺。本发明的高级别耐磨钢板最大厚度可达到60mm,具有强度适中、板厚1/4处‑20℃低温冲击韧性优良的特点,有广阔的应用前景。
 957
0
957
0
本发明涉及一种提高大厚度合金钢板切割质量的生产方法,属于冶金行业板材轧制技术领域。技术方案是:按照以下步骤进行操作:(1)将钢板加热至620‑660℃,保温60‑100min,冷却至250‑270℃出炉;(2)钢板出炉后自然冷却到180‑210℃后开始切割,切割速度0.08‑0.1m/min;(3)将保温棉覆盖在切割后的钢板上进行保温,保温时间5‑10h。本发明的有益效果是:能够提高120~200mm大厚度合金钢板切割质量,减少放炮、锯齿、切割裂纹等缺陷。
 1003
0
1003
0
本发明属于冶金技术领域,涉及一种高铬合金钢板的加热和轧制方法,其包括加热、轧制、堆垛缓冷工序;所述加热工序为将钢锭置于加热炉中,采用弱氧化气氛,控制氧气含量为1‑3%,并采用四阶段渐进式的加热方式。本发明采用渐进式加热方法,在高温时完成轧制,并在轧后堆垛缓冷,大幅度减少了钢板在轧制过程中产生裂纹的几率,提高了钢板轧制的成材率,降低了生产成本。本发明的高铬合金钢板表面光洁无裂纹,边缘整齐,满足使用要求。
 1219
0
1219
0
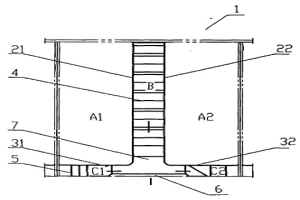
本发明公开了一种采用电渣锭生产高品质特厚封头用钢板的方法,属于冶金技术领域,所述方法包括电渣锭清理、均热炉加热、直接轧制成材、特厚板矫直、加热扩氢缓冷工序。本发明生产的高品质特厚封头用钢板厚度≤200mm、宽度≤3850mm;钢板探伤满足NB/T47013.3‑2015 I级;钢板组织致密、均匀,以粒状珠光体和铁素体为主,其中铁素体占比≥35%,晶粒度≥8.0级,A、B、C、D及DS类均≤1.0级,钢板板型不平度≤4mm/2m、≤6mm/5m。
 1194
0
1194
0
一种钢锭直接轧制成材铬钼钢板的生产方法,属于冶金技术领域。其包括钢锭浇注、退火、加热、轧制及热处理工序;所述加热工序包括:(1)去应力阶梯加热步骤:钢锭先在680~730℃保温6~7h,之后在890~930℃保温2~3h;(2)低温长时保温步骤:钢锭加热至1240~1280℃保温,保温时间15~18h,炉压控制在0~3MPa;(3)出钢前翻面步骤:钢锭出炉前4~6h翻面加热。本发明生产的钢板单重15‑35t,钢板表面质量良好,修磨量少,探伤合格率≥97%;钢板经高温长时模焊处理后454℃高温拉伸屈服强度≥338MPa,抗拉强度≥461MPa。
 1113
0
1113
0
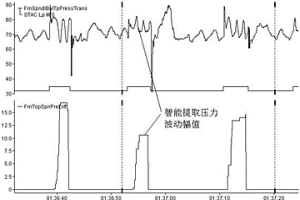
本发明涉及一种轧机轧辊的主连接轴故障快速预判方法,属于冶金技术领域。本发明的技术方案是:通过检测对大连接轴外部干扰最小的时候,接轴平衡的压力的波动幅值来判断大连接轴是否出现损伤。本发明的有益效果是:大连接轴即使出现轻微的晃动也能够及时检测出现,可以及时有效的自动判断出大连接轴的运行状态,确保大连接轴不会出现观察不及时导致的大连接轴、十字包、轧辊辊勃断裂损伤。提前发现问题,后期计划内检修避免设备事故扩大化。
 1202
0
1202
0
