全部
▼
热搜:
 1037
1037
 0
0
本发明公开了一种硬质合金顶锤脱蜡烧结方法,依次包括以下步骤:450摄氏度以前进行氢脱蜡,在450至600摄氏度之间充入氩气进行负压脱蜡,然后从600升温至1250摄氏度进行真空烧结,再充入氩气从1250摄氏度到1415摄氏度进行加压烧结,最后保温60分钟再冷却至室温。本发明的优点是:使用正压氢气脱蜡与负压氩气脱蜡相配合的脱蜡方式,排蜡过程由原先的5天降低至2天以内,并且烧结过程中烧结炉内加以氩气,保证产品内无空隙缺陷,提高产品强度。
 950
0
950
0
本发明公开了一种机械用纳米氮化硅轴承材料及其制备方法,所述材料按照重量份数计,由以下原料制成:纳米氮化硅14-18份、氧化锆58-62份、硅9-13份、镍1-2份、镁3-4份、锗1.2-1.8份、聚四氟乙烯粉5-7份、聚乙烯醇2.8-3.4份、竹炭粉0.4-0.8份、油酸3-5份、硬脂酸钙0.8-1.2份、氧化铝5-7份、膨润土1.5-2.5份、磷酸三苯酯1.5-2.5份;经原料的预处理、液压成型,真空烧结得毛坯;经表面磨削、去毛刺处理,然后浸油得到。本发明制备的轴承材料具有非常好的耐磨损性能和机械强度,使用寿命延长,可广泛应用于能源、化工、钢铁冶金等重型机械装备中。
 937
0
937
0
一种气动或电动工具打击块的制造方法,依次包括如下步骤:①准备好原料,即铁、铬、钼、镍、碳及铜的混合粉,然后加入所需含量的润滑剂;②将上述混合粉在压力大于600MPa的压机上压制成密度大于7.3g/cm3的块状零件;③烧结,将该块状零件在温度1100℃~1350℃中进行烧结,烧结的时间为10~30分钟以上,烧结在真空烧结炉中进行;④热处理,根据烧结零件的化学成分要求,确定热处理工艺,热处理淬火温度为800~1000℃,保温30~45分钟,回火温度为150~400℃,保温110~130分钟。上述百分比为质量百分比。与现有技术相比,本发明的优点在于,制作工艺简单,具有精度高、表面光滑度好,有效地消除了锻造过程由于在高温下进行而模具易产生龟裂的难题,从而降低了生产成本,提高了生产效率。因此是值得推广的制造方法。
 1072
0
1072
0
本发明涉及手机配件,具体涉及一种手机卡托的制造方法。本发明的方案包括以下步骤:(1)将不锈钢粉末与有机高分子材料混合、造粒;(2)对造粒后的混合物在成型模具里进行注射成型,注射温度181~200℃,压力60~120MPa,模温110~130℃,注射获得手机卡托胚件;(3)注射后对胚件进行脱脂,脱脂温度100~120℃,时间0.5~3小时,得脱脂件;(4)脱脂后对产品进行真空烧结,烧结温度1000~1500℃,烧结真空度为1~50000Pa,并采用惰性气体为烧结保护气氛;烧结件进行校正机加工,即得手机卡托产品。本发明的方法制造出来的手机卡托一致性好,还具有高强度和高耐腐蚀的优点。
 1085
0
1085
0
本申请涉及铜合金领域,具体公开了一种高强高导铜合金的制备工艺及制得的铜合金,铜合金的制备工艺包括以下步骤:步骤一,将原料铜进行熔融并加入复合金属粉料,并在复合气体吹扫下保温1‑2h,制得半成品铜合金;步骤二,将半成品铜合金进行气流磨,并加入复合剂混合均匀,随后压制成型,并进行真空烧结,获得烧坯;步骤三,将烧坯进行破碎磨粉,加入稀土金属搅拌混合均匀后制得混料,将混料再次压制成型后进行真空细化工艺,制得细化压坯;步骤四,将细化压坯进行渗碳处理,随后进行二次烧结,获得成型铜合金;步骤五,将成型铜合金进行退火处理,制得铜合金产品。通过上述制备工艺制得的铜合金强度高,耐腐蚀性佳且导电性优异。
