全部
▼
热搜:
 854
854
 0
0
本发明提出了一种同步器的粉末冶金同步环成型后夹持方法,具体为:(1)电磁吸盘下料机器人配置:在粉末冶金同步环的压制设备旁配置工业机器人,并且在工业机器人的手爪部连接有支架,支架上安装有电磁吸盘;(2)压制设备压制同步环成型后,压制设备在上冲回程时,阴模拉下脱模,电磁吸盘下料机器人的电磁吸盘伸入阴模上,将同步环吸取后取出,设备继续成形压制,电磁吸盘下料机器人自动将零件平放在物流器具上的料盒上,实现阵列式放料。本发明设置出电磁吸盘下料机器人,由于采用电磁力吸取同步环,避免了刚性接触,夹持时不损伤同步环,且不会造成磕碰,并且采用矩阵式放料,放料时也不存在磕碰,低了产品废品率。
 931
0
931
0
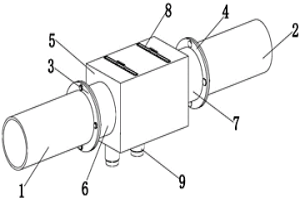
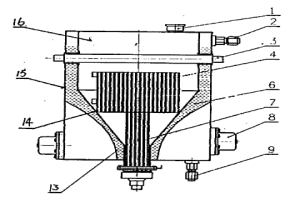
本实用新型涉及电动葫芦生产制造技术领域,且公开了一种冶金专业环链电动葫芦蜗轮传动装置,包括箱体、行走小车、控制器、链条、吊钩、电机、弹簧、蜗杆、蜗轮、传动带、齿轮和链轮,本实用新型通过电机带动齿轮旋转,继而带动传动带的运行,传动带的另一端连接着传动轮,转动着的传动轮带动蜗轮转动,蜗轮转动使蜗轮蜗杆减速装置稳定运行,经过蜗轮蜗杆减速装置的转动减速之后,再通过连接着蜗轮的齿轮把转动力分散到两个相同的链轮上,链轮转动带动了链条的上升和下降,从而达到了能够吊起和放下重物的效果,本实用新型具有传动结构简单、控制效果稳定精细等优点,特别适用于冶金专业的精细作业。
 1167
0
1167
0
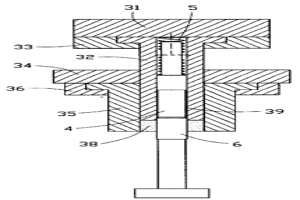
本发明公开了一种洁净燃料发动机粉末冶金高速钢阀座及其制备工艺,以W6Mo5Cr4V2高速钢粉末为基体材料,添加有Cu、Co‑Cr‑Mo和Fe‑Mo硬质颗粒;成分质量百分比为W6Mo5Cr4V2为45%~57%;Co‑Cr‑Mo为13%~17%;Fe‑Mo为4%~7%;Cu为17%~22%;固体润滑剂和易切削成分为2%~3%。本发明采用熔渗烧结和热处理技术降低提升粉末冶金高速钢阀座密度、硬度和耐磨性等,一方面能得到稳定的合金回火马氏体和细小弥散二次合金碳化物。另一方面,基体和硬质颗粒结合更加牢固,摩擦磨损时不容易从基体上剥落。通过熔渗烧结和热处理工艺提升了材料密度、硬度和耐磨性等性能。
 1011
0
1011
0
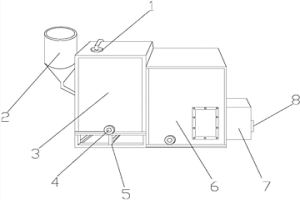
本发明公开了一种利用石灰处理铜冶金废水的装置,其结构包括污水入口、石灰投放器、反应沉淀室、沉淀物排放口、支撑架、澄清室、水质检测箱、达标水排放口,污水入口设于反应沉淀室上表面,石灰投放器位于应沉淀室左侧,反应沉淀室包括金属外壳、石灰投料管、反应沉淀池、沉淀物排放管、过滤水出口、搅拌机支架、搅拌机、污水排入管,石灰投料管嵌入金属外壳内部,沉淀物排放管安装于反应沉淀池底部,反应沉淀池设有过滤水出口,本发明一种利用石灰处理铜冶金废水的装置,在反应沉淀室中添加了搅拌机,石灰放入污水后,搅拌机对其进行搅拌,增加了石灰和污水的混合效率,提高了石灰的利用率,不但节省资源,还节省了处理时间。
