全部
▼
热搜:

 837
837
 0
0
本发明涉及一种粉末冶金刹车钳耐磨损铁合金,所述材料组成按重量百分比包括有,5-10%的铜、0.3-0.5%的铋、0.8-1.2%的石墨、0.1-0.3%的氮化硼、0.01-0.03%的钛、0.3-0.5%的镍、0.5-0.8%的硅、0.3-0.5%的锆、1-3%的铝、0.3-0.5%的含有钒5%重量百分比的钒铁合金及余量的铁。在刹车钳最容易磨损的位置,选用耐磨损的铁合金,并且所述铁合金的强度略低但韧性较高,并通过采用粉末冶金的方式同普通刹车钳基体结合,有效的降低了产品的成本。
 955
0
955
0
一种粉末冶金制相位器转子的制备方法,步骤:将铝粉、高合金母粉、铜粉、镍粉及有机润滑剂按下述质量比例混合:铜4.0~5.0%,镁0.5~1.0%,铁0.5~1.0%;镍2.0~2.5%,硅0.5~1.0%,有机润滑剂:0.8~1.5%,不超过2%的不可避免杂质,余量为铝;压制成形得到粉末冶金生坯,然后烧结,固溶淬火处理,复压精整,时效处理,最后对转子进行车削加工,达到最终尺寸要求。本发明与烧结钢材质的转子相比,压制性能好,速度更快,压制成本降低;烧结铝合金的温度远低于烧结钢,烧结过程中能耗降低,并且粉末冶金铝转子的加工性能更好,在运输和存储过程中不需要进行表面防护处理;与压铸或挤压铝合金转子相比,粉末冶金是一种近净成形的技术,铝合金原材料利用率高,生产效率高,生产成本低。
 815
0
815
0
本发明公开了一种高密度铁基粉末冶金零件的制备方法,包括以下步骤:S1、称取以下重量份的原料;S2、使用高压水雾对铁粉进行雾化退火,形成退火粉末;S3、将退火粉末与其他粉末混合压制;S4、在模具的表面均匀涂上一层硬脂酸锌粉末烧结,填满压制物;S5、将模具在氢气炉中不断的从进口炉门前进到出口炉门;S6、将氢气点燃后打开出口炉门,冷却后将模具中的物品取出即为高密度铁基粉末冶金零件。本发明通过在模具的表面烧结一层硬脂酸锌粉末,可以减少压制物与模具之间的摩擦力,不会对高密度铁基粉末冶金零件的性能造成影响,大大提高了高密度铁基粉末冶金零件在从模具中取出的效率,减少了生产时间,提高了生产速率。
 1088
0
1088
0
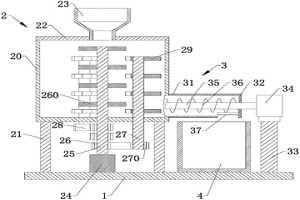
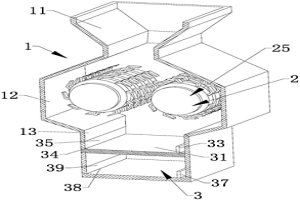
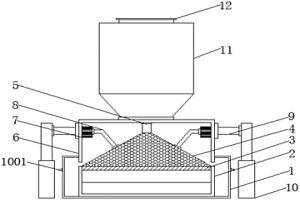
本实用新型涉及冶金粉末原料加工技术领域,尤其公开了一种冶金粉末混匀装置,包括外壳、破碎组件和筛选件,所述外壳包括加料斗,所述加料斗下端连接有破碎仓,所述破碎仓下端连接有出料仓;所述破碎仓内部安装所述破碎组件;所述出料仓内安装所述筛选件;所述破碎组件包括位于所述外壳后面的支座,所述支座上端安装有破碎电机,所述破碎电机通过联轴器连接有转动轴。本实用新型所提供的冶金粉末混匀装置,其中改进混匀组件的结构,使得主搅拌跟和辅助搅拌杆从多方位全面地对冶金粉末原料进行搅拌,从而增加搅拌杆与冶金粉末原料的接触面积,使得冶金粉末原料被搅拌混合均匀,从而提高搅拌混合效率。
