全部
▼
热搜:

 1016
1016
 0
0
本发明涉及了一种新型直上渣洗混合材料及其制备工艺,属于新材料中金属材料中的特殊性能合金及粉末冶金新材料领域,该材料由以下重量份数的组分构成:氧化铝粉末30~65份,生石灰30~50份,氧化镁粉末1~6份,萤石0~6份,二氧化硅粉末5~6份,将上述材料置于球磨机中共球磨得微粒粉末,再将球磨后的微粒粉末经压球机压制成型后,送入电弧炉中熔融,最后在倒炉过程中将铝粉5~40份加入熔液中,将冷却后的材料破碎至颗粒即可。本发明之直上渣洗材料能较好的形成对脱氧、脱硫钢水的“过滤”效果,很好地捕捉产生的脱氧产物,并促进钢中夹杂改性,达到进化钢水的目的。

 948
0
948
0
本发明公开了一种基于薄板坯连铸连轧流程生产低碳贝氏体高强钢的方法,用转炉或电炉冶炼,钢液成分合格后送LF炉对钢液进行精炼和成分微调,薄板坯连铸,温度为950-1100℃的凝固薄板坯直接进入温度大于或等于1150℃的辊底式加热(均热)炉中加热,加热后的薄板坯出炉温度控制在1050-1160℃范围,再由连轧机组轧制成板材,板材终轧温度为840-860℃,经层流冷却后在温度为550-600℃条件下进行地下卷取成为板卷。薄板坯连铸连轧流程生产非调质高强钢改变了传统的工艺路线,钢的冶金成分较简单,合金化生产成本较低,可稳定地获得板材的高强韧性、高成形性能和良好的焊接性能。
 1085
0
1085
0
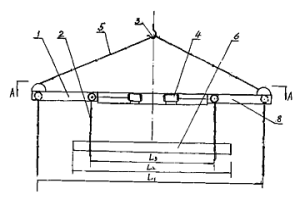
本实用新型公开了一种适用于冶金行业吊运热、冷钢坯钢材或其它行业吊运有规则与无规则物体的电动推杆链条式起运吊具,它主要由矩形支架1、支承板9、电动推杆4、移动梁7及起吊链条2等组成,电动推杆4安装在支承板9上并与移动梁4相连。开启电动推杆4,带动移动梁7移动,起吊链条2也跟随着向矩形支架1的两头或中心部位移动,拉宽与缩小起吊链条2的间距,实现对被吊物体6的装卸。这种结构形式的起运吊具,结构简单、操作平稳,成本低,不受矩形支架1变形与否的限制,适用于冶金行业及其它装卸部门。
 936
0
936
0
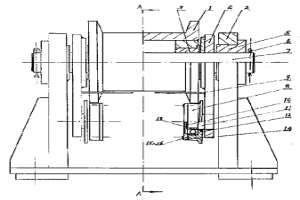
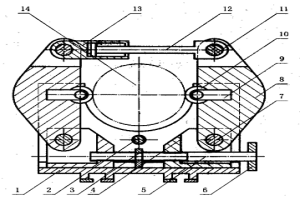
本实用新型公开了一种用于冶金连铸二冷区段输送连铸坯的支承托辊。托轮架4安装在轴7上并且间于辊子1与支承辊座架2之间,在托轮架4的下端装配有托轮8,托轮8中装有滚动轴承12及手轮端盖14,托轮8的外沿紧挨辊子1的外沿并可沿辊子1的外沿滑动。在托辊架4上有顶紧用螺栓A、B、C及拉紧螺栓D,以调节托轮架4与支承辊座架2之间的距离及辊子1的轴向定位。隔热板9安装在辊子1与托辊8之间,阻挡热辐射与改善托辊8的工作条件,大幅度提高辊子1及自润滑轴承3的使用寿命。这种结构的支承托辊,结构合理,使用方便,它不仅适用于冶金连铸作业,同时可在金属热加工的成品输送及其它行业均可推广应用。
 1056
0
1056
0
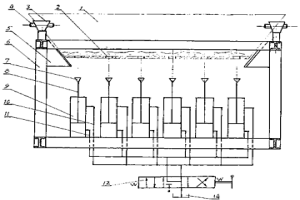