 856
0
856
0
本发明公开了一种碳化硼复合材料的无压烧结制备方法,制备原料为碳化硼83~94.9%,硼化铪1~6%,二氧化钛1~5%,碳0.1~6%,粘结剂2~20%,聚酰亚胺0.5~5%,分散剂0.5‑2%;将物料经过球磨、喷雾干燥、过筛烘干、混合、压制成型、素坯真空烧结等步骤制成碳化硼复合材料。本发明碳化硼陶瓷复合材料配伍合理,在碳化硼粉的基础上,添加一定量的硼化铪、二氧化钛以作为增韧相,并控制优化的制备工艺条件,使制得的碳化硼复合材料在具有高硬度、比重小、耐高温、化学稳定性好、热膨胀系数小、导热率好等特点的同时韧性提高。
 756
0
756
0
本发明公开了一种高电阻率2:17型钐钴永磁体的制备方法,包括:一、干磨;取2:17型钐钴磁粉,在惰性气体操作箱中将磁粉加入到球磨罐中,然后向球磨罐中充满惰性气体进行球磨;二、湿磨;在惰性气体操作箱中向上述干磨的球磨罐继续加入固体表面活性剂与足量极性溶剂,继续球磨,得到混有表面活性剂的片层状磁粉;固体表面活性剂加入量为钐钴磁粉的1 wt%~10 wt%;三、压制烧结;最后球磨完的混合粉料在惰性气体气氛下通过甩干机甩干,然后压制成型,真空烧结,时效处理后,得到高电阻率永磁体;上述步骤均在惰性气体气氛下操作。本发明的有益效果是:采用干磨与湿磨相结合的方法,制备得到的永磁体不仅具备较高的电阻率,并且其磁性能也能基本得到保持。
 1059
0
1059
0
本发明属于永磁材料领域,具体公开一种制备烧结钕铁硼磁钢的方法。本发明的制备方法包括如下步骤:将所述钕铁硼合金细粉与添加剂混合,然后将混合后的钕铁硼合金细粉置于成型压机中压制成生坯,将所述生坯传送至真空烧结炉内进行热处理得到毛胚,出炉后的毛胚经过打磨、酸洗磷化工艺得到钕铁硼磁钢;所述成型压机与烧结炉相连接,所述压制、传送及热处理皆在惰性气体保护下进行。本发明的制备方法无需冷等静压,不仅缩短了工艺流程,生产成本低,而且不会破坏生坯中晶粒的取向度,毛坯取向度更高,所制备的钕铁硼磁钢剩磁高。
 1227
0
1227
0
本发明涉及一种烧结钕铁硼磁体的方法,属于稀土磁材料技术领域。按钕铁硼磁体的配方Pr6-8Nd22-24B1-1.2Nb0.2-0.5Co1-2Al0.5-0.8Fe63.5-69.3称取原料并进行熔炼,浇注成甩片;将甩片氢碎、气流磨制成平均粒度为3μm-5μm的粉末;将粉末先取向,然后压制成型,再在180-200MPa下加压进行等静压处理,保压16s-22s形成坯件;最后将坯件置于真空烧结炉中先进行脱氢,再在1050-1060℃、真空度为2E-2帕的条件下高温烧结,然后回火,最后采用氮气风冷至常温出炉得到钕铁硼磁体。本发明的制备方法简单易行,制得的钕铁硼磁体性能较好。
 957
0
957
0
本发明公开了一种磁控溅射烧结系钕铁硼磁体晶界扩散防粘连的处理方法:将磁控溅射稀土金属薄膜层后的钕铁硼磁体浸入处理液中,所述处理液为乙醇、聚合物、粘结剂的混合物,然后取出浸泡后的磁体加热挥发溶剂,在磁体表面形成胶膜,再将形成胶膜的磁体紧密叠放,装入烧结容器中,再将烧结容器放入真空烧结炉中进行高温晶界扩散热处理,制得稀土金属扩散烧结系钕铁硼磁体。本发明通过浸泡处理液,在磁控溅射后钕铁硼磁体表面形成薄薄的一层胶膜,使得在高温烧结扩散过程中磁体与磁体接触不会产生粘连现象,而且提高了装载量,提高了生产效率。磁体之间的彼此接触还提高了稀土金属的扩散效率,增加了磁体性能。
 1179
0
1179
0
