全部
▼
热搜:

 1071
1071
 0
0
本发明公开了一种采用不添加微合金元素生产低合金Q345D-Z35中厚钢板及其生产工艺。该钢板包含如下质量百分比的化学成分(单位,wt%):C:0.10~0.18、Si:0.20~0.45、Mn:1.20~1.60、P≤0.018、S≤0.005、Als:0.015~0.050、其它为Fe和残留元素;本发明采取的生产方法包括以下步骤:优质铁水、KR铁水预处理、顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷、加热炉、轧制、ACC层流冷却、热矫直机、堆冷、精整、外检、探伤、入库;本发明的有益效果在于:与传统的Q345D-Z35相比,在碳当量不变的情况下,不添加Nb、Ti等贵重合金,保证Q345D-Z35各项性能指标达到国家标准要求,大大降低了生产成本。
 799
0
799
0
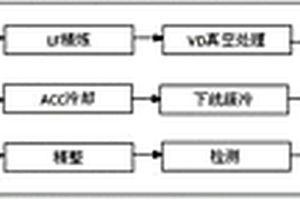
本发明公开了一种新型合金结构钢20Cr钢板及其生产方法。该钢板包含如下质量百分比的化学成分:C:0.18~0.24、Si:0.17~0.37、Mn:0.50~0.80、P:≤0.020、S:≤0.015、Cr:0.70‑1.00,Als:≤0.050,其它为Fe和残留元素。上述钢板通过以下步骤制得:转炉冶炼、LF精炼、真空精炼、浇注、加热、正火轧制、ACC层流冷却,钢板缓冷、精整检验、入库等工艺控制。本发明与现有技术相比,采用优化的轧制工艺,两阶段轧制后经ACC层流冷却,然后将矫直的钢板快速下线高温堆冷,减少了传统工艺的正火和回火或调质过程,降低了生产成本,缩短了工艺流程。

本发明提供了一种极限厚度Cr-Mo系ASTM?A387?Gr22CL2压力容钢及其生产方法。所述Cr-Mo系ASTM?A387?Gr22CL2压力容器钢的化学成分及质量百分比如下(单位,wt%):C:0.08~0.16、Si:0.20~0.50、Mn:0.30~0.60、P:≤0.015、S:≤0.005、Als:0.020~0.060,Cr:2.0~2.5、Mo:0.9~1.1,其它为Fe和残留元素。本发明的生产方法包括在优质铁水、KR铁水预处理、120t顶底复吹转炉、Ar站吹氩、LF精炼、VD真空脱气、水冷模铸浇注、均热坑加热、3800mm轧机、ACC层流冷却、矫直、堆冷、热处理、精整、外观检验、探伤、入库。本发明的钢板采取48t水冷锭模浇注,可比常规铸铁锭模冷速凝固时间缩短1/3,且减少或避免了钢锭心部严重的疏松或偏析缺陷,改善钢板内部质量。
 935
0
935
0
本发明公开了一种65mmQ345GJCZ35钢板,包含如下质量百分比的化学成分(单位,wt%):C:0.09~0.18、Si:0.20~0.40、Mn:1.20~1.60、P:≤0.018、S:≤0.005、Ti:0.010-0.030、Nb:0.015~0.050、Als:0.015~0.050,其它为Fe和残留元素。由于本发明的工艺流程从获取优质铁水、KR铁水预处理、转炉冶炼、吹氩处理、LF精炼、VD精炼、连铸、加热、控轧控冷、堆冷、精整、外检、探伤到入库,并通过优化工艺流程,取消钢板的热处理工艺,形成了一套从成分设计、钢坯冶炼、钢板轧制的系统性生产方法,该方法既能保证最终性能的要求,又降低了成本,增加了巨大的经济效益。
 1106
0
1106
0
本发明公开了一种120mm规格以下SCMV4-2压力容器钢厚板及生产方法,其化学成分及质量百分比如下:C:0.08~0.16、Si:0.20~0.50、Mn:0.30~0.60、P:≤0.015、S:≤0.005、Als:0.020~0.060,Cr:2.0~2.5、Mo:0.9~1.1,其它为Fe和残留元素。本发明专利在优质铁水、KR铁水预处理、120t顶底复吹转炉、Ar站吹氩、LF精炼、VD真空脱气、连铸浇注、加热炉加热、3800mm轧机、ACC层流冷却、矫直、堆冷、热处理、精整、外观检验、探伤、入库工艺顺序下,本发明的钢板采取连铸400mm厚度连铸浇注,采用400mm厚度连铸坯生产,不仅可以保证压缩比,并且钢板内部质量也好;本发明具有以下优点:1、本发明的生产周期短;2、钢板内部质量好;3、生产成本低;4、高温性能好、富余量大。