 1112
0
1112
0
一种粉末冶金凸轮的制造方法,步骤:将凸轮生坯分割为三部分,外圈采用高碳烧结钢,二个内圈为低碳烧结钢,分别将配制好的混合粉在压机上压制成密度为6.25~7.4g/cm3的外圈生坯和密度为6.5~7.4g/cm3的内圈生坯;将二个内圈装入外圈的内孔环形凹槽内;烧结;热处理;根据技术要求将烧结和热处理的凸轮机械加工及研磨至规定的尺寸。与现有技术相比,本发明的优点在于:热处理凸轮的材料由两部分组成,凸轮外圈具备高强度、耐磨损的性能,而凸轮内圈具备良好的焊接性能,可以保证焊接,尤其是激光焊接的需要,有效解决凸轮与凸轮轴的连接问题,且内外圈结合紧密,达到冶金结合的水平,能保证零件的可靠性。
 841
0
841
0
本发明涉及一种动力缸活塞支撑座粉末冶金件及其制造方法,动力缸活塞支撑座粉末冶金件原材料及其重量份份数为:水雾化纯铁粉450~600份、电解铜粉5.5~7份、胶体石墨3.5~5.5份、高密度添加剂2~3.5份、润滑剂2.5~3.9份、32#机油1~3份。其制造步骤包括:配料混合——压制——烧结——整形——蒸汽处理。该动力缸活塞支撑座粉末冶金件可降低制造成本,提高产品质量,工作性能稳定可靠,产品密度高,气密性好,解决现有装配一致性差,返工率高的状态。
 1179
0
1179
0
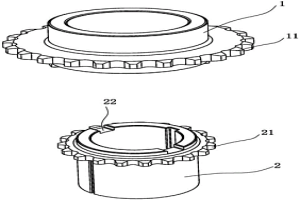
一种超常规高度的粉末冶金双排齿链轮,其特征在于:该粉末冶金双排齿链轮是由上半链轮和下半链轮分别经粉末冶金成型后装配组合而成,其中上半链轮和下半链轮分别具有一排齿,上半链轮和下半链轮的对合面上分别设有便于定位的凸台和凹槽。将超常规高度的双排齿链轮分成上下二部分,分别粉末冶金成型,结构简单,降低了成型难度,最终二部分通过凸台和凹槽定位。本实用新型结构简单、加工方便,机加工余量大大减少,同时提高了材料利用率,使得双排齿链轮高度高、密度高,不仅大大提高了生产效率,而且还给粉末冶金行业扩大了市场。
 845
0
845
0
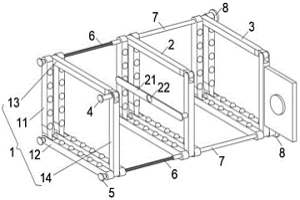
本实用新型涉及粉末冶金设备技术领域,且公开了一种粉末冶金连杆深孔加工定位工装,包括底层定位板,所述底层定位板一侧安装有中层定位板,所述底层定位板由第一连接杆、第二连接杆、第三连接杆和第四连接杆所组成,所述第一连接杆、第二连接杆、第三连接杆和第四连接杆均通过转轴连接,所述第一连接杆、第二连接杆、第三连接杆和第四连接杆之间共同形成一个可活动的四边形结构,底层定位板与地面平行,粉末冶金连杆位于底层定位板和中层定位板之间,将连杆上需要钻孔的位置调节至与定位孔相匹配,钻机的钻头依次穿过顶层定位板、中层定位板和定位孔,并与连杆相接触,即可初步完成对连杆的定位。
 755
0
755
0
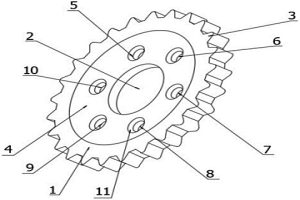
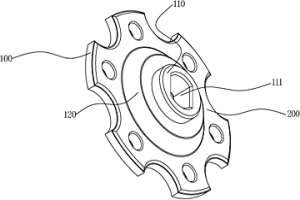
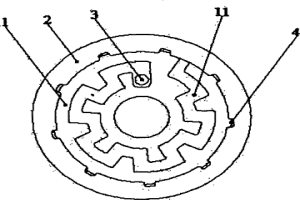
