全部
▼
热搜:
 1048
1048
 0
0
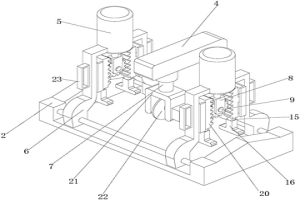
本实用新型提供一种冶金产品加工制造的简易切割装置,涉及冶金产品切割技术领域。该冶金产品加工制造的简易切割装置包括工作底板L型架,工作底板的上端设置有固定板,固定板与导向杆固定连接,工作底板的中心设置有L型架,L型架的下表面固定连接有第二气缸,导向杆与龙门架滑动连接。该冶金产品加工制造的简易切割装置通过第一气缸、轻质齿轮、第一齿轮板、第二齿轮板、连接块和压紧块的相互配合,通过齿轮啮合的转动补偿使得同侧的两个压紧块压持在不同高度的冶金产品表面上,便于对冶金产品毛料进行夹持固定,不需要切割工人花费大量的时间来对冶金产品毛料进行压紧固定,有利于提高冶金产品切割时的工作效率。
 950
0
950
0
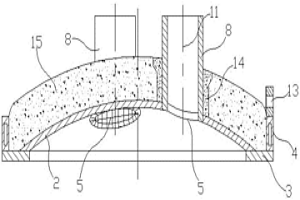
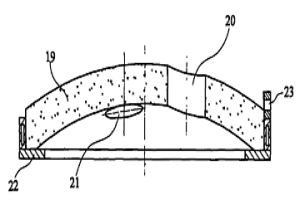
一种钛铁分离电弧炉盖及其制作方法,电弧炉盖有凸面向上的球冠形镁碳砖材料炉盖体,炉盖体的底面圆周连有水平的圆环形钢制炉盖底托,炉盖底托的外圆周边连有圆环形钢材水圈,水圈有进出水口,水圈上均布有吊耳,镁碳砖材料炉盖体上均布有三个电极孔,电极孔在炉盖体球冠底面的投影是圆形,电极孔的周围均布镶嵌有铝镁砖电极孔砌块。钛铁分离电弧炉盖可用镁碳沥青混凝土和铝镁砖电极孔砌块坯料,用钢制模具在电弧炉上烧结而成。本发明钛铁分离电弧炉盖的电极孔圆周镶嵌有铝镁砖电极孔砌块,铝镁砖在高温条件下外表不会风化,使电极孔圆周得到补强,提高钛铁分离电弧炉盖的使用寿命。
 1265
0
1265
0
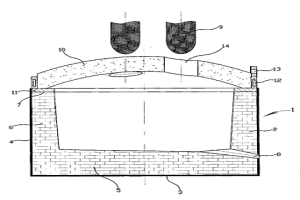
插弧冶炼钛铁矿的方法,有如下步骤:取有可多次使用的电弧炉炉盖的密闭电弧炉,从电极与电极孔之间的圆环形间隙投入炉料,让电极头抵在炉料上面,在较小的电极电流下引弧熔化上层炉料,然后保持电极头与炉料有10~50毫米的间隙向炉内逐步插入电极,在逐步向炉内插入电极的同时,逐步提高电极电流,把炉内的炉料全部熔化成炉料液体,提高电极电流,使炉内达到还原温度,得到还原后炉料液体,放出炉料,冷却后得到分离的高钛渣和铁。本发明采用密闭电弧炉插弧冶炼钛铁矿,冶炼条件容易稳定控制,产品质量好,能耗低,单炉产量高,是一种清洁、安全、高效、节能、环保的钛铁矿冶炼方法。本发明的炉盖强度较高,耐高温性能和保温性能好,可以多次使用。
 1246
0
1246
0
本发明公开了一种铝合金大型发动机机匣零件的铸造工艺,所述机匣部件基本轮廓尺寸1400㎜x460㎜x195㎜,主体壁厚5~7㎜,整个机匣为半封闭大型腔体结构,外廓“细长”,内铸油路,所述铸造工艺路线包括以下步骤:S1、采取反重力法熔模精密铸造工艺初步设计铸件毛坯结构;S2、机匣铸件的铸造;S3、采用差压铸造工艺进行机匣铸造;S4、铝液熔炼和浇注控制;S5、铸件热处理。本发明机匣铸件采取铜管和“PLM‑聚碳石膏型芯”的复合型芯,实现一个整芯,大大提高了组芯精度,具有良好的退让性,极大地减少铸件应力和变形,大大地减小铸件尺寸变形和裂纹等铸造冶金缺陷。
 818
0
818
0
钛铁分离电弧炉盖的制作方法,先制做炉盖模具,用炭素材料、镁碳砖颗粒和沥青制成沥青混凝土,在炉盖模具上成型,让炉盖模具面上的沥青混凝土的厚度是250~350毫米,把沥青混凝土在炉盖模具上夯实,表面拍平,得到炉盖予制件,把炉盖予制件先在300℃~400℃的温度下焙烧5~10个小时,再在600℃~700℃的温度下焙烧10小时,得到钛铁分离电弧炉盖。本发明制的钛铁分离电弧炉盖强度和密实程度较高,保温性能较好,可在多炉生产使用,生产安全性好、劳动强度低、能耗低、产品质量高;单炉产量高,节省能源;炉料中没有沥青,生产成本低、熔炼生产时没有因沥青在电弧炉内熔解、挥发、燃烧而产生的大量挥发份和烟灰,劳动环境清洁,对周围环境没有污染。
北方有色为您提供最新的辽宁铁岭有色金属火法冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!

 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日  2026年03月20日 ~ 22日
2026年03月20日 ~ 22日  2026年03月25日 ~ 27日
2026年03月25日 ~ 27日  2026年03月26日 ~ 28日
2026年03月26日 ~ 28日  2026年03月27日 ~ 29日
2026年03月27日 ~ 29日 


有限公司/国家轻金属质量检验检测中心")


































































