全部
▼
热搜:
 777
777
 0
0
本发明公开了一种粉末冶金齿轮的制造方法,该粉末冶金齿轮的制造方法包括如下步骤:P1、混料;P2、成型;P3、预热;P4、复压;P5、烧结;P6、调质;P7、渗碳;P8、精修;P9、后处理:对精修齿轮进行清洗,涂抹防锈油,包装入库,即可得到所述齿轮,本发明提供的一种粉末冶金齿轮的制造方法通过在混料成型后,再次进行预热和复压,能够有效提高粉末结合的紧密型,保证齿轮结构强度,同时在烧结时精确控制各阶段温度,并且调质和渗碳处理,保证齿轮表面强度,避免开裂,同时在存放时进行防锈包裹,精确防护处理,有效提高齿轮制造和存放的稳定性,利于生产使用和推广。
 1230
0
1230
0
本发明提供一种粉末冶金钽靶用钽粉末及钽靶,所述钽粉末由第一钽粉末以及第二钽粉末组成,所述第二钽粉末为钠还原钽粉。所述钽粉末制备得到的钽靶氧含量低、纯度高(4N以上)的优点,平均晶粒细小均匀,织构取向均匀,无(111)带状织构。
 1148
0
1148
0
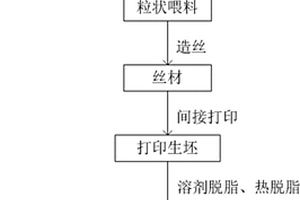
本发明公开了一种MAX相金属陶瓷间接增材制造方法,包括如下步骤:将MAX相粉末与粘结剂进行充分混合搅拌且加温,粘结剂的加入量占混粉总体积的25~45%,粘结剂由下列重量份的原料制成:醋酸丁酸纤维素25~35份,聚乙二醇60~80份,硬脂酸1~3份,吩噻嗪0.4~0.6份;通过造粒机制备成粒状喂料,使用注射成形机将粒状喂料加工成用于间接增材制造的金属陶瓷丝材;将金属陶瓷丝材装载到常规的塑料3D打印机上,打印出金属陶瓷生坯;将金属陶瓷生坯脱脂,去掉粘结剂;真空烧结,固结金属陶瓷生坯,冷却后获得成品。本发明可以直接用常规的3D打印设备和打印技术,可以制备形状复杂的陶瓷制品,本发明具有打印设备成本低、打印产品质量好的有益效果。
 1147
0
1147
0
本发明公开了一种低成本不锈钢间接增材制造方法,按如下步骤:将不锈钢粉末与粘结剂进行充分混合搅拌且加温,不锈钢粉末的颗粒规格为8~12µm,不锈钢粉末与粘结剂重量比为92:8~90:10;粘结剂由下列重量份的原料制成:微晶蜡20~25份,聚甲醛60~70份,聚乙烯6~9份,石蜡3.5~4.5份,硬脂酸0.2~1份;待混合的粉体冷却后,通过造粒机制备成粒状喂料,然后使用注射成形机将粒状喂料加工成含有粘结剂的丝材;将该丝材装载到常规的塑料3D打印机上,打印出不锈钢生坯;对不锈钢生坯先进行溶剂脱脂,再进行热脱脂;最后,通过真空烧结,固结不锈钢生坯,经冷却至室温后,获得高度致密的不锈钢间接打印成品。本发明具有材料成本低、加工设备简单、产品成品率高、产品质量好的有益效果。
 867
0
867
0
本发明公开了一种低成本钛铝金属间化合物间接3D打印方法,按如下步骤:将钛铝金属间化合物粉末和粘结剂充分混合搅拌且加温,粘结剂的加入量占总体积的25~45%,粘结剂由下列重量份的原料制成:聚乙烯高分子35~45份,乙烯醋酸乙烯酯12~18份,石蜡35~45份,硬脂酸4~5份;待混合的粉体冷却后,制备成粒状喂料,然后加工成用于塑料3D打印的丝材;将丝材装载到常规的塑料3D打印机上,打印出钛铝金属间化合物生坯,并对生坯进行冷等静压和表面修正处理;将钛铝金属间化合物生坯先进行溶剂脱脂,再进行热脱脂;真空烧结,经冷却至室温后,进行热等静压或者气等压锻造(GIF)和喷丸表面处理,最终获得零部件。本发明具有加工设备简单、产品成品率高、产品质量好的效果。
中冶有色为您提供最新的浙江丽水有色金属真空冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!



































































 2025年11月07日 ~ 09日
2025年11月07日 ~ 09日 












