全部
▼
热搜:
 1224
1224
 0
0
本发明涉及一种非等原子比镍基高熵合金材料及其制备方法,属于高熵合金技术领域。本发明高熵合金材料为NiaCobCrcAldTieMo1.68W1.39Nb0.95Ta0.47高熵合金,其中a、b、c、d、e分别对应金属元素的原子百分含量,且27≤a≤36,27≤b≤36,12≤c≤28,7≤d≤8,4≤e≤6。本发明方法具体如下:将Ni、Co、Cr、Al、Ti、Mo、W、Nb、Ta金属单质粉末在真空手套箱中按比例称取放入球磨罐中,并加入适量的磨球和过程控制剂,密封后取出在球磨机上进行高能球磨,球磨若干时间后得到高熵合金粉末,然后通过放电等离子烧结设备对粉末进行烧结,制备成非等原子比的高熵合金块体材料。本发明制备的非等原子比高熵合金具有优异的力学性能、制备过程简单。
 959
0
959
0
本发明公开了一种高温炉辊表面防护涂层用热喷涂粉末及其制备方法,其中,热喷涂粉末由陶瓷氧化物内核和高温合金外壳组成,高温合金外壳采用机械制粒技术制备的粒度为1~2μm的CoCrAlYTaCSi高温合金粉末,陶瓷氧化物内核是由Al2O3‑Y2O3‑MoB2陶瓷氧化物组成,所述陶瓷氧化物内核占热喷涂粉末总重的12~25%;本发明将CoCrAlYTaCSi高温合金粉末和Al2O3‑Y2O3‑MoB2陶瓷氧化物料浆采用流化床造粒、烧结和等离子球化技术致密化处理,最终获得粒度为15~63μm,松装密度2.5~3.0g/cm3的热喷涂粉末;采用该热喷涂粉末制备的高温炉辊防护涂层具有优异的抗热冲击、耐磨损和抗积瘤性能,在温度高达1000℃,Mn含量较高钢带工况下,具有较长的服役寿命。
 1125
0
1125
0
本发明属于硬质合金及其制备技术领域,尤其涉及一种超粗WC‑Co硬质合金,其结构为超细WC颗粒强化的粘结相环绕超粗WC颗粒分布,其中超细WC颗粒强化粘结相的体积含量为20~40%,超细WC颗粒在强化粘结相体积含量为20~50%。超细WC颗粒的平均截线粒度为0.2~0.8μm,超粗WC颗粒的平均截线粒度为6~8μm。本发明所制备的超粗硬质合金具有极佳的耐磨性,特别适合于矿山工具、采掘工具等。
 1179
0
1179
0
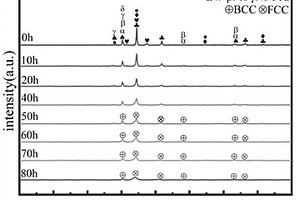
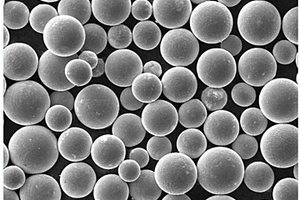
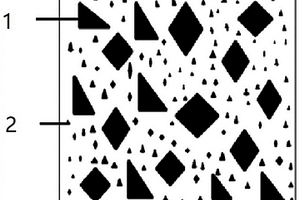
本发明公开了一种中高性能钕铁硼及制备方法,通过主辅相双合金工艺,主相合金为低稀土总量的铈铁硼,辅相为高稀土总量的钕铁硼合金,避免主相轻稀土进入晶界,而辅相中富余的稀土进入晶界重构成富稀土相。将制备的磁体加工成薄磁片,磁控溅射HReM低熔点合金,实现了低温晶界扩散,该合金提高了晶界浸润性,也提高了富稀土相的流动性,使含铈钕铁硼主、辅相晶粒,在晶界扩散时被快速隔离,低温扩散避免了扩散入的重稀土被镨钕铈元素置换,抑制了铈铁硼晶粒间交换耦合,使重稀土游离于晶界,或与富稀土相作用在主相晶粒表层形成核壳结构,使富稀土相连续均匀分布,有效提升了晶界扩散重稀土元素对提高含铈磁体内禀矫顽力的效能。
 800
0
800
0
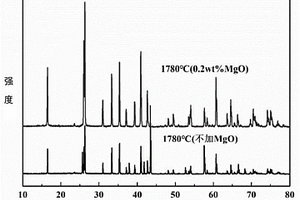
