1.本实用新型属于研磨系统技术领域,涉及一种
铜箔阴极辊双面研磨系统。
背景技术:
2.
电解铜箔作为电子制造行业的功能性关键基础原材料,主要用于
锂离子电池和pcb的制作。阴极辊是电解铜箔关键设备
?
生箔机的主要部件之一,电解铜箔是铜离子在阴极辊表面晶体上结晶结构的延续,铜离子电沉积在钛晶体上,并由此而生长成铜箔。阴极辊表面粗糙度越小,晶料细小,电解沉积的铜层结晶越细。阴极辊制作过程中,阴极辊面需要粗车—精车—抛光—研磨等工序的加工,表面的粗糙度必须达到ra0.1,才能满足铜箔生产要求。
3.电解铜箔生产中,阴极辊辊面因为
电化学腐蚀、使用过程中划痕、氧化点、氧化色差等因素影响铜箔表面质量,阴极辊都需要重新返修研磨,而使用传统的研磨系统,研磨一台阴极辊需要6个工作日,阴极辊的制造及返修效率低下。
技术实现要素:
4.本实用新型的目的在于克服上述现有技术的缺点,提供一种铜箔阴极辊双面研磨系统,以提高设备的研磨效率、降低生产成本。
5.本实用新型的目的是通过以下技术方案来解决的:
6.这种铜箔阴极辊双面研磨系统,包括车床研磨机、自动研磨机及阴极辊驱动装置,所述车床研磨机中的第一拖板、自动研磨机中的第二拖板分别沿阴极辊的轴向两侧对称设置;所述第一拖板上安装有气动推力装置,所述气动推力装置上安装有第一pva砂轮磨头;所述第二拖板上安装有电动推力装置,所述电动推力装置上安装有第二pva砂轮磨头;所述阴极辊驱动装置包括对称分布于阴极辊径向两侧的用以支撑阴极辊的轴承座支撑组件,所述阴极辊的转轴通过弹性联轴器与驱动电机减速器连接。
7.进一步,所述气动推力装置由上、下支撑板,直线滑轨及驱动气缸组成,所述驱动气缸与第一pva砂轮磨头连接。
8.进一步,所述电动推力装置由伺服电机、滚珠丝杠机构组成,所述伺服电机驱动滚珠丝杠机构运动,所述滚珠丝杠机构带动第二pva砂轮磨头轴向研磨。
9.进一步,所述自动研磨机还包括数控光机及电气控制系统,所述电气控制系统控制电动推力装置运动。
10.进一步,所述轴承座支撑组件包括位于阴极辊径向左侧的左轴承座支撑组件,位于阴极辊径向右侧的右轴承座支撑组件,所述左轴承座支撑组件的左轴承安装孔与右轴承座支撑组件的右轴承安装孔的高度相同。
11.进一步,所述左轴承座支撑组件与右轴承座支撑组件之间的距离可调。
12.进一步,所述阴极辊的转速在0~20转/分的范围无极可调。
13.进一步,所述阴极辊的直径规格为¢2016~2700mm,辊面幅宽为1000~1850mm,轴
承跨距为2100~2940mm。
14.进一步,所述自动研磨机的研磨往返次数、研磨幅宽、第二pva砂轮磨头转速及研磨轴向速度均通过电气控制系统中烧制的plc程序控制。
15.与现有技术相比,本实用新型提供的技术方案包括以下有益效果:通过在车床研磨机的第一拖板上安装气动推力装置、第一pva砂轮磨头,实现了对阴极辊辊面的研磨;通过在自动研磨机的第二拖板上安装电动推力装置、第二pva砂轮磨头,实现了对阴极辊辊面的研磨;该研磨系统,集合了车床研磨机与自动研磨机的研磨功能,从而提高了阴极辊的制造及返修效率,节省了人力资源成本。
16.此外,左轴承座支撑组件与右轴承座支撑组件之间的距离可调,以满足研磨多种规格轴承跨距的阴极辊;驱动电机减速器通过弹性联轴器与阴极辊的转轴连接,保证有足够的动力和扭矩使阴极辊平稳旋转,且阴极辊的转速在0~20转/分的范围无极可调。
附图说明
17.此处的附图被并入说明书中并构成本说明书的一部分,与说明书一起用于解释本实用新型的原理。
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
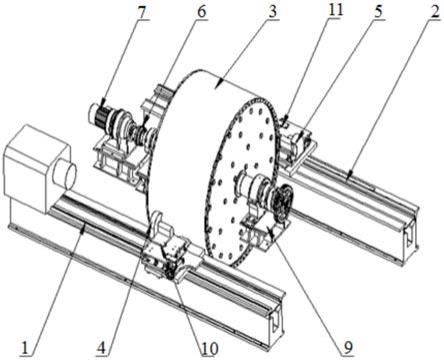
19.图1为本实用新型提供的一种铜箔阴极辊双面研磨系统的结构示意图。
20.其中:1、第一拖板;2、第二拖板;3、阴极辊;4、第一pva砂轮磨头;5、第二pva砂轮磨头;6、弹性联轴器;7、驱动电机减速器;8、左轴承座支撑组件;9、右轴承座支撑组件;10、气动推力装置;11、电动推力装置。