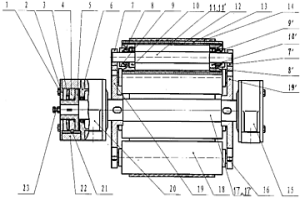
本实用新型公开了一种用于冶金连铸生产中松动中间罐钢水冻块的装置,将有冻块的连铸中间罐1放于台架6的上层并卡在两纵向定位板5之间,同时连铸中间罐1两头的定位卡弧13套在支撑架3的定位轴4上。搬动手动换向阀12,使液压油从油池14经过进油管11进入液压缸9的下部推动活塞杆8向上移动,活塞杆8上的顶头7穿过连铸中间罐1底部的浇铸口2顶松中间罐1底部的钢水冻块,钢水冻块被顶松后再搬动手动换向阀12使液压油从液压缸9的出油管10回到油池14。这种钢水冻块的松动装置实用性很强,可在冶金连铸生产中推广。
 1104
0
1104
0
本发明公开了一种复合辊套,包括:外工作层、复合过渡层和内层无缝管,所述内层无缝管为预制的低碳无缝钢管,所述外工作层为现浇的耐磨合金钢层,所述复合过渡层为铝热剂和造渣剂与现浇合金液反应而生成铁水以及所述内层无缝管表层熔化铁水共同形成的过渡层,所述外工作层、所述复合过渡层和所述内层无缝管三者之间为冶金结合。以及公开了一种复合辊套的制造方法和包括该复合辊套的轧辊。通过采用铝热剂和造渣剂的混合涂层涂覆在内层无缝管外表面上,混合涂层在外工作层的现浇铸过程中,遇到高温的合金液而发生化学反应,生成铁水,同时放出的热量能将无缝钢管的表层熔化,生成的铁水以及无缝钢管表层熔化的铁水共同形成复合过渡层,这样能够实现外工作层与内层无缝管牢固结合。
 725
0
725
0
本发明公开了一种金属结构件复合涂装工艺, 在 锈面或潮湿带油的金属件上涂上LHG“三带”多功能新型防 腐涂料, 并形成相应的涂层, 在各相邻涂层间采用有机高分子改 性树脂以形成不溶-互溶体系, 解决了各涂层间的结合力问题 和防锈、阻锈、吸水、吸油、耐中低温及防腐蚀问题。它不仅 适用于冶金企业, 亦可用于化工等腐蚀严重环境中的金属结构 件的防腐工程。
 855
0
855
0
本发明公开了一种用于冶金、矿山、化工等行业输送散状物料的输送皮带机用行星式组合滚筒。左、右支板分别装配在主轴的两端,每个行星托辊两头装配有行星托辊固定座,各行星托辊经紧定螺栓穿过行星托辊固定座上的定位孔后装配在左、右支板上。主轴的两端装配有左、右主轴轴承座。第二摩擦体装配在主轴出轴端,第一摩擦体和碟簧装配在第二摩擦体的伸出段上。中间体装配在盘盖和左主轴轴承座上的透盖之间,中间体、盘盖、透盖通过螺栓穿过其定位孔旋进在左主轴轴承座上的螺纹孔紧固在座体上,第一摩擦体上的圆键嵌在中间体的键槽内。输送皮带只与几个行星托辊的外表面接触,当某几个行星托辊出现故障时,输送皮带会自动将它们带动到非工作位置。该组合滚筒更换维护方便、使用寿命长。
 964
0
964
0
本发明公开了一种用于松动矿山或冶金或焦化等行业的料仓中被堵散状物料的微后座力空气炮清堵器。压缩空气经换向阀出口端的输气管、单向阀入储气泡及进气管、柱塞螺管入气缸体内腔,与储气泡端侧的出气管相连的缸体进气管伸入气缸体的内腔,气缸体一侧开口处有放炮管,活塞缸的两头有密封胶圈、压板、连接螺栓及密封圈,柱塞螺管的螺纹段或端头段上有压盖螺母及缓冲胶圈。在对料仓中的散状被堵物料施行放炮时,操作换向阀使气缸体内的压缩空气经进气管后由换向阀放出,缸体进气管内的压缩空气高速推动活塞缸向左移动并经放炮管进入料仓对散状物料清堵。这种清堵器的使用寿命可提高5-10倍。
