全部
▼
热搜:
 955
955
 0
0
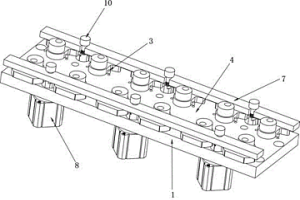
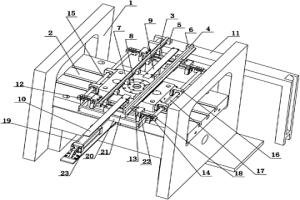
本实用新型提供了一种用于压缩机高精度粉末冶金偏心轮加工专用夹具,包括定位机构和夹紧机构,定位机构包括定位座、第一定位销和第二定位销,定位座的上端设置有定位面,定位面的两端分别设置有第一定位部和第二定位部;第一定位部包括多个第一销孔,第一销孔内均固定有第一定位销;第一定位销的两侧端对称安装有第二定位销,定位面的两端对称设置有多个第二销孔;夹紧机构包括压杆以及多个固定在定位座下端的气缸,压杆上设置有多个U形槽,U形槽内安装有连接件,气缸与连接件连接并用于带动压杆下滑进行夹紧。本实用新型提供的一种用于压缩机高精度粉末冶金偏心轮加工专用夹具,定位精准,夹紧可靠,加工效果好,加工效率高。
 1097
0
1097
0
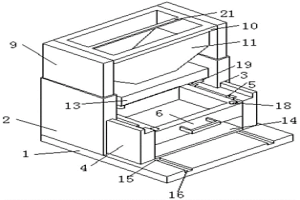
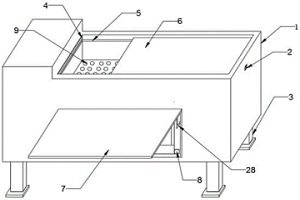
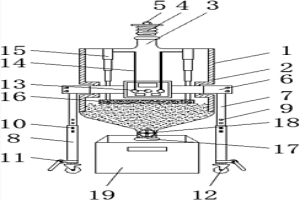
本实用新型属于粉末冶金冲压成型技术领域,尤其为一种粉末冶金冲压成型机,包括底板,所述底板的上表面固定连接有支撑板,所述支撑板的外表面开设有限位滑槽,所述限位滑槽的内部活动连接有连接块,所述连接块的外表面开设有减震滑槽,所述减震滑槽的内部活动连接有下粉末成型模块。通过下粉末成型模块和上粉末成型模块的设置,工作人员通过支撑液压杆将上粉末成型模块移动至将下粉末成型模块的上方,粉末放置在粉末箱内,液压杆带动活塞杆向下移动,对粉末原料进行冲压,通过出料管排至上粉末成型模块内,设置有减震滑槽和强力弹簧,减小上粉末成型模块在向下移动过程中对下粉末成型模块产生的震动,延长该装置的使用寿命。
 815
0
815
0
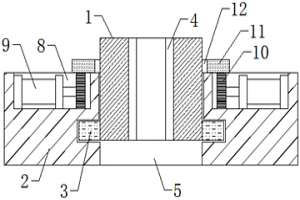
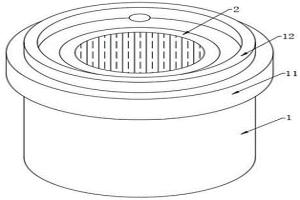
本实用新型涉及粉末冶金技术领域,尤其为一种密封粉末冶金阴模模具,包括阴模本体和安装底座,所述安装底座的上侧设置有阴模本体,所述阴模本体的下侧外壁左右两侧设置有安装滑块,所述阴模本体的内壁设置有阴模模芯,所述安装底座的基面并且对应阴模本体开设有固定放置槽,所述安装底座的基面的并且对应安装滑块对应设置开设有安装滑槽,所述固定放置槽的侧壁中间处设置有开设有固定滑槽,所述安装底座的基面并且位于固定放置槽的外侧开设有气缸安装槽,通过设置的安装滑槽和固定滑槽相互贯通,能够使安装滑块在进入到安装滑槽后,可以通过旋转使安装滑块进入到固定滑槽中,从而达到防止阴模本体在安装底座内上下晃动的情况。
 1211
0
1211
0
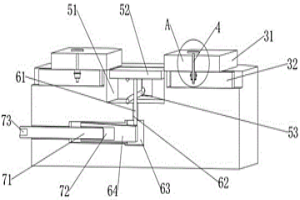