本发明涉及一种预制构件用绿色早强通用硅酸盐水泥及其制备方法,按重量分数有以下组成部分:普通硅酸盐水泥熟料65~90份,矿粉1~15份,建筑垃圾再生微粉1~10份,粉煤灰1~10份,冶金废渣1~10份,氧化石墨烯0.03~0.05份,石墨烯0.03~0.08份,脱硫石膏5份,助磨剂0.02~0.05份。与现有技术相比,使用本发明方法制得的水泥能显著提高水泥性能,满足高层预制构件使用性能要求,又能节约资源的消耗,减少污染物排放,兼顾社会效益,具有很好的推广价值。
 965
0
965
0
本发明一种抗氢致开裂12Cr2Mo1R钢板生产方法,属于钢铁冶金技术领域。生产方法包括精炼、VD真空处理、浇注、轧制、热处理工序;精炼工序采用C+Al复合脱氧,加C粉至钢液C含量0.07‑0.08%,之后采用Al脱氧,喂Al线至钢液Al含量0.5‑0.7%。本发明生产的12Cr2Mo1R钢板,钢板屈服强度390‑450MPa,抗拉强度540‑600MPa,‑30℃冲击吸收能量≥120J,钢板全部满足GB/T 713‑2014中规定的抗氢致开裂(HIC)性能Ⅰ级标准,其中裂纹敏感率(CSR)≤0.4%,裂纹长度率(CLR)≤3%,裂纹宽度率(CTR)≤1%。
 767
0
767
0
一种陶瓷‑石墨复合材料炊具,所述炊具是由陶瓷粉和石墨粉组成的混合粉剂与外加剂混合后采用粉末冶金工艺制备而成,其中,按照重量百分比,所述陶瓷粉和石墨粉的混合粉剂含量为93‑97%,外加剂的含量为3‑7%,陶瓷粉和石墨粉的混合粉剂中,所述陶瓷粉占比为75‑90%,所述石墨粉的占比为10‑25%,所述外加剂为铝基复合粘接剂。本发明的炊具兼具陶瓷的强硬度与石墨材质的优良性能,其综合性能远远优于传统的陶瓷炊具与单一的石墨炊具,其不但能够满足金属器械的触碰,还具有一定的塑韧性与强度,不易碎裂。
 948
0
948
0
本发明公开了一种减少低硅临氢钢尾部面积缺陷的生产方法,属于冶金技术领域。该方法包括精炼和浇铸工序得到钢锭,所述钢锭经清理、加热及轧制后得到钢板;所述精炼工序采用两次扒渣工艺,即钢包炉脱磷后一次扒渣及脱磷完毕加入Si含量在0.8~1.3%的低碳铬铁合金,进行合金化后二次扒渣。本发明采用优化精炼与模铸工艺相结合的工艺处理方法,通过选择适当的出钢量、扒渣时机、真空后软吹时间和过热度等工艺参数来实现探伤合格率的提高,实现了低合金成本生产大单重、大厚度严格探伤要求的低硅临氢钢的目的,本方法具有广泛的应用价值。
 1134
0
1134
0
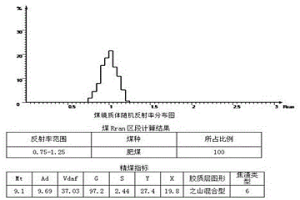
本发明属于冶金焦生产技术领域,公开一种掺入高硫气肥煤的捣固炼焦煤配煤方法,在捣固配煤方案中配入高气硫肥煤,其捣固炼焦煤组分及重量百分比为:1/3焦煤:20%~30%;高硫气肥煤:10%~25%;粘结指数G≥83%的主焦煤:20%~40%;粘结指数G≥65%瘦焦煤:15%~25%;粘结指数13%≤G≤17%贫瘦煤:5%~10%;粘结指数50%≤G≤55%瘦煤:8%~10%,炼焦配合煤粘结指数G值79%~85%,Y值为14mm~17mm,Std为0.7%~0.95%。本发明在现有配煤方法的基础上,掺入高硫气肥煤,进一步优化配煤方法,并寻找最优配煤方案,实现了降低炼焦成本的同时保证焦炭含硫达到国标要求的技术效果。
 841
0
841
0
本发明属于冶金技术领域,涉及一种高塑性热轧核电用钢板及其生产方法,所述钢板化学成分组成及质量百分含量为:C:0.12~0.14%,Si≤0.35%,Mn:1.30~1.40%,P≤0.010%,S≤0.005%,Nb:0.010~0.020%,其余为Fe及不可避免的杂质。所述生产方法包括加热、开坯轧制、再次加热、Ⅱ阶段控制轧制、ACC水冷、矫直工序。本发明通过对钢板成分、轧制和ACC水冷工艺进行调整,改善了钢板的中心偏析,提高了钢板内部晶粒度,满足了高塑性钢板的需求。
