全部
▼
热搜:
 800
800
 0
0
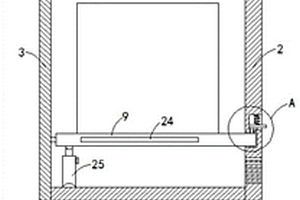
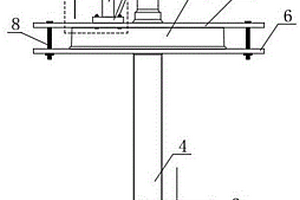
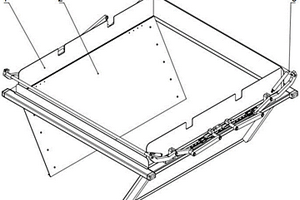
本发明属于电力领域,尤其是涉及一种有源电力滤波器,包括箱体和固定连接在箱体上端的柜体,柜体的侧壁上铰接有侧门,柜体内安装有滤波设备,箱体内设有活动板,箱体的侧壁上设有用于对活动板进行复位的复位机构,活动板的下端设有支撑机构,活动板的上侧设有横板,横板的下端四角处均固定连接有支撑柱,支撑柱的下端贯穿活动板和箱体的底面设置,支撑柱的下端固定连接有安装座,箱体的底面上设有与安装座相对应的开口,安装座的下端安装有滚轮,箱体内设有用于对横板进行调节的升降机构,柜体内滑动连接有安装板。优点在于:本发明方便对有源电力滤波器进行搬运和移动,安装过程对地面无损坏,并且方便对有源电力滤波器内的设备进行安装和检修。
 836
0
836
0
本实用新型涉及无损检测、机加工技术领域,尤其是一种制作轮对轮辋人工缺陷的装置,包括车轴,所述车轴下端设有第一车轮、上端设有第二车轮,所述第一车轮架设在圆环状的支撑板上,且所述支撑板底部设置四个可调节的支撑脚,所述第二车轮位于上固定架和下固定架形成的夹层之间,所述上固定架和下固定架之间设有6个大螺栓用于锁紧,所述上固定架上设有钻床。本实用新型通过上、下固定架夹持锁紧第二车轮,并在上固定架上安装钻床实现快速打孔,结构简单安装方便,采用小设备对大工件进行加工,降低了巨大的设备投入。
 1004
0
1004
0
本实用新型涉及一种用于平铺式大叶农作物智能化分级设备的循环载具,包括支架以及设置在支架上的料盘,料盘包括底部料盘门以及侧面料盘框,所述的料盘门为两个,两个料盘门分别铰接在料盘框上;支架上位于料盘两侧分别设置有压料装置,压料装置具有压杆;料盘框的上沿设置有凹口,料盘门闭合时,压杆落入凹口内;料盘门打开时,所述的压杆位于料盘框的外侧。本实用新型通过料盘流转到指定位置并打开自动落料,以达到无损搬运及分拣的目的;避免大叶农作物输送检测过程中的损耗,有效的改善了人工作业强度;同时能够实现在紧凑结构下的大转角,不仅能够使大叶农作物的成像面高度一致,成像清晰;而且能够使大叶农作物在载具内高速运动时保持静止。
 846
0
846
0
本实用新型涉及一种储罐,具有罐体,罐体两端有封头,罐体下有支撑座,罐体上安装有人孔、人孔盖、进油管、出油管、液位仪和呼吸阀,罐体内设置有框架,框架内设有作业通道,作业通道具有相对于罐体中间部位的轴向作业通道和与轴向作业通道交叉的纵向作业通道,框架底部设置有不锈钢网,在作业通道以外的框架与罐壁空间内填充有阻隔防爆材料,在作业通道内和框架两端面外的封头空间内均填充有可移动阻隔防爆材料。由于储罐内填充有阻隔防爆材料,实现了储罐的安全;框架内设置有作业通道,作业通道内的可移动防爆材料可以移出,对罐壁焊缝进行无损检测作业提供便利条件;同时又方便地对清除罐底汽油,积水和污物作业,其大大减低劳动强度。
 786
0
786
0