本实用新型公开了一种用于粉末冶金零件的自动夹持送料装置,包括机架和安装有阴模组件的工作台,所述的阴模组件包括阴模板和上阴模,它还包括用于送料的夹持机构和用于驱动夹持机构实现开合运动的横向驱动装置及用于驱动夹持机构实现进给运动的纵向驱动装置;所述的夹持机构包括分别对称设置于上阴模两侧且与工作台垂直设置的左夹持固定板和右夹持固定板,且所述的左夹持固定板和右夹持固定板的下表面与所述的工作台之间设有间隙;所述的左夹持固定板的内侧均匀间隔设置有多个左夹持块,所述的右夹持固定板的内侧对应设置有多个与左夹持块相配合用以夹持粉末冶金零件的右夹持块。该装置适用零件尺寸范围更广,工作效率更高。
 863
0
863
0
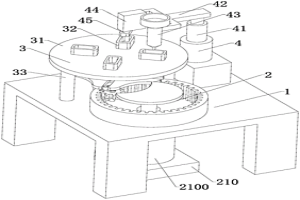
本实用新型涉及粉末冶金技术领域,尤其公开了一种全自动粉末冶金成型机,包括操作台,所述操作台上端面安装有转动组件,所述转动组件上端连接有底模组件,所述操作台靠近所述底模组件位置安装有压制组件,所述转动组件包括固定安装在所述操作台上的轮盘,所述操作台正对所述轮盘中间的位置转动连接有第一转轴,所述第一转轴上端固定连接有月牙盘,所述第一转轴靠近所述月牙盘下端固定连接有导杆。本实用新型所提供的全自动粉末冶金成型机,改进转动组件,避免出现反复打开关闭电机来实现转动座的停止与转动的情况,从而延长电机寿命并提高了压制的零件的质量;放置物料与压模同步工作,在一定程度上提高了工作效率。
 920
0
920
0
本发明公开了本发明公开一种弥散铜复合电触头的粉末冶金近净成形制备方法,技术方案为采用雾化法制备的Cu‑Al合金粉末,将一部分Cu‑Al粉氧化成Cu2O‑Al2O3粉,然后将Cu‑Al粉和Cu2O‑Al2O3粉按比例混合后冷压成形,随后进行内氧化和烧结,最后进行模锻成型。本发明能够通过粉末冶金直接近净成形加模锻成形的方式,避免了电触头制备过程中挤压、轧制、冲压等成形过程,解决氧化铝弥散铜材料塑性成形能力较差的问题,同时相比切削加工成形,提高材料利用率。总体来说该方法减少了工艺环节、降低了生产成本。
 931
0
931
0
本发明涉及一种具有致密化表面的铁基粉末冶金零件的制备方法,本发明专门设计了用于挤压零件外表面的挤压阴模和挤压零件内表面的挤压芯棒,并辅以能将零件进行夹紧的上冲模具及下冲模具,使用时,零件固定不动,移动相应的挤压模具完成挤压,这样的方式可以避免挤压完毕出模后零件以出现裂缝的缺陷;与现有技术中在烧结步骤后进行表面塑性致密化处理时所需要的能量相比,本发明可以以较小的挤压余量得到较大的变形深度, 且显著降低了能量需求,降低了生产成本,提高了致密化程度,挤压后产品整体密度可超过7.60g/cm3,产品表面相对密度可以达到99%以上,致密层覆盖率高,从而使铁基粉末冶金零件具有精度高、强度好的优点。
 1057
0
1057
0
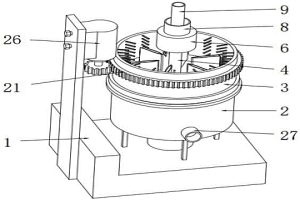
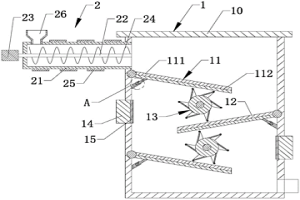
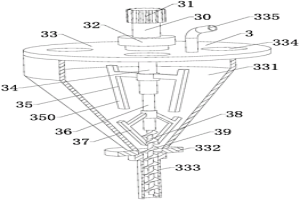