 1061
0
1061
0
本发明涉及一种电站锅炉汽包用大厚度SA299钢板的生产方法,属于炼钢生产技术领域。技术方案是包含冶炼、浇铸、加热、轧制、冷却、正火工序,本发明生产出的钢板的厚度为151-230mm,最大厚度超过ASMESA299/SA299M标准极限200mm规格。本发明的有益效果是:可生产钢板厚度大,生产出钢板的厚度为151-230mm;具有钢质纯净,P≤0.015%,S≤0.005%;钢板强韧性匹配良好,高温拉伸强度稳定,钢的冶金水平较高,力学性能达到国外水平,满足电站锅炉汽包用钢板的要求,可应用于电站锅炉汽包的制造。
 1586
0
1586
0
本发明公开了一种高品质海上石油建设用钢板及其生产方法,属于冶金技术领域。所述钢板化学成分组成及质量百分含量为:C:0.04~0.06%,Si:0.10~0.30%,Mn:1.55~1.65%,P≤0.005%,S≤0.003%,Ni≤0.30%,Cr:1.30~1.50%,Al:0.020~0.030%,Cu:0.05~0.15%,N≤0.005%,H≤0.0002%,Nb:0.015~0.025%,其余为铁和不可避免的杂质。其生产方法包括冶炼、保护浇铸、双机架TMCP控制轧制工序。本发明钢板钢质纯净度,内部组织致密,具有高耐海水腐蚀性、高强韧性、低屈强比,良好的焊接性能和抗层状撕裂性能。
 1021
0
1021
0
一种低温冲击韧性良好的P265GH钢板的生产方法,属于冶金技术领域。其技术方案为:冶炼工序,控制中间包过热度15~30℃,连铸采用电磁搅拌和动态轻压下工艺;粗轧及精轧阶段确保2~3道次的道次压下量30~35mm,粗轧至钢板成品厚度的2.2~2.5倍转精轧,精轧开轧温度850~880℃,终轧温度800~820℃,轧后水冷至650~700℃;热处理工序,正火后风冷;所述钢板成分中包含C:0.12~0.14%,Mn:1.10~1.30%,Nb:0.015~0.020%,P≤0.007%,S≤0.003%。本发明生产P265GH钢板质量良好,综合性能稳定,‑35℃低温冲击性≥100J,生产成本低。
 972
0
972
0
一种大厚度大单重加钒铬钼钢板及其生产方法,属于冶金技术领域。所述钢板化学成分及重量含量为C:0.12~0.14%,Si:0.06~0.08%,Mn:0.4~0.6%,P:0.007~0.009%,S≤0.004%,Cr:2.2~2.5%,Mo:1.0~1.1%,V:0.28~0.35%,Ni:0.1~0.2%,Nb≤0.05%,Cu≤0.2%,Sb≤0.003%,Sn≤0.004%,As≤0.005%,余量为Fe和不可避免的杂质。其生产方法包括冶炼模铸、铸锭退火、开坯退火、机械处理、钢坯退火、热轧、热处理工序。本发明可降低钢板表面产生裂纹的风险,冷弯性能好,可广泛用于加氢反应器等设备上。
 1262
0
1262
0
本发明涉及一种连铸机扇形段在线换辊检修工艺,属于冶金连铸技术领域。技术方案是:整个扇形段依次顺序划分为1#-16#段;对1#~7#段扇形段外弧辊子和8#-16#段扇形段的内、外弧辊子分别进行在线更换和检修。本发明优点和效果:对单辊进行在线更换检修,避免整台扇形段未达到周期而下线,降低劳动强度,减少检修人员,节省检修费用,减少检修时间,减少热停时间。