本发明公开了一种莫来石红外透明陶瓷的制备方法。所述方法包括:按摩尔比1.70~1.94:1称取氧化铝和二氧化硅,球磨得到混合粉体;将所得混合粉体于700~900℃煅烧2~4小时;将经煅烧处理的混合粉体成型得到素坯;以及对所得素坯于700~900℃进行预烧结处理2~3小时,然后于真空条件下在1700~1800℃烧结4~8小时得到莫来石红外透明陶瓷。所述方法步骤简单,制备周期短,制备过程中没有引入外来污染,为制备大尺寸和复杂形状的莫来石红外透明陶瓷提供一种新方法。
 1228
0
1228
0
本发明提供一种多功能金属‑陶瓷复合材料,所述复合材料由钛基陶瓷材料和金属构成,所述钛基陶瓷材料所占的质量分数为50%‑97%,所述金属所占的质量分数为3%‑50%。与现有技术相比,本发明的复合材料成分偏析小,均匀性高,同时该复合材料具有良好的流动性和高的振实密度,用作冷喷涂、热喷涂和3D打印制备金属陶瓷涂层时其组织均匀性和致密性更好,可有效降低涂层和基体间的应力,提高涂层和基体的结合强度,从而提高工件的力学性能;可实现金属‑陶瓷复合材料的多功能化,用作冷喷涂、热喷涂和3D打印制备金属陶瓷涂层时可以实现金属陶瓷涂层的多功能化,满足增材制造、冷喷涂、热喷涂等领域对材料的需求。
 1185
0
1185
0
本发明涉及电线电缆技术领域,具体涉及一种铜银合金带材及其生产工艺。该铜银合金带材按照质量分数由以下原料制成:Ag 0.09~0.15%,Nb 0.008~0.01%,Ti 0.003~0.005%,Mn 0.007~0.012%,V 0.002~0.004%,W 0.002~0.04%,Co 0.002~0.05%,Ni 0.001~0.003%,混合稀土0.002~0.004%,其余为Cu和不可避免的杂质,杂质含量小于0.01%。本发明还公开了该铜银合金带材的生产工艺。本发明针对现有技术的不足,在保持铜银合金高导电率的情况下,还能提高铜银合金带材的抗拉强度和耐磨性能。
 1074
0
1074
0
本发明公开了一种新型汽车空调压缩机叶片材料,所述叶片材料主要包括钢材料和合金,所述钢材料由包括以下重量百分比的组分铝合金制成:镁:0.4%‑0.8%;镍:1.2‑2%;钼:0.8%‑1.2%;锌:0.4‑0.8%;铬:0.6%‑1.2%;钛:0.4‑0.6%;炭:0.2%‑0.4%;铼:0.4%‑0.8%;余量为铁;所述合金包括铝锭、AL‑Cu合金、AL‑Si合金以及Mn。本发明极大增强了压缩机叶片的机械强度、耐压强度以及耐冲击强度均较高,机械加工的光滑度和精度较好,更好的配合了压缩机的使用,满足实际使用要求。
 1220
0
1220
0
本发明公开了一种汽车空调压缩机斜盘,所述斜盘由包括以下重量百分比的组分铝合金制成:硅:10%‑12%;铜:3%‑4%;镁:0.2%‑0.3%;镍:0.6‑1.2%;锰:0‑0.2%;钼:0.2%‑0.4%;铁:0‑0.4%;锌:0‑0.1%;铬:0.2%‑0.6%;钛:0‑0.2%;炭:0.1%‑0.2%;铼:0.2%‑0.4%;余量为铝;所述斜盘生产方法包括步骤1、预热;步骤2、熔金;步骤3、变质;步骤4、热处理;步骤5、粗加工;步骤6、深冷氮化处理;步骤7、精加工。本发明能够增强产品的组织密度,提高了产品的耐磨性及强度,避免了产品发生变形,消除了产品的内应力,延长了使用寿命,满足实际使用要求。
 1106
0
1106
0