本发明公开了一种制备高矫顽力钕铁硼磁体的方法,包括如下步骤:1)制取钕铁硼粗粉;2)将上述钕铁硼粗粉与1mol/L的硅烷水溶液混合,进行球磨2~4小时;3)往步骤2)中的球磨产物中再加入含Dy或Tb化合物,继续球磨2~4小时;4)将球磨产物洗涤干燥,干燥后产物煅烧1~2小时;5)将步骤4)中的煅烧产物磨成细粉,然后进行磁场取向成型,等静压,真空烧结和回火热处理制得钕铁硼永磁材料。本发明相对于传统的制备钕铁硼磁体的工艺而言省略了气流磨这一环节,节约了能耗;通过硅烷支链化再附着重稀土元素的工艺步骤简单,易操作;所得钕铁硼磁体中晶粒细小,重稀土元素在晶界处分布均匀,所得磁体矫顽力高。
 884
0
884
0
本发明公开了一种低成本高性能烧结钕铁硼磁体的制备方法,包括如下步骤:将原料中的镝铁合金和铽铁合金一起放入真空熔炼炉中熔炼,进行除渣,去除氧化皮,得到铽镝铁合金;将除镝铁合金和铽铁合金之外的其他原料进行真空熔炼得到主合金铸锭;铽镝铁合金进行高能球磨,制得纳米粉;主合金铸锭进行制粉,得到主合金粉末;将所得的纳米粉与主合金粉末在混料机中混合均匀;所得的混合粉进行磁场取向成型,然后等静压压成密度大于4~5g/cm3的坯料;坯料在含有氮气或氩气等惰性气体的中间过渡室中进入烧结热处理炉,在高温真空烧结、真空时效热处理、间歇风冷后制备高性能磁体。此方法制备磁体需要镝或铽用量少,成本低且所得磁体性能高。
 930
0
930
0
本发明公开了一种耐腐蚀的富镧铈烧结钕铁硼磁体及制造方法。它具体操作步骤如下:制得富镧铈元素钕铁硼稀土永磁材料合金;制得富Co合金材料;对富镧铈元素钕铁硼稀土永磁材料合金进行破碎;将制得的富Co合金材料按一定的质量百分含量均匀混合到富镧铈元素钕铁硼稀土永磁材料合金粉末内;混合后的合金粉末于氮气气氛保护下,在≥1.5T的取向磁场中压制成型毛坯;将成型好的毛坯放入高真空烧结炉内进行高温烧结,并执行二段回火工艺后,制得耐腐蚀的富镧铈元素烧结钕铁硼磁体。本发明的有益效果是:通过制造方法的创新,将磁体中的Co元素更多的分布在磁体晶界处,在保证磁体磁性能的基础上提高磁体的耐腐蚀性能。
 760
0
760
0
本发明公开了一种高性能SmCo5基钐钴永磁材料的制备方法,属于钐钴永磁材料制备技术领域。本发明通过按照化学计量比为SmCo4.5‑x‑yFexSny,其中0.01≤x≤0.05,0.01≤y≤0.05进行配料。将配得的原材料依次置于真空感应熔炼炉进行熔炼和高温精炼,得到合金液,在水冷铜模中骤冷,得到成分均匀的钐钴合金锭。将合金锭经过粗碎、中碎和气流磨逐级破碎,最终得到混后粒度SMD在3.5~5.5μm范围内的粉体。在大于1.8 T的磁场中对磁粉进行取向,随后在大于5 MPa的压机压力下对粉体进行压制,在120 MPa的压力下进行等静压并保压2~3 min得到期望的压坯。将压坯置入真空烧结炉进行烧结。本发明解决了现有技术存在添加单一金属(Fe、Sn或Cu)改善SmCo5永磁体一种或几种磁性能的同时,也会导致磁体其他性能的降低等不足的问题,通过添加微量的廉价金属元素Fe和Sn来提升磁体的综合磁性能。
 1123
0
1123
0
本发明公开了一种低成本不锈钢间接增材制造方法,按如下步骤:将不锈钢粉末与粘结剂进行充分混合搅拌且加温,不锈钢粉末的颗粒规格为8~12µm,不锈钢粉末与粘结剂重量比为92:8~90:10;粘结剂由下列重量份的原料制成:微晶蜡20~25份,聚甲醛60~70份,聚乙烯6~9份,石蜡3.5~4.5份,硬脂酸0.2~1份;待混合的粉体冷却后,通过造粒机制备成粒状喂料,然后使用注射成形机将粒状喂料加工成含有粘结剂的丝材;将该丝材装载到常规的塑料3D打印机上,打印出不锈钢生坯;对不锈钢生坯先进行溶剂脱脂,再进行热脱脂;最后,通过真空烧结,固结不锈钢生坯,经冷却至室温后,获得高度致密的不锈钢间接打印成品。本发明具有材料成本低、加工设备简单、产品成品率高、产品质量好的有益效果。