本实用新型涉及无损检测技术领域,尤其是一种磁粉探伤机喷粉机构,包括设置在机架主体上方可调节的喷粉机构主体,喷粉结构主体包括喷粉总管、喷粉支管和对称设置在喷粉总管两端的调节轮,机架主体的两侧板上对应调节轮开设有弧形调节槽,调节轮和调节槽通过齿纹啮合传动连接,调节轮两侧设置有用于调节轮限位的限位块,喷粉主管两端固定设置有连杆,连杆端部通过转动轴承设置有可绕连杆转动的调节轮,通过在机架主体两侧板上开设弧形调节槽来调节喷粉管的位置,使得喷粉管结构灵活可调,以适应管状工件的喷粉需求,配合上喷粉支管端部的喷头,使得喷粉更加均匀和高效。
 1078
0
1078
0
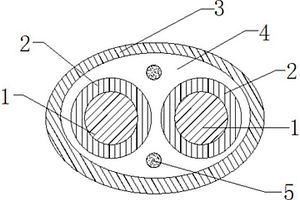
本实用新型涉及电缆产品的结构设计技术领域,更具体地说,涉及一种电力用含碳纤维复合芯的电缆,该电缆由内而外包括:两个碳纤维复合材料内芯、分别包裹在碳纤维复合材料内芯外部的两个玻璃纤维复合材料层,包裹在玻璃纤维复合材料层外部的绝缘橡胶层,填充在玻璃纤维复合材料层外壁和绝缘橡胶层内壁之间的绝缘填充层,所述绝缘橡胶层内包裹有2-4根光纤,绝缘橡胶层截面呈椭圆形状。本实用新型的电力用含碳纤维复合芯的电缆的结构较为简单,设计合理,所选材料具有耐高温,输送容量大,能耗低,寿命长,承载力大等优点,尤其是光纤的加入,可无损检测碳纤维复合芯棒是否出现断裂,从而保证碳纤维复合芯棒的使用寿命。
 876
0
876
0
本发明公开了一种新型精密冷拔钢管的生产工艺,包括如下生产步骤:S1、一次预处理;S2、一次冷轧;S3、一次无氧光亮退火;S4、二次预处理;S5、缩头;S6、二次冷拔;S7、二次无氧光亮退火;S8、校直和截头;S9、无损检测;S10、表面处理;S11入库。本发明通过增加变形区长度,冷拔管在变形过程中的塑性更加平稳,从而达到提高了冷拔钢管的产品精度的目的,增加变形道次,提高了产品内表面的光洁度,保证了生产更加顺畅,使得产品质量更加稳定,将冷轧工艺与冷拔工艺有机结合起来,既充分发挥了冷轧工艺能增加材料的致密性、表面质量好、尺寸精度高的优点,又保持了冷拔工艺生产效率高的优势。
 1125
0
1125
0
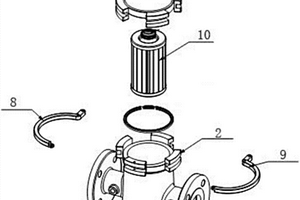
本实用新型涉及一种铸造式快开型燃气过滤装置,包括上阀体和下阀体,所述上阀体和下阀体通过连接装置连接后形成滤仓;所述滤仓内部设置有滤芯,所述滤芯外部与一种铸造式快开型燃气过滤装置的进气口连通,所述滤芯的内部与一种铸造式快开型燃气过滤装置的出气口连通;所述上阀体和下阀体通过卡环联结。本实用新型的目的在于提供一种铸造式快开型燃气过滤装置,拆装快速,无需焊接和无损检测,有效的缩短了生产周期,达到降本增效、方便使用的目的。
 1070
0
1070
0
本发明涉及一种锤杆锻造工艺,其特征在于:包括如下步骤:1)、下料:采用全自动数控锯床或数控剪断机将合金钢18CrNiMo7‑6棒料下料为规定尺寸的坯料;2)、第一火将坯料加热温度至1100~1150℃,压钳口,倒棱,错水口;3)、第二火对2)步获得的坯材进行再次加热,加热至1180~1200℃,采用圆弧齿状上凸下凹型砧镦粗,拔长至规定尺寸;4)、粗加工去氧化皮;5)、无损检测;6)、精加工;7)、渗碳淬火。该工艺生产的产品锻件质量好,韧性、强度高,提高了锤杆的使用寿命。