 1207
0
1207
0
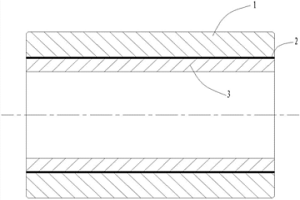
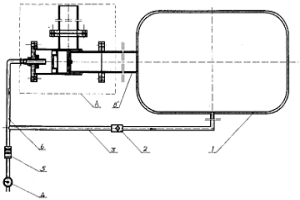
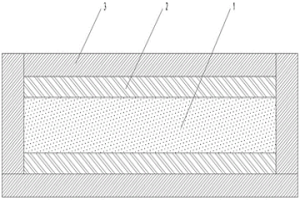
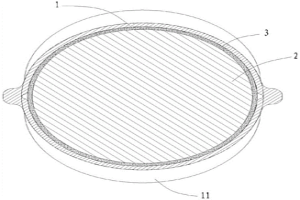
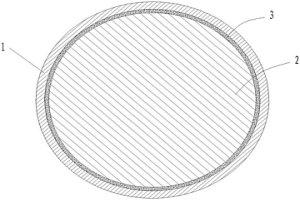
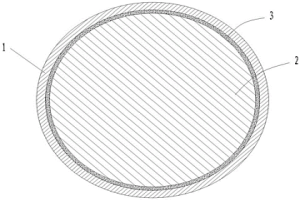
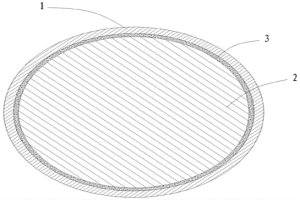
本发明公开了一种高强高韧耐腐蚀多层复合钢筋,包括:外层(1)、中间层(2)和内芯部(3),所述外层(1)、所述中间层(2)和所述内芯部(3)由外至内依次套装设置,所述外层(1)与所述中间层(2)之间以及所述中间层(2)与所述内芯部(3)之间均为冶金结合;所述外层(1)厚度、所述中间层(2)厚度以及所述内芯部(3)半径之比为1:(1‑5):(5‑30)。通过采用外层、中间层和内芯部的三层结构,使得每一层都发挥其特定的性能,达到了高强度、高韧性和耐腐蚀性的性能。本发明还公开了一种高强高韧耐腐蚀多层复合钢筋的制造方法,通过三者之间的冶金结合,使得三者相接触处相互渗透熔合,大大提高了该多层复合钢筋的整体性。
 1240
0
1240
0
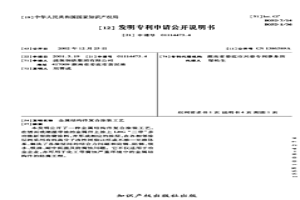
本发明公开了一种机械辗压轧辊表面的毛化强化方法及其装置,用滚轮10辗压轧辊14的表面,将滚轮10的表面形貌复印到轧辊14的表面上,实现轧辊表面毛化或强化。压杆8、刀杆9及滚轮10对称布置在轧辊14的两边。启动油缸13,油缸13的工作腔进油带动活塞杆12运动,它经活塞杆轴销11依次带动压杆8、刀杆9及滚轮10动作,滚轮10顶紧轧辊14,轧辊14在机床主轴驱动下旋转时,滚轮10对轧辊14的相应圆周实施辗压。用传动丝杆2将本装置沿轧辊14轴向进给时,滚轮10对轧辊14的整个外表面实施稳压,辗压所需的巨大压力在本装置内互相抵消,对机床本体无影响。本方法及装置可应用于冶金、有色和造纸行业各类轧辊的表面毛化或强化。
 940
0
940
0
本发明公开了一种用于制造带式输送机托辊的高分子复合材料,其配方是:改性工程塑料、氧化镁、石墨,所用材料的配比(重量百分比)为:改性工程塑料:50~80%;氧化镁:10~50%石墨:0.5~2.9%;其中改性工程塑料由尼龙6(PA6)和玻璃纤维按重量3∶1~6∶1重量比例混合后制得,将所有材料按配比(重量百分比)混料后再经双螺杆造粒机混炼、挤出拉丝、水槽冷却、切粒、干燥制得,用本发明的高分子复合材料制作的托辊具有制作工艺简单、耐磨损、抗腐蚀、抗冲击、强度高、质量轻、抗静电、抗老化、阻燃、成本低、可大大延长托辊的使用寿命,可广泛用于冶金、矿山、建材、火力发电等行业。