 911
0
911
0
本发明公开了高韧性大厚度大单重690MPa级钢板的热处理方法,属于冶金技术领域。热处理方法包括热处理工序、冷却工序;热处理工序采用二次淬火+回火工艺;第一次淬火过程中,淬火温度为920~930℃,保温系数2.3~2.6min/mm;第二次淬火过程中,淬火温度为900~910℃,保温系数2.3~2.6min/mm;回火过程中,回火温度为620~640℃,保温时间3.0~4.0min/mm。本发明提高了690MPa大厚度大单重钢板韧性,获得的钢板力学性能良好、板厚1/4处和板厚1/2处‑40℃冲击功及Z向断面收缩率较高。
 758
0
758
0
一种高韧性调质型Q960钢板及其生产方法,属于冶金技术领域。所述钢板的化学成分及质量百分含量为C:0.16~0.18%,Si:0.2~0.4%,Mn:1.3~1.4%,P≤0.015%,S≤0.005%,Cr:0.25~0.32%,Mo:0.40~0.45%,Nb:0.02~0.03%,Ti:0.015~0.025%,B:0.0012~0.002%,余量为Fe和不可避免的杂质。其生产方法包括冶炼、LF精炼、真空处理、连铸、加热、轧制、淬火、回火工序。本发明不添加Ni、V元素,生产成本低;强化控轧工艺,采用两相区的淬火工艺,保证钢板的强韧性满足要求。
 1071
0
1071
0
本发明涉及一种加氢设备用超大厚度临氢铬钼钢板及其生产方法,属于钢铁冶金技术领域。技术方案是:钢板由以下重量百分含量的组分组成:C≤0.15%,Si≤0.10%,Mn:0.30-0.60%,P≤0.007%,S≤0.005%,Cr:2.00-2.50%,Mo:0.90-1.10%,Nb≤0.02%,Cu≤0.20%,Ni≤0.20%,Sb≤0.003%,Sn≤0.005%,As≤0.016%,O≤0.003%,N≤0.008%,H≤0.0002%,Ti≤0.03余量为Fe和不可避免的杂质,采用电弧炉冶炼、模铸的方式生产出单重达80吨的圆型钢锭,通过锻造开坯、轧制和正火+加速冷却+回火的热处理工艺生产制备,生产的加氢设备用超大厚度铬钼钢板的最大厚度可达到256mm,单块成品钢板最大单重达60吨,钢板的冷弯性能好,材料制作时不开裂,回弹性好,减少了劳动强度,节约了工时和提高了材料的利用率。
 891
0
891
0
一种石墨炊具,按照重量份数,所述石墨炊具是由85‑95份石墨粉和15‑25份硅粉作为主料、3‑5份氧化铝、3‑5份烧结助剂和3‑5份粘接剂作为辅料,并添加4‑6份外加剂均匀混合后,通过粉末冶金工艺制备而成,其中,所述外加剂是由水溶性淀粉、碱性硅溶胶和无水酒精按照1:1:7的重量比混合而成。本发明的石墨炊具,具有良好的塑韧性与强度,且制备工艺简单、生产成本低廉。
 824
0
824
0
本发明公开了一种提高大单重高合金电渣锭合格率方法,属于钢铁冶金技术领域。本发明方法方法包括脱模、电渣重熔、带温清理、轧前加热、轧制工序;所述脱模工序,电渣锭开始脱模后,头部温度降至400‑500℃时,在头部1.2‑1.5m处采用保温棉保温处理,控制温降速度≤7℃/h,电渣锭整体脱模后,头部温度300‑350℃。采用本发明方法生产的电渣锭单重50‑55t,Cr、Mo、V合金总量3.5‑4.5%,钢板探伤合格率≥97%,板型合格率≥99%,表面合格率≥99%。

 966
0
966
0