 1127
0
1127
0
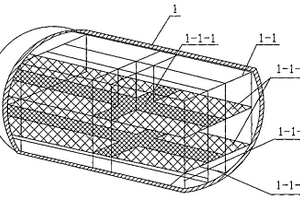
本发明涉及一种防爆储罐,具有罐体,罐体两端有封头,罐体下有支撑座,罐体上安装有人孔、人孔盖、进油管、出油管、液位仪和呼吸阀,罐体内设置有框架,框架内设有作业通道,作业通道具有相对于罐体中间部位的轴向作业通道和与轴向作业通道交叉的纵向作业通道,框架底部设置有不锈钢网,作业通道以外的框架与罐壁空间内填充有阻隔防爆材料,在作业通道内和框架两端面外的封头空间内填充有可移动阻隔防爆材料。由于储罐内填充有阻隔防爆材料,实现了储罐的安全;罐内框架设置有作业通道,作业通道内的可移动防爆材料可以移出,对罐壁焊缝进行无损检测作业提供便利条件;同时又方便清除罐底汽油,积水和污物作业,其大大减低劳动强度,节约成本。
 866
0
866
0
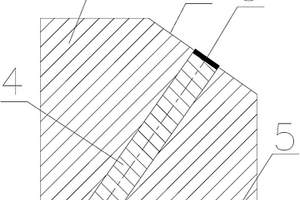
本发明公开了一种再生器应力腐蚀开裂后的焊接修复方法及材料。压力容器焊接修复以往都采用与母材同种的焊接材料,但对再生器用此种方法修复时常有新的裂纹产生。本发明涉及一种不锈钢焊条,其主要成分为:C:0.15%,Mn:0.5~2.5%,Si:0.9%,Cr:22.0~25.0%,Ni:12.0~14.0%,Mo:0.75%。本发明也涉及一种修复方法,其步骤为:裂纹消除;无损检测;修磨焊接坡口;坡口表面探伤;用不锈钢焊条补焊;对补焊部位进行打磨、清理和表面探伤;超声波或射线探伤。采用本发明提供的方法和材料,可以避免焊接修复过程中的开裂,也可以明显延长修复后的使用寿命。
 1008
0
1008
0
本发明涉及无损探伤技术领域,尤其是一种磁性探头,包括晶片和具有一个斜面的楔块,所述楔块的斜面上安装所述晶片,所述楔块上沿晶片发射波束的方向开设有通孔,所述通孔垂直于其轴线的截面与所述晶片的形状一致,所述通孔内浇注有环氧树脂,所述楔块的底面开设有凹槽,所述凹槽内设置有与其相匹配的磁铁,本发明的磁性探头通过在楔块的斜面上沿晶片发射光束的方向开设有通孔,在通孔内填充价格昂贵的环氧树脂,一方面可以提高探头的探测精度,另一方面因为只有通孔内采用的是环氧树脂所以整体成本相对较低,在检测时,磁铁可以使探头吸附在工件表面。
 940
0
940
0
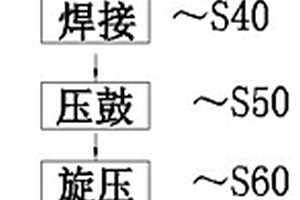
本发明涉及一种大直径薄壁弓形奥氏体不锈钢封头的加工方法,包括以下步骤:S10:选材;S20:划线,S30:下料,S40:焊接,S50:压鼓成形SR球面,通过压鼓机和压鼓模具对圆片进行冷打鼓成形;S60:旋压,对压鼓成型的SR球面进行端口朝下利用特殊工装固定反向冷旋压翻边成形,形成弓形封头的半径r及直边部位;S70:坡口并研磨,对旋压成形的弓形封头进行坡口处理,并对坡口处进行研磨处理,以保证坡口的平整度;S80:无损检测,对封头焊缝按照NB/T47013进行表面渗透PT,X射线探伤RT,步骤S90:酸洗检查。本发明扩大了产能,降低了产品报废率,提高了生产效率,大大增加了经济效益。
 1247
0
1247
0