本发明公开的一种管式粉网复合多孔金属膜的制备方法,包括以下步骤:一、将金属粉末与增塑剂、增稠剂与有机溶剂以一定比例混合均匀,制成高粘稠浆料;二、使用挤压机,将高粘稠浆料通过狭缝型模具口挤压成带状薄膜坯体,传送至轧机,与单层或多层烧结金属丝网轧制复合,制备粉网复合金属膜坯体;三、将粉网复合金属膜坯体用卷管机制备成管式,在烧结炉中进行脱脂和高温烧结,制备管式粉网复合金属膜,最后进行直缝焊接完成制备。本发明制备工艺流程简单,成本低,制备的管式粉网复合多孔金属膜渗透通量大,精度可控,可广泛应用与石油化工、煤化工及环保领域的液固和气固分离。
本发明公开了一种基于富钬稀土永磁液相合金的高矫顽力永磁体及制备方法,液相合金的化学式为:(Hox,(Pr0.25,Nd0.75)1‑x)y‑Mz‑Fe100‑y‑z,其中,0.1≤x≤0.9,30≤y≤60,0≤z≤20,通过合理的主、辅相成分和结构调控,完全不添加重稀土镝、铽,利用富钬液相合金,制备出内禀矫顽力大于21kOe的烧结钕铁硼永磁体,大幅降低了材料成本。本发明不用过于苛刻要求细化粉料粒径,减少了制程中对气流磨设备和工艺的过度依赖,实现较为简单、可行,降低了制造成本。在成分相同的条件下,采用本发明方法制备磁体的磁性能高于传统方法制备磁体的磁性能。
 830
0
830
0
本发明公开了一种银/生物质多孔碳电磁波吸收复合材料的制备方法,具体为:首先,将遗态材料烧结,得到多孔碳,再对多孔碳进行预处理,将多孔碳浸渍于银氨浸渍溶液中,超声处理,放入真空箱中静置,得到浸渍液;再将葡萄糖溶解于浸渍液中,得到反应固液;最后将反应固液放入水热反应釜中,进行水热反应,洗涤,干燥,得到银/生物质多孔碳复合电磁波吸收材料;本发明的方法,将银复合在多孔碳表面增强了材料的介电损耗,优化了材料的阻抗匹配特性,增强了其吸波性能;与传统磁波吸收材料制备工艺相比,环保,成本低廉,且材料具有多孔结构,吸收能力高。
 1033
0
1033
0
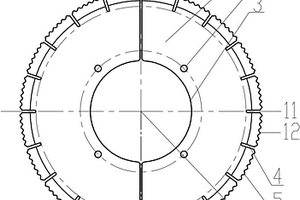
本发明提供了半圆弧烧结锯片基体及加工工艺,它包括半圆弧锯片基体,半圆弧锯片基体上并靠近内圆弧所在位置加工有多个安装孔;所述半圆弧锯片基体的外圈上加工有若干个均布的水槽;相邻两个水槽之间形成的齿端面分布有多个凹凸面的齿头;在距离外圈一段长度的齿端面加工有对称布置的双面台阶。该新型半圆弧烧结锯片可以很好地解决传统烧结圆锯片的加工变形不足之处,压制模具和加工成本居高不下不利方面;同时有效解决了应力释放以及热膨胀延伸问题。
 1002
0
1002
0
一种钢结硬质合金注塑模芯,其特征在于钢结硬质合金注塑模芯由钢结硬质合金组成,钢结硬质合金制造原料包括硬质相和钢基粘结剂,钢基粘结剂的成分具有较高强度,再硬质相的作用下钢结硬质合金强度得到了进一步提高,通过压制烧结,加热锻造,退火,机加工,淬火,回火工序使制造工序更为简单,降低了成本。
 903
0
903
0
本发明公开了一种抗熔盐腐蚀高温复合材料,属于金属基增强材料技术领域。本发明的抗熔盐腐蚀高温复合材料,以0.5~1.5 wt.%的纳米碳化硅颗粒作为增强体,以10~20 wt.%的钼作为添加剂,以余量的镍作为金属基体。本发明还公开了一种熔盐堆堆芯结构件。本发明复合材料可形成包含纳米碳化硅颗粒的弥散强化,钼原子的固溶强化,以及三镍化硅纳米析出相(2~5nm)的沉淀强化等综合的强化效应,从而大幅提高基体的力学强度并使所获得的复合材料具有优异的高温强度特性、抗高温辐照特性及耐氟化盐腐蚀特性,是一款适用于熔盐堆堆芯的结构材料。