本发明涉及粉末冶金技术领域,且公开了一种粉末冶金用粉末混合装置,包括机架,所述机架的上侧设有第一搅拌混合桶,且所述第一搅拌混合桶的上端设有第二搅拌混合桶,所述第一搅拌混合桶的下侧设有出料管,所述第一搅拌混合桶内设有搅拌轴,且所述搅拌轴上设有若干个第一搅拌叶片,所述搅拌轴为空心结构,所述第二搅拌混合桶与所述第一搅拌混合桶转动连接,且所述第二搅拌混合桶的上端设有吸料组件。本发明通过在机架上设置第一搅拌混合桶来对冶金粉末进行混合,当出现偏析问题时,通过第二搅拌混合桶处的吸料组件,可以将第一搅拌混合桶内的偏析物料吸出,然后输送至第二搅拌混合桶内进行重新混合,有效地提高了物料的混合效果。
 1141
0
1141
0
本实用新型涉及粉末冶金技术领域,且公开了一种粉末冶金烧结成型后处理的精整用夹持装置,包括夹持机构,夹持机构包括滑动安装在外部装置上的夹持块,夹持块上转动安装有滑动块,滑动块上设置有第一连接机构,滑动块通过第一连接机构转动安装在夹持块上,该粉末冶金烧结成型后处理的精整用夹持装置,夹持机构分为两部分,包括安装在外部装置上的夹持块,夹持块上转动安装有滑动块,滑动块上设置有第一连接机构,夹持块通过第一连接机构安装在滑动块上,当需要更换夹持方向时,只需要调整夹持块在滑动块上的方向即可,无需整个拆卸进行调整,进而达到方便和快速地进行方向调节的目的。
 902
0
902
0
本实用新型公开了一种粉末冶金用烧结炉,包括炉体和框体,所述炉体内壁的底部与框体内壁的底部固定连接,所述炉体的顶部固定连接有吸附箱,且吸附箱内壁顶部的两侧与底部的两侧之间均固定连接有活性炭吸附板,所述吸附箱内壁的顶部固定连接有紫外线杀菌灯,所述炉体顶部的右侧且位于吸附箱的右侧固定连接有风机,且风机的出风口连通有出气管,本实用新型涉及粉末冶金技术领域。该粉末冶金用烧结炉,通过炉体的顶部固定连接有吸附箱,吸附箱内壁顶部的两侧与底部的两侧之间均固定连接有活性炭吸附板,可以对排出的烟气进行净化处理再进行排放,不会对外部的空气造成不良的影响,保护了环境,同时便于对过滤网进行拆卸清理。
 999
0
999
0
本发明涉及一种粉末冶金零件的制备方法,其特征在于:包括以下步骤:材料成分设计、压制、烧结、退火、超声波端面致密化及热处理。该粉末冶金零件的制备方法实现了对轴向表面的致密化处理,与传统粉末冶金工艺相比,产品的密度更高,局部密度可以超过7.60g/cm3,接近粉末锻造的水平,而表面相对密度可以达到99%以上,基本实现表面致密化。
 930
0
930
0
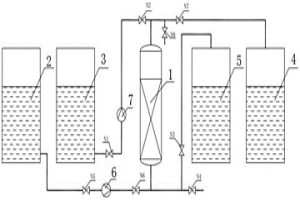
本实用新型公开了一种用于钴镍冶金生产中的除油系统,包括交换器柱体、待处理溶液储罐、洗脱液储罐、溶液除油后储罐和脱附液收集储罐;所述交换器柱体内装填有大孔吸附树脂;所述交换器柱体底部分别通过管路与所述待处理溶液储罐、脱附液收集储罐连接;所述交换器柱体顶部分别通过管路与所述洗脱液储罐、溶液除油后储罐连接。本实用新型解决了钴镍冶金生产过程中排放废水及钴镍产品中油含量偏高的问题。采用大孔吸附树脂用于钴镍冶金生产中除油,处理后溶液含油量可以降低到5mg/L,最低可降低到1mg/L以下。采用大孔吸附树脂吸附法就可以进行深度除油,可代替其它多种组合除油方法,设备简单,运行操作简便,提高了工作效率和经济效益。
 1042
0
1042
0