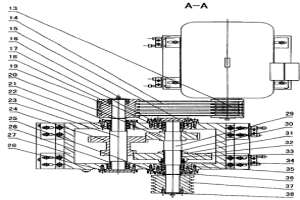
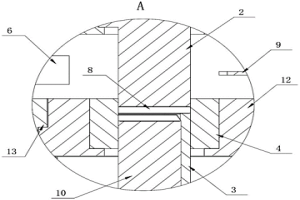
本实用新型公开了汽车发动机用粉末冶金传感齿圈,包括传感齿圈,安装中心孔,传感齿圈齿牙,凹槽,第一定位安装孔,第二位安装孔,第三位安装孔,第四位安装孔,第五位安装孔,第六位安装孔和倒角,本实用新型,传感齿圈由粉末冶金材料通过粉末冶金模具工艺直接压制成型,节省了安装空间,提高了生产效率,降低了制造成本,提高了装配精度,通过在第一定位安装孔,第二位安装孔,第三位安装孔,第四位安装孔,第五位安装孔和第六位安装孔上开设倒角,在安装时方便定位安装可以使螺栓与凹槽平齐,避免了安装螺栓与其他零件产生碰撞造成发动机故障引发事故,提高发动机的安全性。
 798
0
798
0
本发明涉及一种粉末冶金包胶链轮的制备方法,步骤为:按照质量百分比Cu:0~3.0%,Ni:0~3.0%,C:0.6~0.9%,润滑剂:0.2~0.8%,Fe:余量进行混粉,再经过成形、烧结后,对链轮进行致密化处理,之后再整形、热处理、清洗、喷砂、涂胶、注塑、二次硫化、机加工而得到粉末冶金包胶链轮。本发明通过对链轮表面致密化,有效阻止在粉末冶金零件生产过程中的各类油脂渗入孔隙,从而能够在之后的清洗过程中将零件表面残留油脂全部去除,避免了油脂对粉末冶金件与橡胶粘接的不利影响,具有工艺简单、加工方便的特点,较好地解决了链轮在包胶过程中金属与橡胶的粘接问题,避免了粉末冶金件渗入油脂再脱脂的繁杂工序,同时成本低,不降低产品的机械性能。
 807
0
807
0
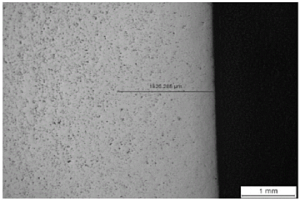
本发明涉及一种粉末冶金打击块的制备方法,本发明的制备工艺简单,结合了粉末冶金工艺与金属挤压成形的优点,有效地消除了锻造过程中由于在高温下进行而使模具易产生龟裂的问题,在一定程度上降低了生产成本,提高了生产效率;与传统粉末冶金工艺相比,本发明制备的产品密度更高,整体密度可超过7.50g/cm3,接近粉末锻造的水平,有效消除了打击块表面存在的孔隙,提高了打击块外表面的局部密度,打击块表面相对密度可以达到99%以上,提高了打击块的表面光洁度,使打击块具有较高的尺寸精度高及强度,基本实现了打击块的表面致密化。
 913
0
913
0
本发明涉及一种铜基粉末冶金零件的制备方法,该方法结合了粉末冶金工艺与金属挤压成形的优点,通过使用不同结构的挤压凸模,可以在烧结后挤压制作各种形状复杂的零件,而现有技术中制备形状复杂的零件需要使用价格昂贵的CNC压机,本发明的制备方法制备成本更低;由于在挤压过程中,随着凸模的移动,材料发生流动,从而提升了粉末冶金零件部分区域的密度,使所制备的粉末冶金零件具有较高的精度及强度,拓展了粉末冶金的应用领域;由于采用粉末冶金工艺成形的毛坯零件形状较为接近最终产品的形状,因此挤压余量小,对模具的损耗小,在一定程度上延长了模具的寿命较长;同时,本发明的制备方法简单,生产效率高。
 1211
0
1211
0