具体实施方式
21.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本实用新型相一致的所有实施方式。相反,它们仅是与所附权利要求书中所详述的、本实用新型的一些方面相一致的装置的例子。
22.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面结合附图及实施例对本实用新型作进一步详细描述。
23.参见图1所示,本实用新型提供了一种铜箔阴极辊双面研磨系统,包括车床研磨机、自动研磨机及阴极辊驱动装置,车床研磨机中的第一拖板1、自动研磨机中的第二拖板2分别沿阴极辊3的轴向两侧对称设置;第一拖板1上安装有气动推力装置10,气动推力装置10上安装有第一pva砂轮磨头4;第二拖板2上安装有电动推力装置11,电动推力装置11上安装有第二pva砂轮磨头5;阴极辊3驱动装置包括对称分布于阴极辊3径向两侧的用以支撑阴极辊3的轴承座支撑组件,阴极辊3的转轴通过弹性联轴器6与驱动电机减速器7连接。
24.进一步,气动推力装置10由上、下支撑板,直线滑轨及驱动气缸组成,驱动气缸与第一pva砂轮磨头4连接。
25.进一步,电动推力装置11由伺服电机、滚珠丝杠机构组成,伺服电机驱动滚珠丝杠
机构运动,滚珠丝杠机构带动第二pva砂轮磨头5轴向研磨。
26.进一步,自动研磨机还包括数控光机及电气控制系统,电气控制系统控制电动推力装置11运动。
27.进一步,轴承座支撑组件包括位于阴极辊3径向左侧的左轴承座支撑组件8,位于阴极辊3径向右侧的右轴承座支撑组件9,左轴承座支撑组件8的左轴承安装孔与右轴承座支撑组件9的右轴承安装孔的高度相同,且两者之间的连线与轴向运动的机床导轨平行。
28.进一步,左轴承座支撑组件8与右轴承座支撑组件9之间的距离可调,以满足研磨多种雇一个轴承跨距的阴极辊3。
29.进一步,阴极辊3的转速在0~20转/分的范围无极可调。
30.进一步,阴极辊3的直径规格为¢2016~2700mm,辊面幅宽为1000~1850mm,轴承跨距为2100~2940mm,适用于多种规格阴极辊3的研磨加工。
31.进一步,自动研磨机的研磨往返次数、研磨幅宽、第二pva砂轮磨头5的转速及研磨轴向速度均通过电气控制系统中烧制的plc程序控制,实现自动化控制。
32.综上,本实用新型提供的这种铜箔阴极辊双面研磨系统,其具体的实现及工作过程如下:
33.车床研磨机利用cw61100
?
4000普通车床进行改制,在其第一拖板1上安装第一pva砂轮磨头4及气动推力装置10,对阴极辊3辊面进行研磨,且轴向工作速度连续可调。第一pva砂轮磨头4安装在气动推力装置10上,气动推力装置10由上、下支撑板,直线滑轨及驱动气缸组成,利用压缩空气顶压,使第一pva砂轮磨头4与阴极辊3表面的研磨顶压力保持一致,顶压力可调节。同时,第一pva砂轮磨头4的转速可以在0~20转/分的范围进行无级调速,以满足各种研磨工作需要。
34.阴极驱动装置的轴承座支撑组件用以安装研磨工件阴极辊3,轴承座支撑组件承受阴极辊3的重量,需要有较高的强度和刚度。为确保研磨精度,在安装时左轴承座支撑组件8的左轴承安装孔与右轴承座支撑组件9的右轴承安装孔的中心线应等高度,并与轴向运动的机床导轨平行。
35.驱动电机减速器7通过弹性联轴器6与阴极辊3的轴头连接,保证有足够的动力和扭矩使阴极辊3平稳旋转,阴极辊3的转速在0~20转/分的范围无极可调。
36.自动研磨机采用数控光机,用数控车床的床身改制,电动推力装置11安装在第二拖板2上,由伺服电机驱动高精密滚珠丝杠带动第二拖板2,实现第二pva砂轮磨头5轴向自动研磨,研磨顶压力可调。此外,自动研磨的研磨往返次数、研磨幅宽、磨头转速、研磨轴向速度等工艺参数均输入人机界面触摸屏,通过plc程序完成无人操作,自动化控制。
37.因此,该研磨系统,集合了车床研磨机与自动研磨机的研磨功能,使用该双面研磨系统,研磨一台阴极辊3仅需要三个工作日,与传统的研磨系统相比,提高了阴极辊3的制造及返修效率50%以上,节省了人力资源成本。