本实用新型涉及粉末冶金加工技术领域,尤其公开了一种粉末冶金干燥设备,包括干燥组件和加料件,所述干燥组件上端安装所述加料件;所述干燥组件包括干燥桶,所述干燥桶内部安装有第一分流件和第二分流件,所述第一分流件与所述第二分流件之间安装有过渡件;所述过渡件包括过渡电机,所述过渡电机通过联轴器连接有转动轴。本实用新型所提供的粉末冶金干燥设备,其中设有加料件,使得粉末物料被缓缓加入到干燥桶内,通过加热器对粉末物料进行初步加热干燥;设有干燥组件,其中第一分流件与第二分流件和过渡件之间相互配合,有利于干燥组件对粉末物料进行充分干燥,从而提高了粉末物料被干燥的均匀性,从而提高干燥的效率。
 963
0
963
0
本实用新型公开了一种粉末冶金原料用筛分装置,包括筛分装置主体、底座、第一分选网、第三出料口、筛分装置底板和振动电机,所述筛分装置主体外表面的右侧与第二出料口密封连接,且筛分装置主体内部侧面设置有喷气口,所述底座通过震动弹簧设置在筛分装置主体的下端,所述第一分选网设置在筛分装置主体的内部,且第一分选网的下方设置有第二分选网,所述筛分装置底板密封连接在筛分装置主体的底端。该粉末冶金原料用筛分装置,在筛分装置主体的内部设置有喷气口,起到防止第一分选网和第二分选网堵塞的作用,有利于提高该粉末冶金原料用筛分装置的筛分效率,在固定座的外侧设置有加强肋板,起到加强固定座强度的作用。
 909
0
909
0
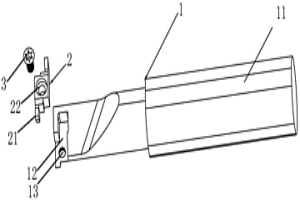
一种粉末冶金零件生坯车槽刀结构,包括槽刀刀杆和槽刀刀片,槽刀刀杆左端前侧凹设有供槽刀刀片置入的容置腔,槽刀刀片的中部开设有安装通孔、容置腔底面上开设有对应的通孔,通过连接件将槽刀刀片固定在容置腔内,槽刀刀片呈侧Z字型,槽刀刀片上下两端各设有一切削部,两个切削部以槽刀刀片的安装通孔为中心呈中心对称设置,其中一切削部伸出于刀杆外、另一切削部设于容置腔内。本实用新型结构合理,装配方便快捷,可加工各种生坯槽体,加工质量高,能有效避免生坯车槽时产生槽侧剥落过大的问题,保证已加工零件粉末冶金生坯表面美观,提供产品的成品率,同时使用寿命长,无需频繁换刀,生产效率高,同时槽刀长期不变形,耐用性强,生产成本低。
 825
0
825
0
本实用新型公开了一种粉末冶金用粉末筛分过滤装置,涉及工业冶金领域,包括外壳,外壳的内部固定连接有电机,电机的一侧通过联轴器固定连接有椭圆转轮,椭圆转轮的外侧设置有圆形转轮,圆形转轮的外侧设置有连接杆,连接杆与圆形转轮之间转动连接,连接杆远离电机的一侧固定连接有连接板,改善了工业冶金过程中,不同大小的金属颗粒混在一起,导致生产出的成品品质不高,无法达到使用要求的问题,本装置中过滤箱的下侧开设有筛孔,在实际筛分过程中,可根据所需金属粉末的体积大小,选择合适孔径的过滤箱,同时过滤箱两侧还设置有第一限位板,它可以有效保护过滤箱,在振动筛分过程中不会与两边发生过度摩擦,而导致过滤箱受到损坏。
 942
0
942
0
本发明公开了一种不锈钢锁体粉末冶金模具,包含上冲、中模、固定下冲、第一浮动下冲和第二浮动下冲,所述模具还设有一架桥,所述架桥固定在一架桥接座上,架桥接座通过若干垫片与压机相连接,固定下冲通过冲座安装在架桥上,第一浮动下冲和第二浮动下冲分别通过若干第一浮动垫片和第二浮动垫片与压机相连接,所述模具还设有一第一芯棒和一第二芯棒,第一芯棒和第二芯棒通过一芯棒接杆和一调整装置与压机相连接,所述的调整装置包含接杆调整座、调整螺套和锁紧螺母,所述的固定下冲、第一浮动下冲和第二浮动下冲包含压盖和冲座,本发明的一种不锈钢锁体粉末冶金模具采用粉末冶金工艺生产的不锈钢锁体坯体具有一次成形,加工量小,生产效率高制造成本较低的优点,具有明显的经济效益。