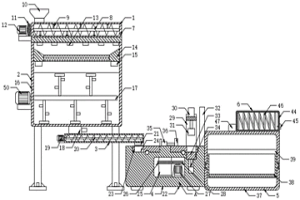
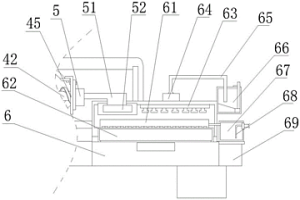
本发明公开了一种冶金制品生产工艺及其生产设备,包括上料机构和混料机构,混料机构的顶部设置有上料机构,混料机构的底部设置有送料机构,且混料机构的侧边设置有压制机构,送料机构与压制机构连接,压制机构的侧边设置有烧结机构,且烧结机构顶部安装有冷却机构,压制机构和烧结机构之间设置有机械手,混料机构包括混料箱、混料轴和混料电机,混料箱的顶端成长方体结构,且混料箱的低端成圆柱形结构,混料箱内壁的低端通过轴承转动连接有混料轴,且混料轴的外侧等距安装有混料叶片,混料箱侧壁安装有混料电机,此冶金制品生产设备整体结构紧凑,操作连贯,自动化程度高,大大提高了对冶金制品的生产效率。
 1014
0
1014
0
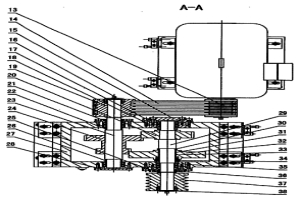
本发明公开粉末冶金成形压机的换档装置,包括配装在主电机输出轴的第一皮带轮,第一皮带轮经皮带与第二皮带轮相联接,第二皮带轮轴接有花键轴,花键轴轴接有花键齿轮;花键齿轮具有联体的高位齿和低位齿,分别对应配合有高档齿轮、低档齿轮,高档齿轮和低档齿轮固定在输出轴上;花键齿轮联体的高位齿和低位齿与对应配合高档齿轮、低档齿轮之间的转换,由拨叉组件中包括的行程开关、换档手柄、换档座感应杆配合控制。在成形结构比较简单,厚度比较薄的粉末冶金制品时采用高档,当作高速粉末冶金成形压机来使用。在成形结构比较复杂,厚度比较大的粉末冶金制品时采用低档,当作低速粉末冶金成形压机来使用,以节约生产成本,提高生产效率。
 748
0
748
0
本发明涉及一种铁基粉末冶金大风叶嵌件及其生产工艺,属于粉末冶金技术领域。所述的铁基粉末冶金大风叶嵌件由以下质量百分比的成份组成:铜粉:1.5-1.85%,石墨:0.7-0.8%,硬脂酸锌:0.3-0.8%,余量为水雾化铁粉。其中水雾化铁粉由两种不同粒径的水雾化铁粉复配而成,75μm-150μm粒径的水雾化铁粉占总水雾化铁粉的75-85%,20μm-45μm粒径的水雾化铁粉占总水雾化铁粉的15-25%。并涉及了该铁基粉末冶金大风叶嵌件的生产工艺。本发明铁基粉末冶金大风叶嵌件具有优良的耐腐蚀性能,其硬度和抗拉强度高,内孔尺寸精度和形位公差保证在尺寸精度7级以上。
 911
0
911
0
本实用新型涉及破碎机技术领域,尤其公开了一种冶金粉末破碎机剪切机构,包括外壳、破碎组件和筛选件,所述外壳包括加料斗,所述加料斗下端连接有破碎仓,所述破碎仓下端连接有出料仓;所述破碎仓内部安装所述破碎组件;所述出料仓内安装所述筛选件;所述破碎组件包括位于所述外壳后面的支座,所述支座上端安装有破碎电机,所述破碎电机通过联轴器连接有转动轴。本实用新型所提供的冶金粉末破碎机剪切机构,其中改进破碎滚刀的结构,达到调节物料破碎后的规格的目的,调节简单方便;设有筛选件,从而对大小不一的冶金粉末颗粒进行分筛,从而保证后期冶金粉末再加工时的颗粒的统一,从而提高成品的质量。
 763
0
763
0