 1193
0
1193
0
本发明提出了具有外型封闭竖槽零件的粉末冶金一次成形方法,具体步骤如下:(1)与零件的外型封闭竖槽对应设置有片模,片模装入下模冲,置于装粉座上,把阴模套在片模上,下模冲和片模确保装配到位;倒入粉末冶金粉末,摇平粉面,压制成形;(2)一次脱模:上模冲、片模、下模冲以及零件整体从阴模脱出;(3)二次脱模:片模脱出,下模冲在平面上轻磕,上模冲、下模冲均会脱出,完成零件成形。本发明过设置片模,通过两次脱模,实现了具有外型封闭竖槽零件的粉末冶金一次成形,不但提高了材料的利用率,也降低了具有外型封闭竖槽零件的生产成本。
 1022
0
1022
0
本实用新型提出了发动机粉末冶金正时齿轮淬火感应器,包括外圆齿轮加热感应器,在外圆加热感应器内还设有内孔加热感应器;内孔加热感应器与外圆加热感应器的并联为一体;内孔加热感应器的功率是外圆加热感应器的功率的1/5-1/6。本实用新型采用两套感应器并联方式,调整两套感应器的阻抗,使粉末冶金正时齿轮外圆感应器功率大、内孔感应器功率功率小,满足粉末冶金齿轮外圆、内孔同时加热时粉末冶金齿轮外圆淬火、内孔加热防开裂的需要。与现有技术相比,减少了设备投资及设备故障率,提高了产品质量。
 765
0
765
0
本实用新型涉及一种用于粉末冶金全自动压机的粉末加温系统,该系统储粉箱采用热油和电热均温器同时加热的方式,外部敷以低导耐高温保温材料;送粉靴中采用电阻加热专用均粉器的方式加热温压用粉,外部敷以低导耐高温保温材料,以实现快速加热补偿送粉过程中的热损失并能精确控制粉末温度。整个系统实现了粉末加温与控温以及供粉的动态平衡,而且结构简单、温升快、粉末温度均匀精确,可完全满足粉末冶金科研、开发与研究以及粉末冶金零件生产厂工业化连续生产的需求;价格仅为进口设备的12%,具有较好的性能/价格比。
 1216
0
1216
0
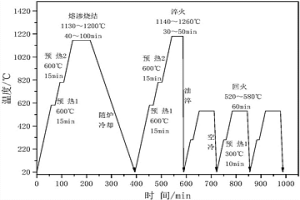
本发明公开了一种粉末冶金耐磨钢熔渗烧结淬火一体化技术,所述的粉末冶金耐磨钢材料以W6Mo5Cr4V2高速钢粉末为基体材料,添加有Co‑Cr‑Mo和Fe‑Mo硬质颗粒、Cu;成分质量百分比为W6Mo5Cr4V2为45%~57%;Co‑Cr‑Mo为13%~17%;Fe‑Mo为4%~7%;Cu为17%~22%;固体润滑剂和易切削成分为2%~3%。本发明采用熔渗烧结淬火一体化技术,使粉末冶金耐磨钢表面形貌良好,又能得到合金马氏体组织,缩短制备工艺,减少制备时间,节能增效。
 1210
0
1210
0
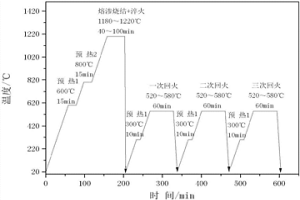
本发明公开了一种用LD钢制造复杂异形粉末冶金模具的热处理工艺,特征是采取盐浴油淬、变温多次回火的工艺,具体步骤为:第一步,840℃~860℃预热,保温时间按0.20~0.50分钟/毫米计算;第二步,1110℃~1130℃淬火,保温时间按0.12~0.18分钟/毫米计算;第三步,550℃~570℃回火一次,保温时间120分钟;第四步,590℃~610℃回火两次,每次保温时间90分钟。该热处理工艺使模具在保持一定强度的同时获得了极高的韧性,有效地解决了复杂异形粉末冶金模具在使用过程中掉边、掉角和开裂等早期失效的问题,模具的寿命大大提高,经济效益显著。