 1228
0
1228
0
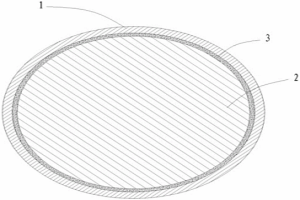
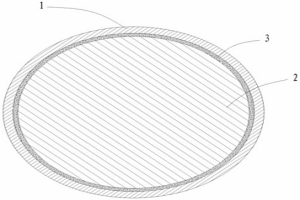
本发明公开了一种热轧粉末高速钢‑不锈钢复合钢板,包括:至少一层热轧成型的粉末高速钢芯层(1)和至少两层耐腐蚀不锈钢层(2),所述耐腐蚀不锈钢层(2)与所述粉末高速钢芯层(1)交替夹持设置,且所述耐腐蚀不锈钢层(2)与所述粉末高速钢芯层(1)相互烧结冶金结合。以及该热轧粉末高速钢‑不锈钢复合钢板的制造方法。高速钢粉末与不锈钢板材制成复合坯料后,通过热轧工艺生产粉末高速钢‑不锈钢复合板材,可使复合板材兼具粉末冶金合金的优点,且具有生产效率高、可生产规格多、可实现大规模生产等优点。
 1166
0
1166
0
本发明公开了一种应用于冶金炼钢及机械铸造所使用的锰铁合金生产方法。先将锰含量大于20%的锰矿石、还原剂、发热剂、催化剂分别破碎研磨成颗粒粉料按重量百分比混匀再加入粘结剂制成复合锰合金球团,复合锰合金球团经冲天炉熔化成液态含锰渣料后直接转入感应炉中,并同时采用导电电极进行升温与还原。向感应炉中加入导电熔渣及铁矿石和废钢,在感应线圈及导电电极加热下,加入不同的渣系和还原剂形成含锰铁液渣还原气氛,将含锰铁液渣中的化合态锰铁还原成金属间化合物的锰铁合金,经铸造变成固态锰铁合金。用此方法生产锰铁合金可降低能耗、减少环境污染、提高生产效率。
 1121
0
1121
0
一种用金属锑制备三氧化二锑(锑白)的方法, 属冶金工艺,该法是用一种锑白炉自热氧化挥发生 产三氧化二锑,采用的锑白炉似小型反射炉,炉内 设有两个圆柱形反应室,反应室下部装有空气管, 插入锑熔体中鼓风;在反应室内装有出口向下的空 气管,向锑熔体表面鼓风,当锑熔化后,在反应室 内被空气中的氧氧化生成的Sb2O3进入烟道剧烈冷却 成球状的Sb2O3,这种产品适用于搪瓷、油漆和阻燃 剂等工业部门。
 946
0
946
0
一种制取焦锑酸钠的湿法工艺,属有色湿法冶 金,方法是将Sb2O3,NaOH,H2O2按比例加入反应釜 内,在温度25~150℃,压力1~3atm条件下,搅拌反 应生成焦锑酸钠(Na2H2Sb2O7·6H2O),反应式如下:2NaOH+Sb2O3+2H2O2+4H2O=Na2H2Sb2O7·6H2O 溶液进行结晶,结晶条件是:温度0~160℃,压力 1~3atm,结晶经过滤、洗涤得焦锑酸钠,适用作高 级玻璃澄清剂及阻燃助剂,有明显的经济效益。
 901
0
901
0
一种预应力厚壁辊套组合轧辊,属于冶金机械技术领域。包括螺母端套、压环2、辊套3和螺栓芯轴4,其特征在于:将螺母端套(1)、螺栓芯轴(4)加热膨胀后与辊套(3)联接,冷却至常温后,由于螺栓芯轴(4)收缩,两螺母端套(1)对厚壁辊套(3)施加相应预应力,螺母端套(1)与辊套(3)连接处加工到相同尺寸,同时与压环(2)保持过盈联接;辊套(3)的厚度为ΦD为轧辊辊身直径,Φd为轧辊辊颈直径。优点在于,结构稳定,解决了辊套轧辊使用中辊套容易破裂的问题,与整体轧辊相比,螺母端套、螺栓芯轴可反复使用,轧辊使用寿命可成倍提高,可大改小多次使用,报废后贵重合金可全部回收,节能降耗。