本实用新型提供的一种粉末冶金阀板烧结设备,包括机架、入料装置、转料仓、出料泵及烧结装置,所述机架顶端设有转料仓,所述转料仓左端设有集热装置,所述转料仓顶端设有入料装置,所述转料仓右侧设有出料泵,所述出料泵右侧设有烧结装置,所述机架底端设有支撑脚架。本实用新型所结构简单,将冶金粉末入料筛选后导入阀板模具,保证阀板组件成型的均质性,利用电阻发热组件对冶金粉末进行加热,避免使用明火排除安全隐患,保证对冶金粉末加热的均匀性,烧结装置内设置烧结板,可承接冶金粉末进行阀板冷却成型工作,适配不同规格的阀板烧结工作,配合负压冷却装置,可快速降低冶金粉末的温度,提高阀板烧结效率。
 1156
0
1156
0
本发明涉及一种粉末冶金工件的涂装前处理工艺,包括高温烘烤除油;抛丸除锈;封孔;抛丸;涂装;其中封孔工艺包括常温常压封孔和水蒸气封孔。该种粉末冶金工件的涂装前处理工艺经过涂装前封孔的工艺来解决孔隙问题,能够使得涂装前处理过程中不残留前处理液而且涂装时涂液能完全覆盖工件表面,解决了粉末冶金工件的表面处理难以满足不同工况下的耐腐蚀性要求的问题。
 1126
0
1126
0
本发明涉及粉末冶金技术领域,尤其涉及一种铁基粉末冶金零件的制备方法,解决现有技术中铁基粉末冶金零件内部的孔隙大,表面硬化程度低和抗疲劳程度差的问题,一种铁基粉末冶金零件的制备方法包括以下步骤:S1、称取原料;S2、雾化铁粉退火;S3、模具涂抹混合物,将退火粉末与剩余的粉末充分混合压制成型得到素坯;S4、向氢气炉中通入保护性气体,使氢气炉达到预设的温度值;S5、将模具和混合粉末放入到氢气炉得到模具和初成品;S6、将初成品进行渗碳和淬油处理。本发明通过对初成品进行渗碳和淬油处理,可以提高铁基粉末冶金零件的表面硬度,同时使铁基粉末冶金零件材料的心部具有韧性,提高了铁基粉末冶金零件的抗疲劳程度。
 1162
0
1162
0
本发明涉及一种铝基粉末冶金零件的制备方法,本发明结合了粉末冶金工艺与金属挤压成形的优点,通过使用不同结构的挤压凸模,可以在烧结后挤压制作各种形状复杂的零件,制备成本低;由于在挤压过程中,凸模不断移动,使材料发生流动,从而提升了粉末冶金零件部分区域的密度,使所制备的粉末冶金的应用零件具有较高的精度及强度,且挤压时可以加工出具有端面台阶的产品,拓展了粉末冶领域;由于采用粉末冶金工艺成形的毛坯零件形状较为接近最终产品的形状,因此挤压余量小,对模具的损耗小,延长了模具的寿命较长,降低了成本;粉末冶金使铝合金原材料的利用率得到有效提高;本发明的制备方法简单,生产效率高,材料配比可以根据需要进行调节。
 1063
0
1063
0
本实用新型涉及粉末冶金技术领域,尤其为一种粉末冶金废料回收装置,包括回收箱、回收抽屉、锥形筛网以及电动伸缩杆,所述回收箱左右两侧固定安装有把手,所述回收箱内部底端固定安装有筛选底箱,所述筛选底箱基面滑动安装有回收抽屉,所述筛选底箱内部两侧固定安装有固定板,所述固定板顶端固定安装有锥形筛网,所述锥形筛网顶端固定连接有连接柱,所述连接柱顶端固定连接有筛选顶箱,整体装置结构简单,可有效将加工后的冶金粉末进行归类回收,大大提高了原材料使用率,且回收装置严密性高有效避免冶金粉末肥料散播到空气中污染空气,大大提高了装置的高效性与环保性。