 1187
0
1187
0
本发明公开了一种提高钕铁硼永磁材料耐蚀性的方法,包括如下步骤:1)采用速凝薄片工艺制备钕铁硼基速凝薄片,之后用氢爆法将合金薄片破碎并通过气流磨粉碎制备3‑5微米钕铁硼基原料粉末;2)将上述钕铁硼基原料粉末溶于正己烷中;3)向上述钕铁硼基原料样品中加入一定量的过渡金属氯化物,超声震荡充分混合;4)将步骤3)所得产物进行烘干溶剂后研碎放入真空管式炉中,在惰性气氛中先升温至100℃保温20~30分钟,后升温至600~800℃保温2~3h,后随炉冷却至室温;5)将步骤4)所得产物研磨成粉后进行磁场取向成型,得到压坯;6)将压坯进行等静压后进行真空烧结,然后回火热处理,最终获得高耐蚀性的烧结钕铁硼磁体。
 1049
0
1049
0
一种钛合金球形粗粉的低成本回收再制粉工艺,步骤:选择合适规格的陶瓷管或者钛合金薄壁管清洗、烘干,底部封堵;将钛合金球形粗粉填入陶瓷管或钛管中,粉末装填密度达到2.6~3.0g/cm3以上;将陶瓷管或钛合金薄壁管竖向放入真空烧结炉中,进行无压烧结,烧结温度1000~1050℃,保温2~6h,随炉冷却;冷却后出炉,清除掉氧化铝管及垫片,按需加工成电极棒;将电极棒进行制粉。本发明提供了一种简便、低成本的粗钛粉回收再利用技术,具有工艺简单、易操作、材料利用率高、成本低的特点,同时减少了资源浪费,具有广阔的应用前景。
 980
0
980
0
本发明公开了一种高性能硬质合金及其制造方法,该合金主要由Co粉、Co-Al粉、CK29粉和WC粉组成,其重量百分比为5-10%的Co粉、4-7%的Co-Al粉、3-5%的CK29粉、余量为WC粉及不可避免的杂质。工艺步骤如下:(1)配料:按上述重量百分比进行配制;(2)湿磨:将配好的原料加入高能球磨机用酒精进行湿磨67-77小时,使其细化达到纳米复合;(3)干燥:将磨好的混合料在干燥塔内干燥;(4)成型:将干燥混合料掺胶制粒压制成产品形状;(5)烧结:将成型产品在1430-1460℃的温度下真空烧结,保温时间15-25分钟,即可制得高性能硬质合金产品。采用本发明的硬质合金后,增强热红硬性,产品具有优越的耐腐蚀性、良好机械性能以及耐磨性能等优点。
 795
0
795
0
本发明提供了一种烧结钕铁硼磁体生坯的烧结方法。该烧结钕铁硼磁体生坯的烧结方法包括:采用第一包覆材料和第二包覆材料依次对钕铁硼磁体生坯进行包覆,形成第一包覆层和第二包覆层,第一包覆材料具有水汽和空气阻隔性能,第二包覆材料具有缓冲性能;对含有第一包覆层和第二包覆层的钕铁硼磁体生坯依次进行抽真空密封及等静压处理;去除第二包覆层,然后将含有第一包覆层的钕铁硼磁体生坯依次进行真空烧结及真空回火处理,得到烧结钕铁硼毛坯。采用上述烧结方法对钕铁硼磁体生坯进行处理有利于大大减少烧结钕铁硼磁体毛坯的缺陷,并降低其报废率。
 923
0
923
0
本发明公开了一种烧结钕铁硼薄片磁体的制备方法,该方法中烧结钕铁硼坯料通过机械加工工艺制成厚度为0.4~1.0mm的薄片坯料后,薄片坯料的表层晶粒受到损失,此时将薄片坯料的表面清洗干净后烘干,采用金属袋将薄片黑片装好或采用金属箔纸将薄片黑片包裹好,放进真空烧结炉中在真空状态下进行热处理,后续再通过振磨倒角处理和酸洗表面活化处理;优点是不需要添加更多的钴、镝、铽等贵重元素,几乎不增加元件的材料成本,同时也能避免晶粒尺寸细化对应的元件变薄的尺寸临界点,成本较低,工艺制造难度小,可以改善表面晶粒受损而导致的抗磁衰减能力下降。