 1089
0
1089
0
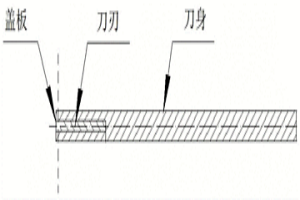
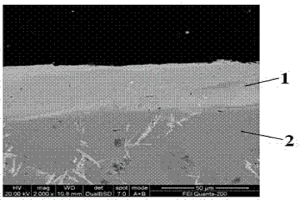
本发明公开了一种复合刀坯及其制备方法,包括刀身,刀身的前端设有刀刃;刀身采用2Cr13不锈钢或3Cr13不锈钢制备而成;刀刃采用10Cr15MoV合金粉末制备而成,刀身至少三面包裹刀刃,刀刃与刀身冶金结合。本发明的复合刀坯,包括刀身和布设在刀身前端的刀刃,刀刃采用10Cr15MoV合金粉末,具有高的硬度和耐磨性,刀身用低碳不锈钢材料3Cr13或2Cr13,有好耐腐蚀性和韧性,刀身与刀刃冶金复合,使得该双金属的复合刀坯,充分发挥低碳不锈钢材料和合金粉末材料的优势,既有好的耐腐蚀性能,又有好的锋利度且锋利持久性,且仅刀刃使用10Cr15MoV合金粉末,降低了复合刀坯的成本,且能实现大批量生产。
 1016
0
1016
0
本发明公开了一种应用于冶金炼钢及机械铸造使用锰合金的生产工艺。将锰含量大于20%的锰矿配加还原剂、发热剂、催化剂分别破碎研磨成颗粒粉料后按比例混匀再加入粘结剂制成复合锰合金球团。将复合锰合金球团经竖炉或冲天炉熔化成液态含锰渣料后直接转入电弧炉或感应炉配加电渣炉中,在电弧炉电极或感应线圈和电渣炉电极加热下,配制不同的渣系形成有利于含锰液渣还原的气氛,将含锰液渣中的化合态锰还原成金属间结合的锰合金。用此生产工艺还可将锰含量为30.5%的锰矿球团经竖炉或冲天炉熔化后直接入交流电弧炉或中频感应炉配加的电渣炉中生产出锰铁合金或硅锰合金。本工艺降低了能耗、减少环境污染、提高了生产效率,可推广。
 1039
0
1039
0
本发明涉及一种锑冶金火法精炼除铅的除铅剂,特别适用于锑反射炉精炼除铅。它由锑与硅或硼或磷的含氧酸根所组成,分子式为SbnRm,式中m为锑化合价,R、n分别为硅或硼或磷的含氧酸根及其化合价。该除铅剂可通过水溶液反应或高温合成制取,工艺简单,操作容易。它直接加入反射炉精炼除铅,可使锑中的铅含量降至0.025%,解决了锑反射炉精炼不能深度除铅的技术难题,对合理利用锑资源有重大意义,且经济效益显著。
 835
0
835
0
本发明公开了一种基于电火花沉积的非晶纳米晶涂层制备方法。非晶纳米晶涂层各元素的化学成分按重量百分比为:4%~8.82%B,6%~72%Mo,0~15%Cr,0~15%Ni, 0~15%Mn, 0~15%V, Fe是余量;先采用粉末冶金工艺制备得到Fe2B-Mo2FeB2基金属陶瓷或Mo2FeB2基金属陶瓷的电极材料,然后对电极材料进行电火花沉积,并用惰性气体进行保护,其流量为0.01~10L/min,沉积的工艺参数为:输出功率为2000~8000W,输出电压为100~300V,沉积速率为0.5~10min/cm2。该制备方法使得电火花沉积的效率显著提高,涂层中非晶纳米晶相对含量的控制方便简单。