本专利属于动态无损检测领域,具体涉及一种可用于高温曲面器壁的自适应频段声发射传感装置,包括:金属板、螺丝、金属杆、空心圆柱、强磁铁、压电元件、绝缘体、金属外壳、信号输出接口和金属杆固定弹簧;本装置通过螺栓与弹簧实现强磁铁的可转动,在金属板上固定金属杆,将金属杆与压电元件一体化,并配置多种不同谐振频率的压电元件;本装置能够解决高温曲面器壁的声发射监测时传感器无法安装的问题,并且此装置的磁吸设计大大降低了传统声发射传感器的安装难度,多个谐振压电元件的一体化设计能够满足声发射监测过程中损伤信号频段未知以及多频段信号共存时的自适应采集,提高损伤信号的采集灵敏度。
 1046
0
1046
0
本发明涉及齿轮坯轴向超声波探伤表面补偿方法,属于无损检测技术领域。该方法制作试块后,用直探头探测各试块本体的反射波以及平底孔的反射波,逐一在坐标图中描点,用光滑曲线连接各点得到本体距离—波幅曲线和初始平底孔距离—波幅曲线;实际探伤时,将工件底面反射波幅与试块本体距离—波幅曲线上相应厚度的反射波幅比较,得到表面补偿值;用表面补偿值对初始平底孔距离—波幅曲线进行补偿后,得到校准后的平底孔距离—波幅曲线;对待探工件进行探测,发现缺陷后,把缺陷声程距离和反射波幅与校准后的平底孔距离—波幅曲线上对应距离处平底孔波幅相比较,得到缺陷平底孔当量。采用本发明无需携带试块即可方便地完成多品种、各规格齿轮坯轴向超声波探伤。
 1224
0
1224
0
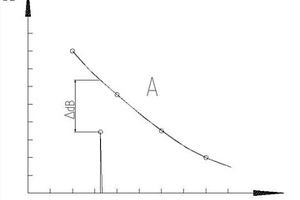
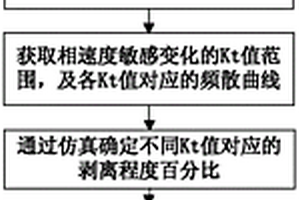
本发明公开了一种用弹簧劲度系数判断界面连接密实度的方法,主要用于界面密实度的超声无损检测,其包括以下步骤:(1)根据实际情况建立相应的模型,在界面处设置弹簧模型。(2)根据波动方程及边界条件推导出导波传播的频散方程。(3)绘制出法向劲度系数Kn无穷大情况下,相速度随切向劲度系数Kt的变化曲线,从而获得相速度变化较为敏感的切向劲度系数值,及其相应的频散特性曲线。(4)通过仿真确定不同Kt值对应的剥离程度百分比;(5)被测物上超声导波信号的激发和接收;(6)实测信号提取参数反演确定对应Kt值;(7)由切向弹簧劲度系数值,从而判断界面的密实程度。本发明好地得到粘接件界面的连接情况,更有效地对粘接件进行质量监测和维护。
 906
0
906
0
本发明公开了一种输送LNG奥氏体不锈钢管的制造方法,包括以下步骤:a.原料检查;b.板材探伤:c.自动成型;d.焊枪激光对接;e.焊接:在制管机上通过自动焊接机进行等离子焊和氩弧焊,等离子焊接的电流210‑290A,电压23‑32V;氩弧焊焊接的电流170‑290A、电压16‑22V;制管速度30‑65 cm/min,等离子流量4.0‑7.0 L/min,正面保护气流量10‑25 L/min,背面保护气流量15‑30L/min,尾部保护气流量15‑20L/min,等离子气为氩氢混合气,上保护气为纯氩气或者氩氢混合气,背面保护气为纯氩气,尾部保护气为纯氩气;f.固溶处理;g.矫直;h.无损检测;i.端部加工;k.酸洗钝化;l.成品检验。通过上述方式,本发明输送LNG奥氏体不锈钢管的制造方法,能够减少了焊接时间,提高了焊接效率,保证了成品质量。
 822
0
822
0
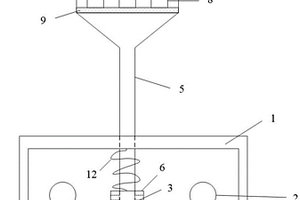