 1176
0
1176
0
本发明涉及一种提高烧结钕铁硼永磁材料矫顽力的制备方法,其特征是:将Ho、Gd、Pr元素的纳米氧化物添加到钕铁硼粉体中,然后将该合金粉混匀,压型,真空烧结、时效后制成磁体。本发明通过添加价格较为低廉的稀土元素,并且添加纳米稀土氧化物和复配,生产出高矫顽力、高剩磁材料的烧结钕铁硼永磁材料;而且添加方式简单、方便,不用改变现有的生产流程。
 906
0
906
0
本发明公开一种缝纫机零配件的制作方法,包括如下步骤:制备成型粉末:准备若干重量的FeNi2粉末,FeNi2粉末由如下重量百分比的组分组成:Ni:1.5‑2.6%、C:0.2‑0.5%、黏合剂:20%,其余为Fe;加热熔融:将准备好的FeNi2粉末加热熔融成流体;注塑成型:将流体注射到注塑成型机中与要加工的缝纫机零配件对应的模具型腔中;脱脂:将坯件放置在脱脂炉进行脱脂;烧结:将脱脂后的坯件放置在真空烧结炉中进行烧结;整个制作方法中仅包括制备成型粉末‑加热熔融‑注塑成型‑脱脂‑烧结这几个步骤,制作工序少、制备周期短,有效的降低了人工成本,且能够避免由工序多导致公差量大的缺陷,保证了产品合格率。
 810
0
810
0
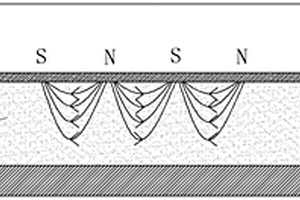
本发明公开了一种海尔贝克磁体的制备方法,通过先在模具的长方体型腔的任意一侧形成N极和S极交替排布的磁场,当长方体型腔中填入磁粉后,在惰性气体保护下,将磁粉在该磁场下进行取向,然后再进行真空烧结处理和热处理,得到烧结钕铁硼磁体,最后将得到的烧结钕铁硼磁体按取向特征进行充磁,得到海尔贝克磁体;优点是预设设置特定的磁场,然后采用先填粉、再取向、接着烧结、最后充磁的方式制备得到海尔贝克磁体,海尔贝克磁体一体成型得到,相对于现有制备方法省略了先分别制备多个小块磁体后再进行组装的过程,工艺过程简单,生产效率得到了显著提升,大大降低了生产工艺成本。
 1189
0
1189
0
本发明公开了一种钨铝合金,由以下重量份数的原料配制而成:铝55‑65份、钨8‑12份、镍3‑5份、锰3‑5份、稀土元素1‑2份,其制备方法包括以下步骤:混合粉体制备、冷等静压成型、真空烧结、热等静压处理。本发明制备得到的钨铝合金各项力学性能优异,并且制备方法简单,成本低,适于大规模推广应用。
 922
0
922
0
本发明公开了一种含镧铈的烧结钕铁硼烧结工艺,包括以下步骤:(1)放气脱氢:将生胚送入真空烧结炉中升温至600~700℃,保温;(2)二次放气:升温至850~900℃,保温;(3)高温致密:升温至1000~1100℃,保温;(4)一步时效回火:冷却至70℃以下后升温至500~700℃,保温后冷却至常温,得毛坯产品。本发明对含镧铈的烧结钕铁硼烧结工艺进行了优化改进,采取一步时效工艺,并确定了各阶段的时效温度,不仅大大缩短了烧结时间周期(缩短周期10h以上),节约了水电消耗,节约电费将近三分之一,同时使烧结设备利用率翻倍,而且产品磁性能并没有受到影响。
 934
0
934
0