 981
0
981
0
本发明公开了一种压力容器用低合金钢板15CrMoR及其生产方法,按照以下步骤来实现:铁水预处理、转炉冶炼、LF精炼、真空精炼、浇注、钢坯加热、正火轧制、ACC层流冷却,钢板缓冷、精整检验、入库等工艺控制。与现有技术相比,本发明采用上述技术方案,通过合理的化学成分设计,LF+VD工艺来保证钢质的洁净度,并通过加热、轧制及缓冷等工艺有效实施,成功地研制出了厚度≤100mm的压力容器用低合金钢板15CrMoR钢板,其屈服强度控制在320~400MPa,抗拉强度控制在480~575 MPa,伸长率控制在21%‑24%;V型冲击功控制在100~280J。
 1153
0
1153
0
本发明公开了一种热轧可焊接细晶粒结构钢板及其生产方法,热轧可焊接细晶粒结构钢板包含如下质量百分比的化学成分:C:0.10~0.15、Si:0.20~0.50、Mn:1.40~1.60、P:≤0.015、S:≤0.003、微合金化元素≤0.15、Als:≤0.050,其它为Fe和残留元素。其工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷24小时、加热、3800m轧机、ACC层流冷却、11辊热矫直机、堆冷、精整、外检、探伤、入库。本发明的有益效果在于:①浇涛采用连铸,缩短了生产周期,降低了生产成本;②钢板最大厚度可达到100mm。
 1067
0
1067
0
本发明公开了一种防止定子铁芯齿部弹开的方法,通过用金属粘结剂对相邻的齿部冲片进行粘接,将检验合格的齿部冲片以化学的方法组装,使齿部冲片间结合紧密,使之形成一个整体,并且有效地防止了相邻两冲片的弹开,而且使定子铁芯齿部的整体刚度明显增加,由于齿部冲片间没有间隙,定子铁芯齿部在交变电场或其他外力作用下,不会产生振动和噪声。保证了定子绕组绝缘不受损伤,提高了绕组的运行寿命,而且本发明不需要专用工装模具,操作简便,成本低廉。
本发明公开了一种抗震高强度耐候桥梁钢板Q690qENHZ35及其生产方法,其包括如下质量含量的化学成分:C:0.05~0.12、Si:0.08~0.25、Mn:0.09~1.45、P≤0.012、S≤0.003、Als:0.015~0.050、Nb:0.025~0.040、Cr:0.50~1.0、Mo:0.25~0.80、V:0.040~0.080,Ni:0.80~1.85、Cu:0.25~0.35、Ti:0.010~0.020、B:0.0008~0.00135,其它为Fe和残留元素。经过检验后,该钢板组织致密,各项性能及指标均满足抗震高强度耐候桥梁钢板Q690qENHZ35用钢要求。
 1212
0
1212
0
本发明公开了一种厚度200mm以上水电站用高强度调质特厚S500Q-Z35钢板及其生产方法,其包含如下质量百分比的化学成分:C:0.09~0.16、Si:0.15~0.45、Mn:0.08~1.45、P≤0.012、S≤0.003、Als:0.015~0.050、Nb:0.015~0.045、Cr:0.35~0.65、Mo:0.35~0.65、Ni:0.80-1.3、Ti0.010-0.030,其它为Fe和残留元素;其工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、钢锭堆冷24—60小时、钢锭加热开坯加热-轧制-堆冷、中间坯加热-轧制-堆冷、淬火+回火、精整、外检、探伤、入库。所研制的钢板外检,正品率100%,最终钢板探伤达到JB/T?5000.15-1998《重型机械通用技术条件锻钢件无损探伤》的Ⅰ级探伤要求,实现了水电站座环用高强度调质特厚钢的以轧代锻达到了预期效果。
 1201
0
1201
0