 1117
0
1117
0
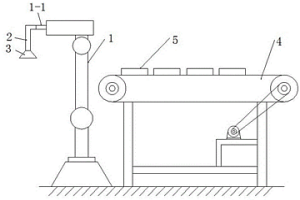
本实用新型提出了同步器的粉末冶金齿圈成型后取件及摆放自动化系统,由工业机器人、电动循环传输带构成,所述工业机器人、电动循环传输带由近至远布置压制成型设备旁;在工业机器人的手爪部连接有支架,支架上安装有电磁吸盘,从而形成电磁吸盘下料机器人;在电动循环传输带放置有多个放料盒。采用本实用新型,电磁吸盘下料机器人的电磁吸盘伸入阴模上,将齿圈吸取后取出,设备继续成形压制,电磁吸盘下料机器人自动将零件平放在电动循环传输带上的放料盒中,实现阵列式放料,从而实现粉末冶金齿圈成型后取件及摆放自动化。
 779
0
779
0
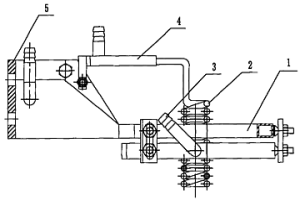
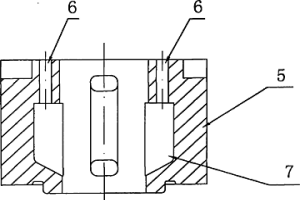
本发明提出了整体式阀套及其粉末冶金工艺方法。其技术方案为:整体式阀套,包括整体式阀体,整体式阀体内孔壁上沿圆周均布设有四个封闭油槽,在阀体的一端设有两个轴向进油孔分别与其中两个封闭油槽相通。整体式阀套的粉末冶金工艺方法,是通过一次压制成形,在温度1150-1160℃的范围内渗铜烧结1-1.5小时,经过热处理、深冷处理,完成零件的粉末冶金工艺。本发明的整体式阀套通过设置轴向进油孔与封闭油槽相通,简化了产品结构,能实现一次粉末冶金成形。整体式阀套在粉末冶金工艺中,一次成形,降低了产品的生产成本,通过深冷处理,整体式阀套组织内部的奥氏体完全转换为马氏体,从而保证整体式阀套的机械性能。
 738
0
738
0
本发明提出了变速箱同步器齿座及粉末冶金生产工艺方法。技术方案如下:变速箱同步器齿座,采用粉末冶金材料,组分按重量百分比计:石墨为1-2%,镍为4-6%,铜为2-4%,钼为0.5-2%,余量为铁。所述变速箱同步器齿座的粉末冶金生产工艺方法,步骤如下:a、按粉末冶金材料的组分配比准备材料,把各组分混合均匀;b、压制成形;c、送入粉末冶金烧结炉烧结;d、用油淬淬火处理;e、将淬火后零件装入容器,加入液氮进行深冷处理,时间为12-24小时。本实用新型采用合理配比的粉末冶金及粉末冶金工艺完成零件的制造,在保证机械性能的前提下,材料利用率提高到90-98%;在粉末冶金生产工艺方法中,采用深冷处理,得到极细的马氏体组织,提高了零件的综合机械性能。
北方有色为您提供最新的湖北十堰有色金属电冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!

































































 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日 