本发明涉及磁体制备技术领域,为解决现有技术下难以调控稀土永磁钕铁硼的氧含量,补氧效果波动大,产品的一致性差的问题,公开了一种烧结钕铁硼氧含量的调控制备方法,包括如下步骤:将钕铁硼磁体原料进行真空熔炼和甩带得到钕铁硼甩带片;将钕铁硼甩带片氢破处理得到氢破后粗粉;将氢破后粗粉在气流磨中由惰性气体研磨得到钕铁硼细粉;向钕铁硼细粉中加入MgO粉末和添加剂,混合后得到混后细粉;将混后细粉取向压制和等静压处理得到钕铁硼压坯;将钕铁硼压坯真空烧结、回火后,得到钕铁硼磁体。本发明可以灵活调控稀土永磁钕铁硼的氧含量,优化了磁体的性能,并且制得的磁体的一致性好。
 827
0
827
0
本发明公开一种钕铁硼的制备方法,包括以下步骤:1)用氢爆法将经速凝薄片工艺制备的钕铁硼基速凝薄片破碎研磨制得粒径1.2~2μm钕铁硼基粉;2)采用真空熔炼速凝工艺制成PrNdGaBFe合金3)将步骤2)制备的PrNdGaBFe合金置于氢碎炉的反应釜内吸氢处理6小时,然后粉碎至粒径为1~2.5μm得到PrNdGaBFe合金粉;4)将步骤1)制备的钕铁硼基粉和PrNdGaBFe合金粉按照重量比5∶1均匀混合后,在3T的磁场中取向并压制成型,置入真空烧结炉内烧结处理;本发明制备的钕铁硼具有成本低、高矫顽力的特点。
 770
0
770
0
本发明公开了一种制备高矫顽力和高耐蚀性烧结钕铁硼磁体的方法,包括以下步骤:(1)采用速凝薄片工艺制备钕铁硼基速凝薄片,之后用氢爆法将合金薄片破碎并通过气流磨粉碎制备3‑5微米钕铁硼基原料粉末;(2)将平均粒径1‑10微米的镝钴合金DyCo2粉末加入到步骤(1)中制备好的钕铁硼基原料粉末中,添加比例为钕铁硼基原料粉末的0.2‑5%(重量),将两种粉末混合均匀;(3)将步骤(2)经过均匀混合后的粉末在磁场中进行取向成型,得到压坯;(4)将压坯进行等静压后进行真空烧结,然后回火热处理,最终获得烧结钕铁硼磁体。所得磁体矫顽力和耐蚀性相对于未掺杂镝钴合金的磁体而言均有显著提高。
 1127
0
1127
0
本发明公开了一种低成本制备N38M型烧结钕铁硼磁材料的方法,其具体步骤为:S1:准备质量分数为78~82%的38M废料、0.08~0.12%的抗氧化剂、0.08~0.12%的汽油,余量为混合金属新料;S2:熔炼混合金属新料,得条带合金;S3:将条带合金氢破碎处理,得粗破碎粉;将粗破碎粉和38M废料气流磨破碎,得到磁微粉;S4:磁微粉压型成坯;S5:在氮气保护下将毛坯真空烧结;本发明的磁性材料具有磁性能高的优点;另外,本发明的制备方法具有低成本制备N38M型烧结钕铁硼磁材料的优点。
 1070
0
1070
0
本发明涉及金属陶瓷的技术领域,公开了一种用于机床导轨的金属陶瓷,其原料以重量份计包括:钼40‑60份、碳化钨20‑30份、氮化碳1‑4份、硼化铁0.2‑1.3份、镍2‑3份、碳0.2‑0.7份、羰基铁粉40‑60份以及铁30‑50份。其制备工艺,包括如下步骤:S1:Mo2FeB2制备;S2:混料;将S1制备好的Mo2FeB2粉碎至粒径为30‑40μm;然后将粉碎后的Mo2FeB2与碳化钨粉、氮化碳粉、镍粉、碳粉、铁粉、钒粉、钒铁粉、铬粉、氮化钛粉以及钨粉采用普通球磨进行混料,以无水乙醇为介质,球磨时间20‑30h;球磨完成后进行干燥;S3:压制坯体;S4:真空烧结;制得用于机床导轨的金属陶瓷。能够制备出抗弯强度高且耐磨性较好的金属陶瓷。
中冶有色为您提供最新的浙江有色金属真空冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!



































































 2025年09月25日 ~ 27日
2025年09月25日 ~ 27日 