本发明公开了一种特厚模具钢1.2311厚板及其生产方法,属于特厚模具钢技术领域,包含如下质量百分比的化学成分:C:0.4%~0.44%、Si:0.3~0.5%、Mn:1.45~1.55%、P≤0.015%、S≤0.005%、Cr:1.5%~1.7%、Mo:3.5%~4.5%、V:0.025%‑0.035%,其它为Fe和残留元素;工艺流程为:铁水(KR脱硫)→转炉(氩站)→LF精炼→VD真空处理→模铸浇注→钢锭清理(水冷模铸锭在脱模后的8h内清理完毕)→钢锭在清理完毕后的5h内送轧装炉→轧制→堆冷→热处理→精整→外检→入库。该发明制备的特厚模具钢1.2311厚板均具备高的抛光性能,良好的加工性,优良的强韧性,硬度均符合310‑340HB的技术要求,组织致密,外观良好,超声波检验无针孔、气眼等缺陷。
 1204
0
1204
0
本发明公开了一种150mm以上锅炉汽包用特厚钢板及其生产方法,该锅炉汽包用特厚钢板包含如下质量百分比的化学成分:C:0.11~0.13、Si:0.15~0.35、Mn:1.30~1.40、P≤0.012、S≤0.003、Nb:0.015~0.020、Cr:0.20~0.30、Mo:0.25~0.35、Ni : 0.80~0.90,其它为Fe和残留元素。其工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、钢锭堆冷24—60小时、钢锭加热开坯加热-轧制-堆冷、中间坯加热-轧制-堆冷、淬火+回火、精整、外检、探伤、入库;所研制的钢板经外检,正品率100%,最终钢板探伤达到JB/T?5000.15-1998《重型机械通用技术条件锻钢件无损探伤》的????????????????????????????????????????????????级探伤要求,实现了水电站座环用高强度调质特厚钢的以轧代锻达到了预期效果。
 1172
0
1172
0
本发明涉及到一种厚度200mm以上铝板带拉伸机钳口用Q550特厚板及其生产方法。该板带拉伸机钳口用特厚板Q550的含如下质量百分比的化学成分:C:0.18~0.21、Si:0.4~0.5、Mn:1.35~1.45、P≤0.012、S≤0.003、Als:0.015~0.050、Cr:1.30~1.50、Mo:0.20~0.30、B:0.001-0.002,其它为Fe和残留元素。本发明其工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、钢锭堆冷24—60小时、钢锭加热开坯加热-轧制-堆冷、中间坯加热-轧制-堆冷、淬火+回火、精整、外检、探伤、入库。所研制的钢板外检,正品率100%,最终钢板探伤达到Ⅰ级探伤要求,实现了厚度200mm以上铝板带拉伸机钳口用特厚板Q550特厚钢的以轧代锻达到了预期效果。
 1031
0
1031
0
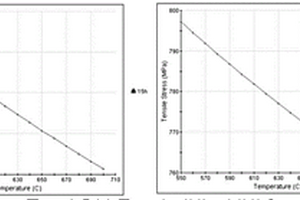
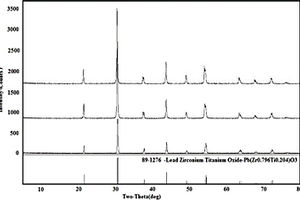
本发明涉及一种被动式热释电红外传感器用热释电陶瓷材料,其化学元素组成为:(Pb1-x-yLaxSry)(Mn1/3Nb2/3)z(Zr0.94Ti0.06)1-zO3+φat%A;其中:0.002≤x≤0.1,0.01≤y≤0.1,0.01≤z≤0.1;其中,φ=0或者2.8≤φ≤5.5,所述的A为B2O3和Cr2O3的混合物,二者的摩尔比为1:1。本发明所述的热释电陶瓷材料烧结温度低,烧结温度范围宽,而且由于相变温度低,自发极化小,介电常数和介质损耗较低,制作得到的被动红外热释电传感器噪声值低,灵敏度高,探测距离远;适合于制作热释电被动红外传感器及非致冷焦平面红外传感器等传感器。
