全部
▼
热搜:

 362
362
 0
0
双脉冲系列电容储能放电式直流焊接系统包括直流焊接电源和焊接机头两部分.电源部分也可以与其他焊接自动化工装配合使用,或者单独机头配其他的焊接电源。







 359
0
359
0
1来料规格:1.1原材料种类1×××系/3×××系/×××8铝及铝合金卷材,1.2屈服极限N/mm225-250,1.3强度极限N/mm270-280,1.4卷材厚度mm1.0-4.0,1.5卷材宽度mm800-2000,1.6卷材内径mmФ520/Ф610。

 361
0
361
0
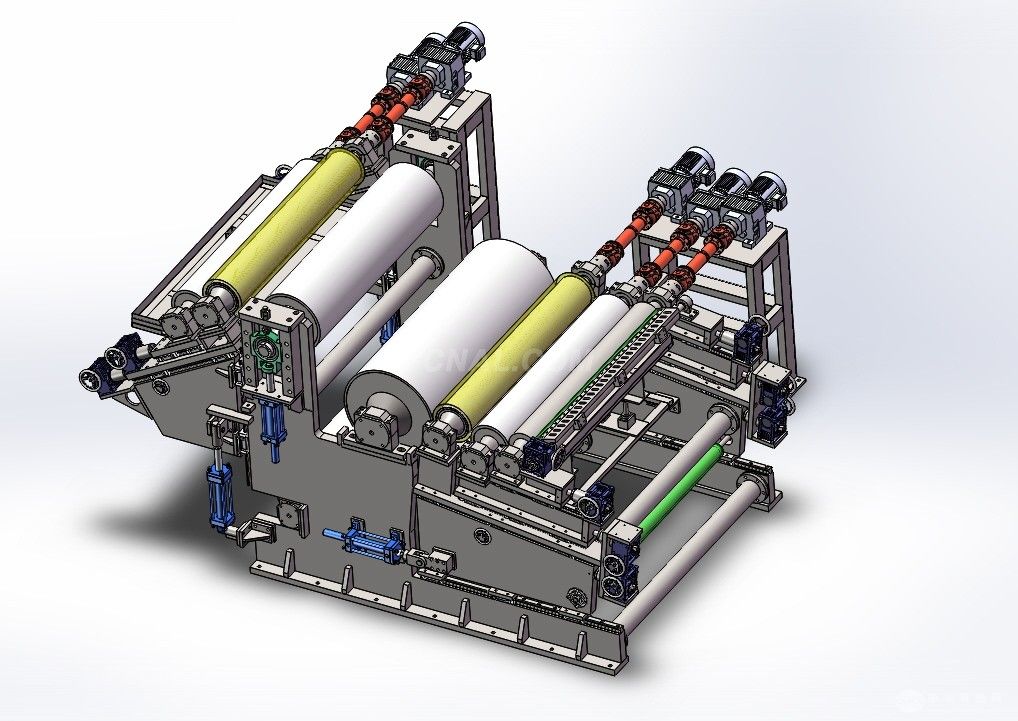
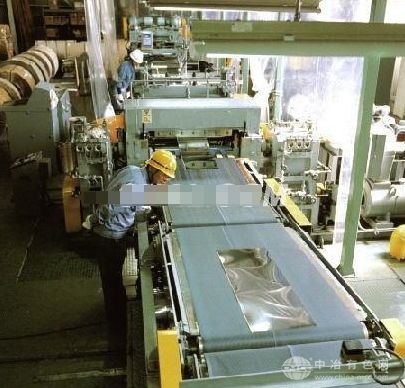
本生产线为厚度0.1—0.5㎜,宽度100—600㎜的国产正品铝板卷带的纵剪分切设备其工艺流程:铝卷上料运卷小车→ 液压开卷机→活套→对中装置→纵剪分条主机→ 出口托辊平台 → 废边料机 → 张力系统→卷取机→铝卷出料运转小车。


 360
0
360
0
本生产线为厚度0.2—1.5㎜,宽度400—1550㎜的国产正品金属卷带的纵剪横切设备其工艺流程:四膜架冷覆膜机→牵引机→精密矫平机→活套→对中装置、牵引机→纵剪分条主机→ 出口托辊平台 → 废边料机→NC定尺机→高速液压剪床→输送带→垛料机构→出料平台。
 359
0
359
0
1. 电气基本要求:1) 电源:电压三相380VAC±10% 频率50Hz±1%,2) 使用环境;机旁温度+5—+40℃ 。湿度<83%。海拔<2,000m,3) 防护等级:电气控制柜、控制台 IP40,生产线操作台 IP40,4) 生产线运行方向: 左 进 右出(按客户现场实际情况)。
 358
0
358
0
材料在冷加工时,由于辊型与辊缝的形状等原因引起的卷板带材板形不良,卷板带材产生波形(双边波浪、单边波浪、中间波浪、两肋波浪),翘曲,侧弯及瓢曲和潜在板形不良等。这些缺陷的产生是因轧件在宽度方向上的纵向延伸不均匀,出现了内应力的结果,为了卷板带材的板形不良,使内应力趋开均匀,需要对卷板带材进行矫正。
 357
0
357
0
具体机组参数:1. 加工材料: 1000、3000、8011铝板,2. 加工板厚: δ=0.5-3.0 mm,3. 加工板宽: 800mm-1600 mm,4. 卷料外径: φ1000mm-φ1600mm,5. 卷料内径: φ508mm,6. 卷料重量: ≤12T,7. 校平精度: ≤1.0mm/m2,8. 剪切长度:800-6000mm,9. 长度公差: ≤±0.5mm (按2000mm板长计)。






 379
0
379
0
全丝杆真空吸附铝板雕刻机:加工尺寸:1300mm*2500mm*200mm(可按客户行程定做),Z轴运行配置:台湾TBI丝杆,主轴转速:0-24000转/分、6000-24000转/分,运行控制:新代/维宏/山龙,切割速度:7-15m/分。





中冶有色为您提供最新的广东有色金属加工设备优质商品信息,包括品牌,厂家,图片、规格型号、用途、原理、技术参数、性能指标等。


 2025年05月08日 ~ 10日
2025年05月08日 ~ 10日  2025年05月09日 ~ 11日
2025年05月09日 ~ 11日  2025年05月09日 ~ 11日
2025年05月09日 ~ 11日  2025年05月09日 ~ 11日
2025年05月09日 ~ 11日  2025年05月16日 ~ 18日
2025年05月16日 ~ 18日