 979
0
979
0
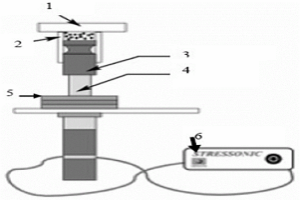
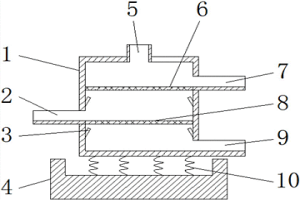
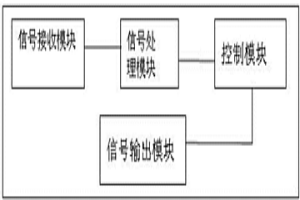
一种冶金设备中自动恒温控制装置,包括炉体(1)、管道(5)和锅(6),其特征在于:所述的冶金设备中自动恒温控制装置还包括位移检测装置(2),处理器(3),阀体(4);其中:位移检测装置(2)安装在炉体(1)的内部靠近锅(6)的位置,位移检测装置(2)通过导线与处理器(3)连接,阀体(4)安装在管道(5)上,处理器(3)通过导线与阀体(4)连接。本发明所述的冶金设备中自动恒温控制装置,能够达到节能减排的要求,并具有广阔的市场空间与巨大的发展前景,它在一定程度上较少了油、气等能源的排放,有利于保护环境,有利于建设节能型社会,使经济可持续发展。
 898
0
898
0
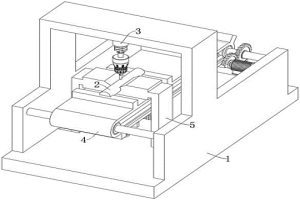
本发明公开了一种粉末冶金材料加工方法及数控加工中心,涉及机械加工技术领域。包括:确定待加工表面,将待加工零件固定在夹具上;在主轴上安装平底铣刀,对刀并确定坐标值;启动主轴,所述平底铣刀转动并从坐标原点进给到待加工部位预备位置;在所述待加工表面加工底孔。在主轴上更换螺纹铣刀,启动主轴,所述螺纹铣刀转动并从坐标原点进给到待加工部位预备位置;对所述底孔进行铣削螺纹,使所述底孔铣削出螺纹。本发明避免了加工粉末冶金材料时出现的崩角现象和丝锥难以攻牙等难题,并且铣削螺纹时加工效率高,螺纹的质量高,加工时对刀具的磨损小,延长刀具的使用寿命。
 1038
0
1038
0
本发明涉及一种汽油发动机活塞粉末冶金材料制备方法,其配料组成按重量百分含量包括有,1.2-1.5%的铜、0.8-1.2%的石墨、0.3-0.5%的二硫化钼、0.3-0.5%的含钒8%重量百分比的钒钢、0.4-0.7%的添加剂、0.5-0.8%的润滑剂及余量的铁,还包含组成总重量0.2-0.6%的机油。通过本技术方案,提高了产品的质量,产品在高温情况下气密性能好,工作性能稳定的汽油发动机活塞座粉末冶金材料。
 1124
0
1124
0
本发明公开一种弥散铜‑铜叠层复合材料的粉末冶金制备方法,所述方法包括以下步骤:(1)原料准备:所用原料为铜粉、内氧化Cu‑Al2O3粉。(2)冷压成形:采用冷压模具,首先平铺一层铜粉,压实;再平铺一层Cu‑Al2O3粉末,压实;再平铺一层铜粉,压实;再平铺一层Cu‑Al2O3粉末,压实;如此类推。(3)烧结:将冷压坯在真空或还原性气氛中烧结,烧结温度为800‑1050℃,时间为0.5‑6h。该方法能够提高氧化铝弥散强化铜材料的塑性变形能力,同时保持其良好的导电导热性能,解决该材料在Al2O3含量较高时,在变形过程中容易产生裂纹的问题。
 1231
0
1231
0