本发明公开了一种水电工程用低焊接裂纹敏感性止裂钢SX780CF的生产方法,其包括采用如下化学成分:C、Si、Mn、P、S、Als、V、Cr、Ni、Mo、Nb、B,其它为Fe和残留元素,其生产方法包括:KR铁水预处理、120吨顶底复吹转炉冶炼、LF炉精炼、VD炉精炼、浇注、切割、清理、加热、轧制、在线淬火、回火、外检、探伤、精整、入库。上述钢板的化学成分设计合理,钢板组织致密、强度高、具有优异的低温冲击韧性和良好的焊接性,屈服强度≥690MPa,抗拉强度:770‑930MPa,碳当量Ceq≤0.52%,裂纹敏感系数Pcm≤0.25%,1/4厚度‑40℃低温冲击功≥150J,焊接预热温度不高于120℃,在0℃下CTOD值≥0.15mm。各项性能及指标均满足水电工程用高强度低裂纹敏感性相关要求,并具有良好的止裂性能。
本发明提供一种20~100mm厚度水电工程用低焊接裂纹敏感性HY950CF止裂钢板及其生产方法,其包括如下化学成分:C、Si、Mn、P、S、Als、V、Cr、Ni、Mo、Nb、Cu、B,其它为Fe和残留元素。其生产方法包括:KR铁水预处理、120吨顶底复吹转炉冶炼、LF炉精炼、VD炉精炼、浇注、切割、清理、喷涂高温抗氧化涂料、加热、轧制、在线淬火、回火、外检、探伤、精整、入库。上述钢板的化学成分设计合理,钢板组织致密、强度高、具有优异的低温冲击韧性和良好的焊接性,1/4厚度‑60℃低温冲击功≥100J,焊接预热温度不高于120℃,各项性能及指标均满足水电用950MPa级低焊接裂纹敏感性止裂钢相关要求。
 801
0
801
0
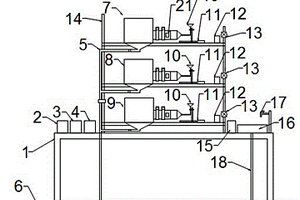
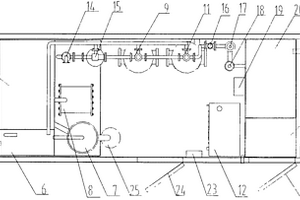
本实用新型涉及一种葛根饲喂小鼠的实验装置,属于实验装置技术领域,所述的葛根饲喂小鼠的实验装置主要包括实验台、四氧嘧啶储放箱、酶法制备的葛根膳食纤维储放箱、化学法制备的葛根膳食纤维储放箱、支架、近红外双波长无创血糖测量仪、盥洗槽、水龙头、排水管;所述的实验台上设置有四氧嘧啶储放箱、酶法制备的葛根膳食纤维储放箱、化学法制备的葛根膳食纤维储放箱、支架、近红外双波长无创血糖测量仪、盥洗槽、水龙头;本实用新型采用设置三组对比实验分别用酶法制备的葛根膳食纤维、化学法制备的葛根膳食纤维、生理盐水饲喂小鼠,观察葛根对小鼠分解血糖的作用,并且设置定时器对小鼠服用葛根的时间进行定时观察。
本发明公开了一种能够满足设备用的压力容器钢ASTMA387CL11Gr2钢板及其生产方法,其包含以下质量百分比的化学成分:C0.10-0.17%,Si≤0.55%,Mn0.40-0.65%,P≤0.008%,S≤0.003%,Ni≤0.20%、Cr1.20-1.50%、Cu≤0.10%、Mo0.45-0.65%、Al0.025-0.050%,As≤0.016%、Sn≤0.005%、Sb≤0.003%,O≤0.003,N≤0.008%,H≤0.0002%其余为Fe和不可避免的杂质。本发明通过Cr-Mo为基本的合金元素对钢板化学成分设计,通过转炉炼钢-LF炉精炼-VD炉真空脱气-轧制-探伤-正火-回火-钢板精整-性能检验工艺路线,制定合适的内控成分,严格控制化学成分波动范围,确保钢板性能的稳定,采用LF+VD工艺来保证钢质的洁净度,加强配料控制及冶炼操作,有效控制Sn、Sb、As、O、N、H等有害元素含量,减少回火脆化倾向,提高钢的高温耐蚀性能。
 1063
0
1063
0
本发明公开了一种大厚度低温压力容器用钢板及其生产工艺,该大厚度低温压力容器用钢板包含如下质量百分比的化学成分:C:0.14~0.18、Si:0.30~0.45、Mn:1.20~1.50、P≤0.015、S≤0.005、Als:0.015~0.030、Nb:0.025~0.035、Ti:0.010~0.020,Ni:0.40-0.60,其它为Fe和残留元素;其工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷24小时、加热、3800m轧机、ACC层流冷却、11辊热矫直机、堆冷、精整、外检、探伤、入库。本发明的有益效果在于:①钢质更纯净;②低温冲击功高,板厚1/2处-45℃横向V型冲击功在84J以上;-60℃横向V型冲击功在60J以上;③厚度拉伸断面收缩率高,断面收缩率在35%-50%之间;④钢板最大厚度可达到100mm。