38.以上所述仅是本实用新型的具体实施方式,使本领域技术人员能够理解或实现本实用新型。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。
39.应当理解的是,本实用新型并不局限于上述已经描述的内容,并且可以在不脱离其范围进行各种修改和改变。本实用新型的范围仅由所附的权利要求来限制。技术特征:
1.一种铜箔阴极辊双面研磨系统,其特征在于,包括车床研磨机、自动研磨机及阴极辊驱动装置,所述车床研磨机中的第一拖板(1)、自动研磨机中的第二拖板(2)分别沿阴极辊(3)的轴向两侧对称设置;所述第一拖板(1)上安装有气动推力装置(10),所述气动推力装置(10)上安装有第一pva砂轮磨头(4);所述第二拖板(2)上安装有电动推力装置(11),所述电动推力装置(11)上安装有第二pva砂轮磨头(5);所述阴极辊驱动装置包括对称分布于阴极辊(3)径向两侧的用以支撑阴极辊(3)的轴承座支撑组件,所述阴极辊(3)的转轴通过弹性联轴器(6)与驱动电机减速器(7)连接。2.根据权利要求1所述的铜箔阴极辊双面研磨系统,其特征在于,所述气动推力装置(10)由上、下支撑板,直线滑轨及驱动气缸组成,所述驱动气缸与第一pva砂轮磨头(4)连接。3.根据权利要求1所述的铜箔阴极辊双面研磨系统,其特征在于,所述电动推力装置(11)由伺服电机、滚珠丝杠机构组成,所述伺服电机驱动滚珠丝杠机构运动,所述滚珠丝杠机构带动第二pva砂轮磨头(5)轴向研磨。4.根据权利要求1所述的铜箔阴极辊双面研磨系统,其特征在于,所述自动研磨机还包括数控光机及电气控制系统,所述电气控制系统控制电动推力装置(11)运动。5.根据权利要求1所述的铜箔阴极辊双面研磨系统,其特征在于,所述轴承座支撑组件包括位于阴极辊(3)径向左侧的左轴承座支撑组件(8),位于阴极辊(3)径向右侧的右轴承座支撑组件(9),所述左轴承座支撑组件(8)的左轴承安装孔与右轴承座支撑组件(9)的右轴承安装孔的高度相同。6.根据权利要求5所述的铜箔阴极辊双面研磨系统,其特征在于,所述左轴承座支撑组件(8)与右轴承座支撑组件(9)之间的距离可调。7.根据权利要求1所述的铜箔阴极辊双面研磨系统,其特征在于,所述阴极辊(3)的转速在0~20转/分的范围无极可调。8.根据权利要求1所述的铜箔阴极辊双面研磨系统,其特征在于,所述阴极辊(3)的直径规格为¢2016~2700mm,辊面幅宽为1000~1850mm,轴承跨距为2100~2940mm。
技术总结
本实用新型属于研磨系统技术领域,涉及一种铜箔阴极辊双面研磨系统,包括车床研磨机、自动研磨机及阴极辊驱动装置,车床研磨机中的第一拖板、自动研磨机中的第二拖板分别沿阴极辊的轴向两侧对称设置;第一拖板上安装有气动推力装置,气动推力装置上安装有第一PVA砂轮磨头;第二拖板上安装有电动推力装置,电动推力装置上安装有第二PVA砂轮磨头;阴极辊驱动装置包括对称分布于阴极辊径向两侧的用以支撑阴极辊的轴承座支撑组件,阴极辊的转轴通过弹性联轴器与驱动电机减速器连接。该研磨系统,集合了车床研磨机与自动研磨机的研磨功能,从而提高了阴极辊的制造及返修效率,节省了人力资源成本。了人力资源成本。了人力资源成本。
技术研发人员:段永鑫 李博 杨建东 冯庆 何秀玲 杨勃 苗东
受保护的技术使用者:西安泰金工业电化学技术有限公司
技术研发日:2020.12.23
技术公布日:2021/10/8
声明:
“铜箔阴极辊双面研磨系统的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 2384
编辑:北方有色网
来源:西安泰金工业电化学技术有限公司
2384
编辑:北方有色网
来源:西安泰金工业电化学技术有限公司



 咨询细节
咨询细节











































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