本实用新型公开了一种新能源一体式加热冷却装置,包括箱体以及加热机冷却箱,所述箱体上固定安装有悬臂,所述悬臂的移动端上固定安装有控制盒,所述箱体上设有工作台,所述工作台上一侧固定安装有辊道且另一侧固定安装有定子冷却工位,所述工作台上两端固定安装有一对液压缸,一对所述液压缸的伸缩端上固定安装有横梁,所述横梁一端的下壁面上固定安装有感应器,所述感应器位于所述辊道的上方,本实用新型涉及电机定子无损拆卸、检测故障技术领域,加热和冷却及拔出定子三道工序均设有加热曲线、冷却曲线、压力曲线监控,在加热中并将漏水检测分等级控制机器报警和停机,提高了设备的安全性。
 1102
0
1102
0
本实用新型属于检测装置,特别涉及一种基于视频识别的缝线材质和工艺的自动分析装置。其包括光源壳体和主壳体,所述的光源壳体的轴线上设置有镜头组件,环绕镜头组件的光源壳体内设置有多波段光源板,镜头组件的末端与主壳体连接,位于镜头组件后端的主壳体内设置有COMS传感器组件,在COMS传感器组件和镜头组件之间还设置有电控滤镜组件,主壳体内还设置有对COMS传感器组件数据进行处理的ISP处理板,主壳体内还设置有对各个组件进行控制的信号处理模块。本实用新型设计了一种基于视频识别,通过对可见光和荧光图像特征进行分析来完整对缝线的材质以及缝线工艺的判定,实现了无损对皮具或者包袋等成品的缝线的材质的检测。
 925
0
925
0
本实用新型涉及无损检测技术领域,尤其是一种磁粉探伤机工件夹持机构,包括对称设置在机架主体两端的夹持件,夹持件包括调节杆、调节臂和调节轮,调节杆的上下侧对称设置有两根调节臂,调节杆的上下侧对称设置有可沿调节杆横向移动调节的调节轮,调节臂与其端部的调节轮为一体结构,上下侧的调节轮和调节杆通过套设在调节杆上的外壳连接,通过对称设置在机架主体两端的管材支撑件从管材内壁对待检测管材进行支撑,避免从管材外部夹持造成的损坏,使得装夹稳定可靠,旋转可比较方便;通过调节杆和调节轮和配合,实现调节臂撑开角度的可调节,以适应对不同管径管材的装夹固定,提高适用性。
 951
0
951
0
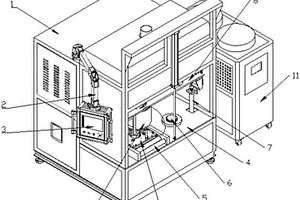
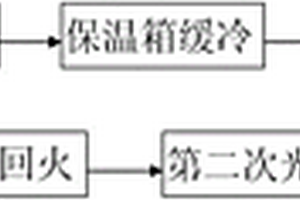
本发明公开了一种低风速风电机组的低碳合金钢风电主轴制造方法,包括:步骤a,采用电炉冶炼+炉外精炼+真空除气+真空浇铸冶炼钢锭原材料;步骤b,将步骤a中的钢锭原材料电渣重熔;步骤c,预锻制坯;步骤d,终锻成型;步骤e,保温箱缓慢冷;步骤f,在第一次粗机加工,超声波无损检测;步骤g,等温正火预备热处理;步骤h,两次淬火+回火最终热处理;步骤i,检测合格、包装入库。通过本发明所述的风电主轴制造方法,可以使得风电主轴的法兰部与变截面轴部的组织性能均匀,并大大提高了一种低风速风电机组的风电主轴的机械性能。
本发明公开了一种低风速风电机组的40CrNiMoA中碳合金钢风电主轴制造方法,包括:步骤a,采用电炉冶炼+炉外精炼+真空除气+真空浇铸冶炼钢锭原材料;步骤b,将步骤a中的钢锭原材料电渣重熔;步骤c,预锻制坯;步骤d,终锻成型;步骤e,保温箱缓慢冷;步骤f,在第一次粗机加工,超声波无损检测;步骤g,等温正火预备热处理;步骤h,两次淬火+回火最终热处理;步骤i,检测合格、包装入库。通过本发明所述的中碳合金钢风电主轴制造方法,可以使得风电主轴的法兰部与变截面轴部的组织性能均匀,并大大提高了风电主轴的机械性能。