 1219
0
1219
0
本发明公开了一种50~150mm厚高强度船板钢EQ5厚板及其生产方法。该高强度船板钢EQ51厚板包含如下质量百分比的化学成分:C:0.04~0.06、Si:0.10~0.15、Mn:0.9~0.95、P≤0.018、S≤0.005、Als:0.020~0.045、Cr:0.31~0.39%、Mo:0.14~0.19、Cu:0.21~0.23%、Nb:0.075~0.085%、Ni:0.31~0.41%、Ca:0.0020~0.0030%,其它为Fe和残留元素。其工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷24—60小时、推钢式加热炉、3800m轧机、ACC层流冷却、11辊热矫直机、堆冷、调质热处理、精整、外检、探伤、入库。本发明的有益效果在于:与传统的EQ51生产工艺相比,确保了钢板性能达到标准要求;同时解决了连铸无法生产80mm以上钢板的问题,缩短了生产周期低生产能耗。
 1048
0
1048
0
本发明公开了一种厚度在80‑120mm厚度海洋平台用钢钢板及其生产方法,其包含如下质量百分比的化学成分:C:0.08~0.12、Si:0.17~0.30、Mn:1.2~1.3、P:0.08~0.012、Cu:0.3~0.5、S:≤0.005、Cr+Mo+Ni:3.5~4.5、V+Nb+Ti:≤0.1、B:≤0.001、Als:0.25~0.50,其它为Fe和残留元素。其生产方法包括:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、钢锭堆冷、推钢式加热炉、3800m轧机、ACC层流冷却、11辊热矫直机、堆冷、精整、性能检验、外检、探伤、入库。通过合理的化学成分设计,LF+VD工艺来保证钢质的洁净度,并通过加热、轧制、控冷、堆冷等工艺有效实施,其屈服强度控制在690~720MPa,抗拉强度控制在790~830 MPa;伸长率控制在21%‑23%;V型冲击功控制在80~110J。
 1210
0
1210
0
本发明公开一种绿色环保秸秆轻质墙体板材生产方法,按下述步骤制备:原料配制→物理与化学相结合的表面处理→均匀拌胶→铺装→在模具中热压成型→定尺裁截→堆积保护养生→检验→产品;所述原料配制中,原料分为两种,一种为面层原料,另一种为中间层原料;所述表面处理步骤中,有蜡质的秸秆采用物理与化学结合的办法对秸秆表面蜡质进行处理,加入秸秆质量百分比的0.01%~0.5%与秸秆表面蜡质结构相似的含有硅‑氧化学键结构相似或者相近的化学原料,再加入能够与多羟基结构的形成氢键或者化学键的胶黏剂,在所述均匀拌胶中,中间层原料的拌胶添加有增强材料。该方法制备的板材无有害气体排放,板材平整,纹理统一美观,高强度、阻燃隔音防潮。
本发明公开了一种80~150mm厚水电用低裂纹敏感性SX780CF钢板及其生产方法。其包含如下化学成分:C、Si、Mn、P、S、Ni、Cu、Cr、Mo、V+Nb+Ti、Als、CEQ、Pcm,其它为Fe和残留元素。为得到上述产品,本发明采取的生产方法包括:铁水、转炉、氩站、VD真空、LF精炼、VD真空、模铸浇注、钢锭清理、加热、轧制、缓冷扩氢、探伤、调质热处理、性能检验、切割、入库。通过合理的化学成分设计,并通过加热、轧制及调质热处理等工艺有效实施,成功地研制出了80mm?150mm厚大型水电工程用高强度低裂纹敏感性SX780CF钢板,其屈服强度与标准相比富裕量控制在50~100MPa,抗拉强度与标准相比富裕量控制在40~100MPa;伸长率与标准相比富裕量控制在2%?6%;V型冲击功与标准相比富裕量控制在100~250J。
 1220
0
1220
0