 811
0
811
0
本实用新型涉及一种模具,尤其为一种高精密粉末冶金模具,包括固定基座、冶金上模具、冶金下模具、按压块、承重底座、电动滑块和回弹板,所述固定基座的内部开设有活动腔体,所述活动腔体的内部底面水平安装有电动导轨,所述电动导轨的顶部设置有冶金下模具,所述冶金下模具的底部中心处固定安装有承重底座,且电动导轨穿过承重底座的内部,所述冶金下模具和电动导轨通过电动滑块滑动连接,且电动滑块置于承重底座的两侧,所述冶金下模具的两侧均设置有回弹板,所述回弹板和固定基座之间固定安装有复位弹簧,本实用新型整体装置结构简单,可对金属粉末进行摊平,使得加工成型后坯块规整性更强,密度大小均匀相等,具有一定的推广作用。
 1109
0
1109
0
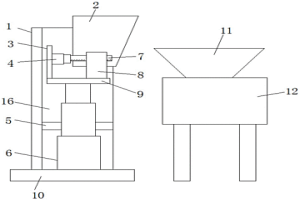
本实用新型属于粉末冶金设备领域,公开了一种汽车涡轮增压室的涡盖的粉末冶金加工设备,包括提升座、储料斗和成型机,所述成型机位于提升座的一侧,提升座的底部固定连接有底座,提升座靠近成型机的一侧开设有安装槽,底座的顶部固定有两个液压缸,两个液压缸的一端延伸至安装槽的内部,安装槽的内部设有升降板,两个液压缸位于安装槽内部的一端均与升降板的底部固定连接,升降板的顶部两侧均焊接有固定板,储料斗位于两个固定板之间,储料斗的两侧均焊接有转轴。本实用新型结构合理,设计巧妙,操作简单,解决了现有的汽车涡轮增压室的涡盖的粉末冶金加工设备原料投放麻烦的缺陷,降低了工人的劳动强度,易于推广使用。
 753
0
753
0
本发明涉及一种粉末冶金铝基材料,原料粉末包括质量百分数为0.001%~3%的氢化镁粉末,余量为铝基体粉末,所述铝基体粉末为铝单质粉末或铝合金粉末或铝基复合材料粉末。本发明还涉及用于制备上述粉末冶金铝基材料的制备方法,包括以下步骤,包括以下步骤(a)混粉;(b)成形;(c)烧结;(d)热处理。该种粉末冶金铝基材料烧结变形量较小;该种制备方法工艺简单、生产效率较高、适用大批量生产。
 1069
0
1069
0
一种粉末冶金凸轮的制备方法,步骤:将凸轮生坯分割为内外二部分,凸轮外圈采用高碳烧结钢,凸轮内圈为低碳烧结钢,分别将上述混合粉在压机上压制成密度为6.25~7.4g/cm3的凸轮外圈生坯和密度为6.5~7.4g/cm3的凸轮内圈生坯;将凸轮内圈装入凸轮外圈的内孔;烧结;热处理;根据技术要求将烧结和热处理的凸轮机械加工及研磨至规定的尺寸。与现有技术相比,本发明的优点在于:热处理凸轮的材料由两部分组成,凸轮外圈具备高强度、耐磨损的性能,而凸轮内圈具备良好的焊接性能,可以保证焊接,尤其是激光焊接的需要,有效解决凸轮与凸轮轴的连接问题,且内外圈结合紧密,达到冶金结合的水平,能保证零件的可靠性。
 980
0
980
0
本实用新型公开了一种粉末冶金压制的气动支撑杆活塞,包括活塞本体,活塞本体分为活塞大圆体和活塞小圆体,活塞本体上设置有节流孔,节流孔贯通活塞大圆体和活塞小圆体,所述的活塞大圆体和活塞小圆体的圆面均设置有导流槽,节流孔与导流槽相通。该活塞由粉末冶金压制而成。与现有技术相比,本实用新型提供的气动支撑杆活塞采用粉末冶金压制工艺,其制造工序较少,生产时间较短。并且,该活塞机械强度较好,在使用中不易出现磨损,延长了使用寿命。