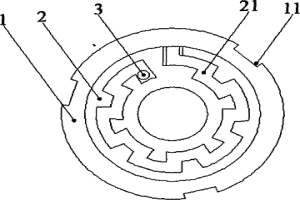
本发明属于软磁材料技术领域,尤其为粉末冶金电机离合软磁材料,包括软磁套筒和设置于所述软磁套筒内侧的铜圈,所述软磁套筒的内部具有内嵌所述铜圈的卡接筒,所述铜圈固定于所述卡接筒内;通过设置包括软磁套筒和铜圈的软磁材料,软磁套筒和铜圈均由粉末冶金工艺加工制成,可以省去机加工过程,大幅提高生产效率,并且在对软磁材料修整时,可以支架将软磁套筒卡套在铜圈的外部,同时完成软磁材料的修整与安装,加快安装效率,并且软磁材料的内部嵌制铜圈,可以提高磁通量。
 1059
0
1059
0
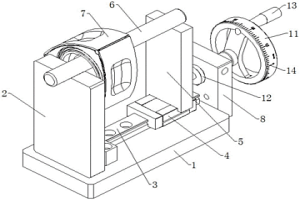
本实用新型涉及汽车发动机制造技术领域,尤其为一种高精度粉末冶金转子锻件,包括底座,所述底座上表面的左侧设置有第一放置板,所述底座的上表面且位于第一放置板的右侧设置有滑轨,所述滑轨的外侧相对应套接有滑座,所述滑座的上方设置有第二放置板,所述第一放置板和第二放置板的上表面放置有挂杆,所述挂杆的外侧相对应套接有转子,所述底座的右侧相对应设置有安装板,所述第二放置板的右侧相对应设置有推杆,所述推杆的右侧套接有调节杆,所述调节杆的右侧贯穿安装板并且延伸至安装板的右侧设置有调节环,与现有的粉末冶金转子锻件相比较,本实用新型通过设计能够提高粉末冶金转子锻件的整体便捷性、精准性以及实用性。
 1099
0
1099
0
一种径跳免加工的粉末冶金转子类成形模具结构,包括上冲、阴模、下冲、芯棒和芯棒附件,上冲、阴模、下冲、芯棒和芯棒附件通过压圈、螺栓固定在粉末冶金模架上,阴模内设有水冷恒温装置,下冲为外圆内摆线结构,芯棒的外轮廓为摆线形,内腔为带沉孔的螺钉孔,下冲的有效段的长度和芯棒的摆线外轮廓有效段的长度分别根据成形零件高度加长,芯棒附件为中心气缸活塞结构,在中心气缸活塞结构位置增设底板和定位杆。本实用新型结构简单合理,具有成形效果好,成形零件径跳稳定的特点,较好地解决了成形毛坯径跳动波动大的问题,可实现零件径跳免加工的工艺,节约了零件制造成本,填补了国内该类转子粉末冶金无法大批量生产的空白。
 815
0
815
0
本实用新型公开了一种粉末冶金用盛料装置,包括盛料桶、固定套筒、控制器和控制阀,所述盛料桶的内表面设置有干燥层,所述进料口的上方与密封盖相互连接,所述盛料桶的外侧通过卡箍与下方的伸缩杆相互连接,所述固定套筒通过其表面的限位孔与其上方的伸缩杆相互固定,所述控制器固定在卡箍的外侧,且其通过电线与盛料桶内的电动伸缩杆相互连接,所述电动伸缩杆的下方连接有吸潮板,且吸潮板的下方设置有出料口,所述控制阀位于出料口的外侧,且出料口的下方放置有取料盒。该粉末冶金用盛料装置,内表面的干燥层为冶金粉末的存放提供了一个干燥的环境,进料口的上方连接有密封盖,且密封盖与进料口螺纹连接,保证了密封性的同时也便于打开。
 965
0
965
0
本发明涉及一种铁基粉末冶金零件的制造方法,步骤:设计材料组成;混料;成型;烧结;感应加热;致密化;淬火和回火。本发明采用感应加热后立即进行热态致密化,致密化的力较小,效率高,致密化层的厚度较大,与传统粉末冶金工艺相比,本发明的制备方法成本较低,效率较高,制备的产品的密度更高,整体密度可以超过7.60g/cm3,接近粉末锻造的水平,而表面相对密度可以达到99%以上,基本实现表面致密化,大大提高高碳粉末冶金产品的整体密度或/和局部密度,有效提升零件的力学性能。