 841
0
841
0
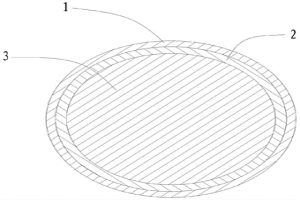
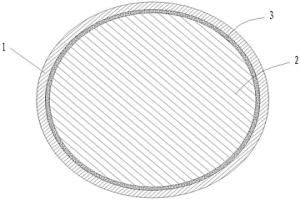
本实用新型公开了一种耐腐蚀HRB600E复合抗震钢筋,包括:不锈钢耐腐蚀外层和HRB600碳钢芯,所述不锈钢耐腐蚀外层包覆在所述HRB600碳钢芯外周,所述不锈钢耐腐蚀外层与所述HRB600碳钢芯组坯后热轧形成冶金结合过渡层;所述不锈钢耐腐蚀外层的厚度为0.10mm‑1.50mm,所述不锈钢耐腐蚀外层厚度为所述复合抗震钢筋半径的0.6%‑10%,所述冶金结合过渡层的厚度为0.02mm‑0.15mm,所述复合抗震钢筋长度为0.01m‑1000m。该复合钢筋具有良好的韧性性能,抗弯折能力大大提高,且强度大大提高;同时,内外层之间的冶金结合,使得两者相接触处相互渗透熔合形成中间过渡层,大大提高了该复合钢筋的整体性。
 1196
0
1196
0
本实用新型提供一种大桥缆索用高强耐腐蚀不锈钢覆层钢丝,由不锈钢耐腐蚀外层与高强钢芯组坯后经热轧冷拔工艺成型,其包括不锈钢耐腐蚀外层、高强钢芯和冶金结合过渡层,所述不锈钢耐腐蚀外层包覆在所述高强钢芯外周,所述不锈钢耐腐蚀外层与所述高强钢芯组坯后热轧使其接触面形成所述冶金结合过渡层;所述大桥缆索用高强耐腐蚀不锈钢覆层钢丝直径为3‑7mm,所述不锈钢耐腐蚀外层厚度为所述大桥缆索用高强耐腐蚀不锈钢覆层钢丝直径的1‑8%,所述冶金结合过渡层的厚度为0.02mm‑0.10mm。本实用新型提供的高大桥缆索用高强耐腐蚀不锈钢覆层钢丝,大桥缆索用高强耐腐蚀不锈钢覆层钢丝,具有高强度、耐腐蚀性能优良、性能稳定的特点。
 1050
0
1050
0
本发明公开了一种不锈钢复合精轧螺纹钢筋,包括:不锈钢耐腐蚀外层和低合金钢钢芯,以及所述不锈钢耐腐蚀外层与所述低合金钢钢芯在复合过程中热轧渗透所形成的冶金结合过渡层,所述不锈钢耐腐蚀外层包覆在所述低合金钢钢芯外周,所述冶金结合过渡层是从所述不锈钢耐腐蚀外层至所述低合金钢钢芯均匀渗透的延伸结合层;所述不锈钢耐腐蚀外层的厚度为0.10mm‑2.00mm,所述冶金结合过渡层的厚度为0.02mm‑0.15mm,所述不锈钢耐腐蚀外层厚度是所述精轧螺纹钢筋半径的0.6%‑10%。
 983
0
983
0
本发明提供一种大桥缆索用高强耐腐蚀不锈钢覆层钢丝,包括不锈钢耐腐蚀外层、高强钢芯和冶金结合过渡层,所述不锈钢耐腐蚀外层与所述高强钢芯组坯后热轧使其接触面形成所述冶金结合过渡层;所述大桥缆索用高强耐腐蚀不锈钢覆层钢丝直径为3‑7mm,所述不锈钢耐腐蚀外层厚度为所述复合钢丝直径的1‑8%,所述冶金结合过渡层的厚度为0.02mm‑0.10mm;所述高强钢芯由合金钢制成,其包括按重量百分比计的如下成分:C:0.8‑0.95%,Si:0.8‑1.3%,Mn:0.6‑0.9%,Cr:0.2‑0.4%,Mo:0.05‑0.2%,Ni:0.1‑0.3%,Ti:0.02‑0.08%,V:0.03‑0.08%,Al:0.02‑0.06%,余量为Fe及不可避免的杂质。本发明提供的高大桥缆索用高强耐腐蚀不锈钢覆层钢丝,大桥缆索用高强耐腐蚀不锈钢覆层钢丝,具有高强度、耐腐蚀、性能优良、性能稳定的特点。