一种低成本高合金Cr‑Mo管件钢板及生产方法,属于冶金技术领域。所述钢板的化学成分及质量百分含量为:C:0.09~0.11%,Si:0.15~0.19%,P≤0.006%,S≤0.004%,Cr:4.00~4.14%,Mo:0.61~0.65%,Alt:0.020~0.040%,余量为Fe及不可避免的杂质元素。其生产方法包括加热、轧制、热处理工序,热处理工序采用正火+回火工艺。本发明通过优化成分,降低了C、Si、Cr、Mo的含量,采用控轧控冷+热处理工艺得到贝氏体+铁素体的复相组织,钢板板厚1/4位置屈服强度≥350MPa,抗拉强度550~690MPa,板厚1/4位置‑10℃冲击功≥80J。
 1151
0
1151
0
本发明公开了一种热轧交货保证高表面质量钢板的生产方法,属于冶金技术领域。轧制方法包括钢坯加热工序、板坯轧制工序;所述钢坯加热工序,在炉内每道钢坯距离炉头2800‑3500mm;钢板成品宽度H=(1.2‑1.8)×h,其中h为钢坯宽度,H为钢板成品宽度,单位为mm。本发明方法提高钢板表面质量,简化生产工序,满足了工程机械装备市场的需求。
 911
0
911
0
本发明公开了一种反应烧结注浆成型碳化硅陶瓷的制备方法,采用气流磨生产且经过颗粒整形的粒型饱和的两种碳化硅微粉,粒径50μm和5μm,相对掺加比例范围为1:1~10:1,采用粒径为20nm~100nm的色素碳黑或冶金碳黑作为碳源,掺加比例为1%~15%,采用新型高效粘结剂,为丙烯酰胺、聚乙烯吡咯烷酮、聚羧酸、聚乙烯醇缩甲醛、氨基乙醇、四甲基氢氧化铵、顺丁烯二酸酐、聚丙烯酸中的多种或全部,采用体积比为10%~40%的去离子水;本发明通过控制合适的碳化硅原料粒型和粒度级配、合适的配碳量以及合适的粘结剂,可制备出游离硅残留低且分布均匀,基本不含游离碳,产品密度高、产品强度高的碳化硅陶瓷,可应用于轻质装甲、航空航天材料以及反应堆容器等领域。
 1155
0
1155
0
一种气化炉用铬钼钢板的焊后热处理工艺,属于冶金技术领域。其包括以下步骤:(1)预热升温:钢板在炉温300~400℃时装炉,匀速升温至600~640℃;(2)一次保温:钢板在600~640℃保温5~7h;(3)二次升温:一次保温结束后钢板不出炉,随即匀速升温至680~705℃;(4)二次保温:钢板在680~705℃保温24~26h;(5)钢板缓冷:二次保温结束后,钢板随炉匀速降温至炉温300~400℃,之后出炉空冷。本发明可显著减少钢板焊后容易在焊缝及热影响区产生热裂纹和延迟裂纹的问题;所得钢板板厚1/2处抗拉强度530‑590MPa、‑18℃冲击功平均值≥80J,焊后开裂计划外率≤0.6%。
北方有色为您提供最新的河南平顶山有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!

 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日  2026年03月20日 ~ 22日
2026年03月20日 ~ 22日  2026年03月25日 ~ 27日
2026年03月25日 ~ 27日  2026年03月26日 ~ 28日
2026年03月26日 ~ 28日  2026年03月27日 ~ 29日
2026年03月27日 ~ 29日 





































