本发明公开了一种低风速风电机组的34CrNiMo6风电主轴锻造成型方法,包括:步骤a,采用电炉冶炼+炉外精炼+真空除气+真空浇铸冶炼钢锭原材料;步骤b,将步骤a中的钢锭原材料电渣重熔;步骤c,预锻制坯;步骤d,终锻成型;步骤e,保温箱缓慢冷;步骤f,在第一次粗机加工,超声波无损检测;步骤g,等温正火预备热处理;步骤h,两次淬火+回火最终热处理;步骤i,检测合格、包装入库。通过本发明所述的一种低风速风电机组的34CrNiMo6风电主轴锻造成型方法,可以使得风电主轴的法兰部与变截面轴部的组织性能均匀,并大大提高了一种低风速风电机组的34CrNiMo6风电主轴的机械性能。
 1031
0
1031
0
本发明属于检测装置,特别涉及一种用于皮具或者包袋等成品的缝线的材质和工艺质量的自动分析装置和分析方法。其包括光源壳体和主壳体,所述的光源壳体的轴线上设置有镜头组件,环绕镜头组件的光源壳体内设置有多波段光源板,镜头组件的末端与主壳体连接,位于镜头组件后端的主壳体内设置有COMS传感器组件,在COMS传感器组件和镜头组件之间还设置有电控滤镜组件,主壳体内还设置有对COMS传感器组件数据进行处理的ISP处理板,主壳体内还设置有对各个组件进行控制的信号处理模块。本发明设计了一种基于视频识别,通过对可见光和荧光图像特征进行分析来完整对缝线的材质以及缝线工艺的判定,实现了无损对皮具或者包袋等成品的缝线的材质的检测。
本发明公开了一种低风速风电机组的42CrMo4风电主轴锻后热处理方法,包括:步骤a,预锻制坯;步骤b,终锻成型;步骤c,保温箱缓慢冷;步骤d,第一次粗机加工,超声波无损检测;步骤e,等温正火预备热处理;步骤f,两次淬火+回火最终热处理;步骤g,检测合格、包装入库。通过本发明所述的风电主轴锻后热处理方法,可以使得风电主轴的法兰部与变截面轴部的组织性能均匀,并大大提高了低风速风电机组的42CrMo4风电主轴的机械性能。
 888
0
888
0
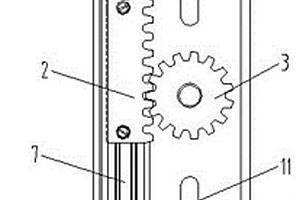
本实用新型涉及无损检测技术领域,尤其是一种射线范围可调型X射线机,包含支架,所述支架的一侧滑动连接有齿条结构,所述支架上转动连接有齿轮结构,所述齿条结构和齿轮结构相啮合,所述齿条结构的一端与气缸的活塞杆相连,所述气缸安装在支架上,所述齿轮结构的齿轮轴穿过支架并与支架转动相连,所述齿轮轴的伸出端上固定有X射线机,所述X射线机的端部上固定有激光定位器,所述激光定位器与齿轮轴不在同一轴线上,通过气缸、齿条结构和齿轮结构的配合作用,实现X射线机射线范围的调整,并且具有结构简单、调整方便、控制精准的优点,以满足无损探伤的范围需求。
 1071
0
1071
0
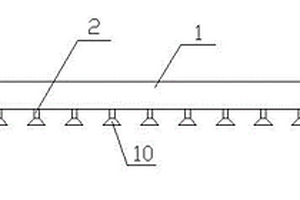
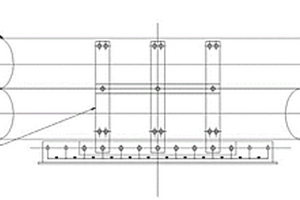