 1093
0
1093
0
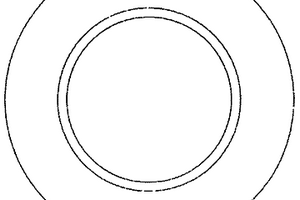
本发明公开了一种高压输电线夹用高弹力垫片及其制备方法,垫片采用NiTi合金材料,垫片形状为圆环形,外环高度(H)与内环高度(h)的比值为1<H/h≤1.8,垫片表面沿直径方向扩展为平面、抛物线曲面或正弦函数曲面,垫片环形外缘倒角β与环孔边缘倒角α均为30°~60°。本发明采用了一种立体异形圆环垫片设计,这种特殊设计有利于减小形变过程中垫片外围的破裂、张裂等失效几率,结合对NiTi材料形状记忆效应的控制,为高压输电线夹的紧固体系提供接近95%的应变补偿量;对边缘进行倒角设计,通过角度的设计以降低垫片边缘在变形中的两向张应力,减小了边缘崩裂的风险。
 1161
0
1161
0
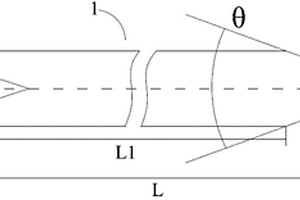
本发明提供一种高性能水刀陶瓷砂管及其制备方法,其中,所述高性能水刀陶瓷砂管包括:管体,所述管体一端为锥形端,所述管体以无压烧结碳化硅、无压烧结碳化硼或无压烧结硼化钛造粒料为原料,通过冷等静压成型工艺压制成型,然后经过无压烧结工艺完成陶瓷致密烧结,冷却后得到陶瓷毛坯,再将陶瓷毛坯进行精磨加工,得到陶瓷砂管成品。本发明的高性能水刀陶瓷砂管采用碳化硅、碳化硼、硼化钛等高硬度、高耐磨性陶瓷材料,其开发硬度更高、耐磨性更好、使用寿命更长的水刀用耐磨砂管,并可进一步提升水刀的切割效率。
 783
0
783
0
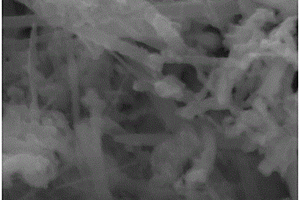
本发明公开了一种多孔槽道与微细纤维复合吸液芯结构及其制造方法,所述复合吸液芯包括金属粉末烧结形成的多孔基体、多孔基体表面上加工形成的平行槽道结构、以及槽道壁面一侧的针絮状微细纤维;所述针絮状微纤维沿槽道内壁面一侧向另一侧生长并填充部分槽道结构。该多孔复合吸液芯结构能够增大比表面积、提高毛细压力和渗透率、强化蒸发沸腾、大大提高热管的传热性能。制造时,只需通过单道次微铣削工艺即可实现槽道与微细纤维的同时成形,无需先分别制备槽道和纤维结构、再进行二次粘接加工,具有加工工艺简单、效率高、成本低,易于实现工业化生产等优点。
 1279
0
1279
0
本发明公开了一种纳米硬质合金与因瓦合金的烧结连接方法,将WC‑20Co(wt.%)硬质合金粉末和Fe‑36Ni(wt.%)因瓦合金粉末按照体积比为5:1依次装入成型模具中,进行坯料成型并挤压成圆片,然后先低温预热烧结、后高温加热烧结,保证硬质合金烧结中较好的润湿性以及界面反应的完全性,同时获得成形良好的烧结体,控制纳米碳化钨晶粒的快速长大,解决机械连接稳定性差、焊后残余应力大、高温使用性能差和成本高等问题。
 1161
0
1161
0
本发明公开了一种包覆纳米碳化硅晶须增韧硬质合金的制备方法,以纳米碳化硅和硬质合金粉末为主要原材料,经过碳化硅预处理、碳化硅包覆、球磨、干燥、成型、烧结工艺制备而成。通过对纳米碳化硅进行包覆处理,克服了碳化硅与硬质合金润湿性差的问题,使两者能紧密结合。本发明制备的包覆纳米碳化硅晶须增韧硬质合金的韧性好,碳化硅与硬质合金之间结合力高,用其制作的硬质合金刀具工作性能大幅提升。
 835
0
835
0