 984
0
984
0
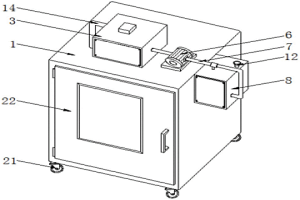
本实用新型涉及粉末冶金连杆后加工技术领域,且公开了一种粉末冶金连杆打孔自动化设备,包括壳体以及设置于壳体内的连杆,壳体内设置有钻孔机构,钻孔机构用于对连杆进行打孔;壳体内设置有运输机构,运输机构用于运输连杆;壳体内还设置有夹持机构,夹持机构用于夹持住连杆以辅助打孔,该粉末冶金连杆打孔自动化设备,首先通过第一电机运转带动连杆向前侧间歇传送,并停留在钻机的下侧,再通过电动推杆带动钻机向下移动对连杆进行钻孔,可以实现自动化地对连杆进行打孔,并且在连杆停留时,通过第二电机运转带动两个夹爪向内侧靠近将连杆夹持住,可以提高打孔的精度。
 1178
0
1178
0
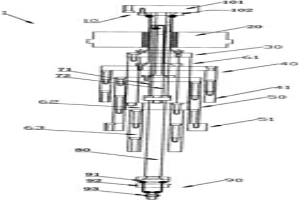
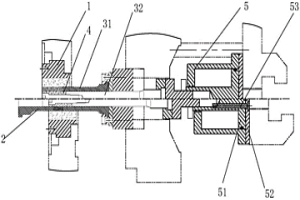
本实用新型涉及金属粉末冶金技术领域,尤其公开了一种金属粉末冶金注射机构,包括操作台,所述操作台上端面安装有注射机体,所述注射机体下端连接有注射组件,所述注射组件下端连接有合模装置,所述注射组件包括转动轴,所述转动轴上端固定连接有转动齿轮,所述转动轴中间固定连接有支撑盖,所述支撑盖下端转动连接有注射盖,所述注射盖中间位于所述支撑盖下端位置设有通孔,所述转动轴穿过所述通孔。本实用新型所提供的金属粉末冶金注射机构,改进注射组件,避免出现空气融入到物料中从而影响物料混合效果的情况,通过增加搅拌杆来使混料更加均匀的同时排除物料中混入的空气,进而提高产品的质量。
 1006
0
1006
0
本实用新型公开了一种粉末冶金压制的支撑杆活塞,包括活塞本体,活塞本体分为活塞大圆体和活塞小圆体,活塞本体上设置有节流孔,节流孔贯通活塞大圆体和活塞小圆体,所述活塞大圆体侧部均匀设置有节流槽,活塞大圆体和活塞小圆体的圆面均设置有导流槽,节流孔与导流槽相通。所述活塞大圆体和活塞小圆体由粉末冶金压制而成。与现有技术相比,本实用新型提供的气动支撑杆活塞采用粉末冶金压制工艺,其制造工序较少,生产时间较短。并且,该活塞机械强度较好,在使用中不易出现磨损,延长了使用寿命。
北方有色为您提供最新的浙江宁波有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!

 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日  2026年03月20日 ~ 22日
2026年03月20日 ~ 22日  2026年03月25日 ~ 27日
2026年03月25日 ~ 27日  2026年03月26日 ~ 28日
2026年03月26日 ~ 28日  2026年03月27日 ~ 29日
2026年03月27日 ~ 29日 





































