 1154
0
1154
0
本发明公开了一种耐腐蚀HRB600E复合抗震钢筋,包括:不锈钢耐腐蚀外层和HRB600碳钢芯,所述不锈钢耐腐蚀外层包覆在所述HRB600碳钢芯外周,所述不锈钢耐腐蚀外层与所述HRB600碳钢芯组坯后热轧形成冶金结合过渡层;所述不锈钢耐腐蚀外层的厚度为0.10mm‑1.50mm,所述不锈钢耐腐蚀外层厚度为所述复合钢筋半径的0.6%‑10%,所述冶金结合过渡层的厚度为0.02mm‑0.15mm。以及公开了一种耐腐蚀HRB600E复合抗震钢筋的制造方法。该复合钢筋具有良好的韧性性能,抗弯折能力大大提高,且强度大大提高;同时,内外层之间的冶金结合,使得两者相接触处相互渗透熔合形成中间过渡层,大大提高了该复合钢筋的整体性。
 1148
0
1148
0
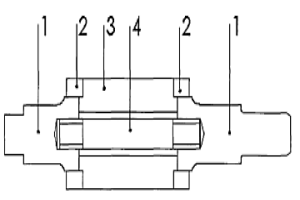
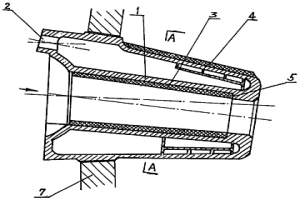
本实用新型公开了一种应用于冶金高炉送风系统的节能长效风口小套,在风口小套1与热风接触的内壁表面内套上有耐磨、耐高温的耐火衬套3,热风在通过风口小套1时传导到风口小套1内冷却水的热量减少,可降低热风的温度与热量损失。在风口小套1前端的外壁上设计有筋条6、6′,筋条6与6′之间涂敷有耐火保温层4,它可防止当液态的锌、铅或铁滴落在风口上方上时对风品小套1的铜壁造成熔蚀。把这种风口小套用于冶金高炉,开通冷却水从进水口2′进入风口小套1的内腔再从出水口2出来以冷却风口小套1不致使风口小套1烧坏。这种结构形状的风口小套可应用各种公称容量的冶金高炉。
 825
0
825
0
本发明公开了一种不锈钢复合耐火钢筋,包括:不锈钢耐腐蚀外层、耐火钢钢芯和冶金结合过渡层,不锈钢耐腐蚀外层包覆在耐火钢钢芯外周,不锈钢耐腐蚀外层与耐火钢钢芯组坯后热轧使得两者相互渗透而形成冶金结合过渡层;不锈钢耐腐蚀外层、所述耐火钢钢芯与冶金结合过渡层的厚度之比为1:(10‑200):(0.1‑5)。
北方有色为您提供最新的湖南娄底有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!

 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日  2026年03月20日 ~ 22日
2026年03月20日 ~ 22日  2026年03月25日 ~ 27日
2026年03月25日 ~ 27日  2026年03月26日 ~ 28日
2026年03月26日 ~ 28日  2026年03月27日 ~ 29日
2026年03月27日 ~ 29日 































































有限责任公司")