本发明涉及一种用于高速铣削镍基合金的整体式陶瓷铣刀及其制造方法,具体步骤为,先将原料进行超声分散、球磨;快速干燥后,冷压成形获得粉末棒坯;将得到的棒坯在真空热压烧结中进行烧结制备,获得烧结体棒坯;对棒坯进行修磨、开刃,完成铣刀的加工成形。原料为Al2O3粉、SiCw粉、Si3N4粉、Y2O3粉、CeO2和La2O3混合粉、PVP和PVB混合粉。加工成形后的棒坯进行喷砂处理。本发明制备的陶瓷陶瓷铣刀与镍基合金等难加工材料有着极高的加工匹配性。切削刃不崩刃,排屑量增大。抗冲击性能提高,有效延长铣刀寿命。
 1021
0
1021
0
本申请公开了一种用于白光LED的复合结构荧光陶瓷,通过设置两层叠加的荧光陶瓷并通过调整两层荧光陶瓷的相对厚度以及上层荧光陶瓷和下层荧光陶瓷中稀土离子含量,使半导体组件发出的光经过两次的吸收和转换,转化成不同发光波段的光射出,实现不同发光波段比例的调控,具有高的显色指数,同时,复合结构荧光陶瓷的热导率达到10.5W/m·K,相比于微晶玻璃和荧光粉粉料具有更高的热导率,可以更有效的散热,此外,两层荧光陶瓷通过烧结连接,结构牢固,且发光均匀,不易老化,使用寿命长。
本发明公开了一种高强度的Mo‑Ti‑Zr‑CNT钼合金复合材料及其制备方法,采用碳纳米管替代传统石墨,作为TZM钼合金的碳源,在钼中掺杂TiH2、ZrH2以及CNT后获得的钼合金,各组分按质量百分比构成为:Ti 0.5%,Zr 0.1%,CNT 0.03%,余量为Mo。本发明通过对球磨以及放电等离子烧结等工艺的优化,使制备的Mo‑Ti‑Zr‑CNT钼合金复合材料的硬度和屈服强度得到有效地提高。
 1148
0
1148
0
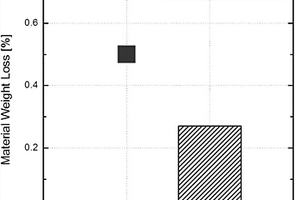
为了改善粉末合金的硬度、耐磨性,设计了一种Fe‑2Cu‑0.5C‑0.11S材料。采用水雾化铁粉为原料,所制得的Fe‑2Cu‑0.5C‑0.11S材料,其硬度、致密化程度、抗弯强度都得到大幅提升。其中,粉末锻造可以明显提升Fe‑2Cu‑0.5C如.11S材料的密度,平均密度可从6.8/cm3增加至7.7g/cm3,相对密度可提升到99%,最高密度可达8g/cm3,接近全致密。烧结件和锻件在拉伸时均无明显宏观塑性变形,表现出脆性断裂的特性。由于锻件中既存在孔隙又存在内部微裂纹,导致微裂纹既会沿着烧结颈扩展形成韧窝,也会沿着颗粒内部扩展形成解理平面。本发明能够为制备高性能的Fe‑2Cu‑0.5C‑0.11S材料提供一种新的生产工艺。

本发明公开了一种基于3D打印的凝胶注模短碳纤维增韧陶瓷复合材料成型方法,该方法首先采用光固化成型技术制造出零件树脂模具;然后配制高固相、低粘度的短碳纤维浆料,应用凝胶注模方法形成凝胶注模短碳纤维预制体素坯;最后对预制体素坯进行致密化处理并制备纤维界面层,得到短碳纤维增韧复合陶瓷零件。本发明能够有效提高短纤维固相含量,并使得短纤维在素坯中分布均匀且不受损伤,保证素坯的整体韧性;通过致密化工艺,减少素坯孔隙率,提高最终零件的强度和精度。
 772
0
772
0
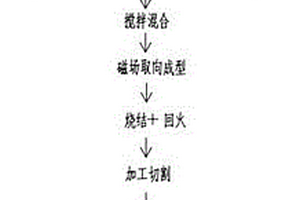