本发明公开了一种中厚度在40mm~100mm厚度焊接耐候钢Q355NH钢板,包含如下质量百分比的化学成分:C:0.07~0.11、Si:0.21~0.55、Mn:0.50~0.90、P:0.071~0.120、S:0.001~0.008、Cu:0.25~0.45、Cr:0.75~1.20、Ni:0.25~0.45,其它为Fe和残留元素。其采取的生产方法包括:优质铁水、KR铁水预处理、120吨顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷24—60小时、连续炉、3800mm轧机、ACC层流冷却、11辊热矫直机、堆冷、精整、性能检验、外检、探伤、入库。通过合理的化学成分设计,LF+VD工艺来保证钢质的洁净度,并通过加热、轧制、缓冷等工艺的有效实施,其屈服强度控制在340~380MPa,抗拉强度控制在500~570?MPa;伸长率控制在21%~26%;?~20℃冲击功控制在100~190J,晶粒度控制在8~10级。
 1231
0
1231
0
本发明公开了一种高油酸花生的栽培方法,包括选地、选种、选种后的检测、选种后的处理、播种、田间管理和收获。本发明的有益效果是:通过在种植前提前来对土地进行施肥,可以在花生的生长过程中持续为花生提供养分,并对种子进行筛选,提高了花生的品质,通过采用合理的拌种剂来对种子种植前进行拌种,和后期的科学化的管理,能够有效的防治花生受到病害和虫害,提高花生的品质和产量,且化学拌种剂更加安全,对花生种子无毒害作用。
 1198
0
1198
0
本发明公开了一种大厚度加硼钢SS400-B钢板,所述大厚度加硼钢SS400-B钢板包含如下质量百分比的化学成分(单位,wt%):C:0.10~0.18、Si:0.20~0.40、Mn:0.50~0.90、P:≤0.025、S:≤0.015、Als:0.010~0.050、B:0.0008~0.0020,其它为Fe和残留元素。通过冶炼、浇注、加热、轧制、缓冷、热处理一系列生产工艺,并通过进行合理的成分设计、模铸浇注、加热及热处理,成功地在转炉—模铸浇注—加热轧制—正火热处理生产线开发出了厚度在360mm以上的大厚度加硼钢SS400-B钢板,其实物屈服强度在≥210MPa,抗拉强度在≥210MPa,伸长率在25-30%,经JB/T4730-2005标准无损探伤检测,可达探伤三级。
 1044
0
1044
0
本发明公开了一种机织泡泡纱床品材料的制造方法,包括以下步骤:松纱、漂白、染色、浆纱、织造、后整理、成品。机织泡泡纱纹路清晰,外观特别,泡泡凸凹明显,洗后不需熨烫。由于采用的是物理方法起泡,并且无荧光增白剂,绿色环保,符合人类消费的理念。工艺参数设计合理,制造顺畅,保证了每次订单的顺利交货。采用本发明制造方法生产的泡纱床品,各项物理、化学指标均达到国际检测机构的标准要求,产品畅销。
 928
0
928
0
本发明公开了一种低合金系列Q345C厚度规格在50mm以下的钢板及其生产方法。该钢板化学成分为(单位,wt%):C:≤0.18、Si:≤0.40、Mn:1.05~1.40、P:≤0.020、S:≤0.010、微合金化元素Ti : 0.010~0.020、Als:0.010~0.035、其它为Fe和残留元素。本发明采用的生产方法包括以下步骤:优质铁水、KR铁水预处理、顶底复吹转炉、吹氩处理、LF炉精炼、铸坯堆冷、加热炉、3800mm轧机轧制、ACC层流冷却、热矫直机、钢板堆冷、精整、检测、入库;本发明采取的技术方案较传统的Q345C的生产方案要简单,在保证钢板综合质量的基础上,没有采取V、Nb进行微合金化,使本发明在生产成本上占有巨大的优势,并且也降低了工人的劳动强度。
中冶有色为您提供最新的河南南阳有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!



































































 2025年11月07日 ~ 09日
2025年11月07日 ~ 09日 