 1003
0
1003
0
本实用新型公开粉末冶金成形压机的换挡装置,包括配装在主电机输出轴的第一皮带轮,第一皮带轮经皮带与第二皮带轮相联接,第二皮带轮轴接有花键轴,花键轴轴接有花键齿轮;花键齿轮具有联体的高位齿和低位齿,分别对应配合有高挡齿轮、低挡齿轮,高挡齿轮和低挡齿轮固定在输出轴上;花键齿轮联体的高位齿和低位齿与对应配合高挡齿轮、低挡齿轮之间的转换,由拨叉组件中包括的行程开关、换挡手柄、换挡座感应杆配合控制。在成形结构比较简单,厚度比较薄的粉末冶金制品时采用高挡,当作高速粉末冶金成形压机来使用。在成形结构比较复杂,厚度比较大的粉末冶金制品时采用低挡,当作低速粉末冶金成形压机来使用,以节约生产成本,提高生产效率。
 899
0
899
0
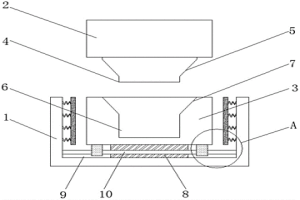
本发明提供一种后视镜座粉末冶金成型模具及其成型方法,后视镜座粉末冶金成型模具包括:工作台、上冲头、下冲头、成型导套、推料气缸和下料机械手,所述下冲头滑动安装在所述成型导套内,所述下冲头内滑动套装有芯棒;所述成型导套、所述上冲头、所述下冲头和所述芯棒之间围成用于成型后视镜座工件的成型腔;工件成型后所述后视镜座工件脱离出所述成型导套,通过所述推料气缸和所述下料机械手进行转移下料。本发明后视镜座粉末冶金成型模具能够实现工件的压坯成型和脱模下料,整体的结构简单,自动化程度高;采用后视镜座粉末冶金成型模具的成型方法所获得的工件的成型效果好,脱模下料的效率高,有利于提高整体的生产效率。
 1224
0
1224
0
本发明涉及一种粉末冶金制冷压缩机阀片的制备方法,其特征在于包括以下步骤:将铁粉、高合金母粉、石墨粉、硫化锰粉及硬脂酸锌粉按一定比例混合,使得各元素在总组分中的质量百分含量为:碳0.5~2.0%,钴3.0~6.5%,铬2.5~4.5%;钼2.5~4.5%,镍0.5~2.0%,钒0.2~1.0%,不超过3%的杂质,余量为铁;使用模具压制成形得到粉末冶金生坯;置于烧结炉中进行烧结,烧结温度为1150~1250℃时间大于5分钟;对烧结坯进行复压精整;在保护气氛下进行淬火和回火;对阀片进行磨削加工。解决了粉末冶金高合金的添加方式和有效合金化问题,实现了粉末冶金阀片材料所需较高合金含量下较高的成形密度,使粉末冶金压缩机阀片达到所需的耐磨性能,制得的粉末冶金阀片具有材料成本低、材料利用率高、适合于大批量生产的优点。
中冶有色为您提供最新的浙江宁波有色金属电冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!







































































 2025年10月17日 ~ 19日
2025年10月17日 ~ 19日 