一种钕铁硼粉末加工方法,包括以下步骤:a、预处理:通过钕铁硼粉末筛选机构去除钕铁硼粉末中氧化粉料、粗颗粒,粉尘、螺钉、皮筋等杂质;b、成型取向:将步骤a中筛选后的粉末压制成一定形状与尺寸的压坏,同时尽可能保持在磁场取向中所获得的晶粒取向度;c、剥油:在手套箱内将步骤b中压制成型的产品包装拆掉;d、烧结:将步骤c中的粉末放置在高真空空间内,用高温作用于粉末,使粉末内部固体颗粒相互键联,晶体空隙(气孔)和晶界渐趋减少,使其总体积收缩,密度增加;本发明通过第一传送带由铁磁性材料制成,使得钕铁硼粉末可与第一传送带相吸,从而实现对钕铁硼粉末的筛选,筛选效果较好,筛选较为彻底。
 953
0
953
0
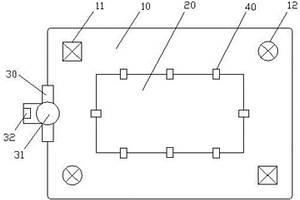
本发明涉及DC电源控制系统、输出电压控制方法,其包括DC电源;DC电源包括输入滤波单元、PWM供电单元、软开关谐振单元、电源功率变换单元、电压整流滤波单元、可调电压输出单元、PWM供电单元、电源PWM控制器、电源隔离反馈单元、分压电阻单元、以及外部调整单元;输入滤波单元,包括输入共模电感L2、L3,输入电容C16‑C18,TVS管D3,输入差模电感L5,输入电容C31‑33;其中,输入共模电感L2、输入电容C16‑C17组成输入一级滤波组件;输入共模电感L3,输入电容C18组成输入二级滤波组件;本发明设计合理、结构紧凑且使用方便。

本发明公开具有高稳定性的大功率激光照明用荧光陶瓷,包含有,荧光陶瓷含有单相荧光颗粒,单相荧光颗粒的化学式为(CexTbyLuzY1‑x‑y‑z)3Al5O12,其中,x、y、z的取值范围为:0.001≤x≤0.01,0≤y≤0.4,0≤z≤0.4。本发明的有益效果在于:经辐照功率密度可控的发光装置测试验证,荧光体具有优异的发光效率和稳定性,可以满足大功率激光照明应用。
 901
0
901
0
本发明公开了一种铁剂基体和结合剂的金刚石工具的制备方法,包括以下步骤:S1、将铁粉和结合剂微粒,置于高能球磨机中球磨,得强化后的机械合金化微粒;S2、用机械合金化微粒冷压成铁剂基体;S3、取机械合金化微粒加造孔材料,得胎体粉末,冷压成薄坯,打孔,布置金刚石,将薄坯组合制成刀头形状,烧结即得金刚石刀头;S4、使用焊接材料将金刚石刀头焊接在铁剂基体上,得金刚石工具半成品,将金刚石工具半成品装模、热压烧结、拆模、磨弧、开刃和修整即得铁剂基体和结合剂的金刚石工具。本发明提出的制备方法,环境友好,制备成本低,基体和金刚石的结合力强,刀头的硬度和强度高,锋利度好,耐磨性好。
 810
0
810
0
一种汽油机用涡轮增压器喷嘴环叶片制备工艺,包括粉料级配、炼制喂料并注射成型坯件、脱脂坯超声活化、烧结几个步骤。本发明采用粉末注射成形技术制备HK‑30不锈钢涡轮增压器喷嘴环叶片零部件,使用粗细粉末搭配,有效的改善了生坯的强度最终改善了表面粗糙度,可使产品的表面光洁度控制在Ra0.1范围内,免去后续的加工整形,提高了叶片气流的转化效率,有效缩短工艺流程,降低生产成本,提高产品的合格率;使用超声波提高粉末表面活性,拓宽了烧结窗口,有效的改善了产品的成品率;非常适合于制备精密复杂形的汽油机用涡轮增压器喷嘴环叶片零部件。
中冶有色为您提供最新的有色金属真空冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


































































 2025年07月09日 ~ 11日
2025年07月09日 ~ 11日 





")