本发明公开了一种预制架空软质保温管系统、制作方法及运输安装方法,预制架空软质保温管系统包括工作管、复合保温隔热层、外护层及立式隔热管托;所述工作管设置有多个并且同轴焊接相连,所述立式隔热管托安装在相应的工作管上,所述复合保温隔热层包裹所述工作管和立式隔热管托的相应部位,所述外护层包裹所述复合保温隔热层和立式隔热管托的相应部位。与传统的现场制作相比,工厂化预制不产生废料,管道可以百分之百利用,无料头,保温材料不浪费,保温材料基本无损失,现场安装施工速度快,施工周期短,现场无损检测的工作量减少,综合能源消耗减少,能源利用率得到了提高,运输、安装方便,软质保温管不易损坏。
 1015
0
1015
0
本发明涉及射线照相无损检测技术领域,尤其是一种圆柱体、圆锥体零件射线照相时厚度补偿方法,其方法过程如下:a.将与被检结构件相同或相近材料的补偿装置进行超声波和射线检测,确认补偿装置内部无大于Φ1mm缺陷;b.在补偿装置内钻圆柱孔或圆锥孔;c.将被检结构件置于内孔内;d.进行射线照相,完成厚度补偿。所述的补偿装置为长方体。所述的补偿装置为完整的整体或分割的整体。所述分割的整体的补偿装置设有定位销或定位键定位。本发明厚度补偿装置制作简单,没有严格的公差限制,能成功实现大型铸造部件内圆柱或圆锥形结构射线照相厚度补偿。
 1118
0
1118
0
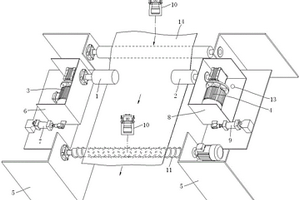
本实用新型公开了一种织物整纬或整纬整花装置,包括矫正机构、检测机构和中央处理单元;矫正机构包括第一摩擦辊轮和第二摩擦辊轮,第一摩擦辊轮、第二摩擦辊轮的外周均具有摩擦面,第一摩擦辊轮由第一电机驱动,第二摩擦辊轮由第二电机驱动,第一摩擦辊轮置于织物幅向的一边,第二摩擦辊轮置于织物幅向的另一边,检测机构沿织物运行路线置于矫正机构的前方和/或后方,第一电机、第二电机及检测机构由中央处理单元控制。该装置还包括用于织物扩幅的扩幅机构,扩幅机构沿织物运行路线置于矫正机构的前方。本实用新型结构简单,使用成本低,矫正时对织物无损伤,矫正响应快,能实时进行矫正控制,矫正精度高、效果好,适用纺织品种类范围广。
 1125
0
1125
0
本实用新型公开了一种新型地铁车辆用抗侧滚扭杆装置,包括扭臂,扭臂的一端设有金属轴承,扭臂的另一端设有摇臂,扭臂与摇臂通过锁死件固定连接,锁死件的一端表面设有卡孔,卡孔的表面设有卡销,摇臂的一端设有扭杆轴,扭杆轴的表面设有支承座,该地铁车辆用抗侧滚扭杆装置通过使用锁死件将两个部件固定在一起,当产品中修和大修时,在维护的过程中,将锁死件一侧的卡销拔出就可以将扭杆轴和扭臂进行分离,使用磁粉探伤机对两种零件检测时,能够最大程度的发现裂纹等缺陷,有效避免有缺陷的产品维护后继续使用,提高抗侧滚扭杆产品的维护的可靠性。经过无损检测、尺寸检测符合继续使用的零件,可以和新造品一起组装,再次通过组装在一起。
中冶有色为您提供最新的江苏常州有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!






































































 2025年10月23日 ~ 25日
2025年10月23日 ~ 25日 


碳基材料大会")










