权利要求书: 1.一种轧机咬钢温度与辊道联锁的装置,其特征在于,包括:加热炉体;
出钢辊道,所述出钢辊道分为炉内出钢锟道和炉外出钢锟道;
所述炉内出钢锟道和炉外出钢锟道首尾相连;
轧机,设置于炉外出钢锟道的上方;
测温装置,设置于所述轧机上方;
数采分析仪,所述数采分析仪输入端和所述测温装置信号连接;所述数采分析仪输出端和炉内出钢锟道信号连接。
2.根据权利要求1所述的一种轧机咬钢温度与辊道联锁的装置,其特征在于:所述炉内出钢锟道设置有控制装置。
3.根据权利要求2所述的一种轧机咬钢温度与辊道联锁的装置,其特征在于:所述数采分析仪输出端和所述炉内出钢锟道的控制装置信号连接。
4.根据权利要求1所述的一种轧机咬钢温度与辊道联锁的装置,其特征在于:所述测温装置为红外线测温装置。
5.根据权利要求1所述的一种轧机咬钢温度与辊道联锁的装置,其特征在于:所述数采分析仪输出端和所述轧机信号连接。
说明书: 一种轧机咬钢温度与辊道联锁的装置技术领域[0001] 本实用新型涉及轧机设备技术领域,尤其涉及一种轧机咬钢温度与辊道联锁的装置。
背景技术[0002] 热轧的主要步骤是将钢坯加热到一定的温度,然后进行轧制的一个过程。实际生产中,轧机齿轮箱及电机的负荷与温度呈现反比的关系,即温度越高负荷越低,温度越低负
荷越高,而钢坯的加热需要一个合理的温控区,设备的正常运行也需要一个严格的温度最
低值,温度过高产生钢坯的表面脱碳,所以不能无限高,也不能无限低,虽然精益生产管理
系统有钢温的数据采集,但是采集的是平均值,对于瞬间的低钢温不能反应出来,结合齿轮
箱损坏的次数及分析的结果看出,重负荷必须要严格控制。
[0003] 为解决上述问题,需要设计了一种轧机咬钢温度与辊道联锁的装置,对钢胚进行实时检测,通过和出钢辊道联锁,实现有低温钢时不允许下支钢坯出炉,且该装置会将低温
钢回炉。
发明内容[0004] 本实用新型的目的在于提供一种轧机咬钢温度与辊道联锁的装置,来解决现有的消毒装置消毒效果不佳且浪费人力物力和成本的问题。
[0005] 为实现上述目的,本实用新型提供如下技术方案:[0006] 一种轧机咬钢温度与辊道联锁的装置,包括:包括加热炉体;出钢辊道,所述出钢锟道分为炉内出钢锟道和炉外出钢锟道;所述炉内出钢锟道和炉外出钢锟道首尾相连;轧
机,设置于炉外出钢锟道的上方;测温装置,设置于所述轧机上方;数采分析仪,所述数采分
析仪输入端和所述测温装置信号连接;所述数采分析仪输出端和炉内出钢锟道信号连接。
[0007] 优选的,所述炉内出钢锟道设置有控制装置。[0008] 优选的,所述数采分析仪输出端和所述炉内出钢锟道的控制装置信号连接。[0009] 优选的,所述测温装置为红外线测温装置。[0010] 优选的,所述数采分析仪输出端和所述轧机信号连接。[0011] 本实用新型的有益效果为:[0012] 该轧机咬钢温度与辊道联锁的装置,结构简单无需人工操作,自动检测低温钢,检测到低温钢的时候将其自动送回炉内,且会停止炉内的钢胚继续出炉,从而实现了在保证
钢胚质量的同时,保护了轧机。
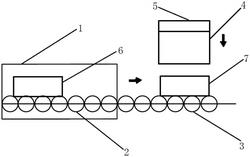
附图说明[0013] 图1为本实用新型的结构示意图;[0014] 图中:1、加热炉体,2、炉内出钢锟道,3、炉外出钢锟道,4、轧机,5、测温装置,6、炉内钢胚,7、出炉钢胚。
具体实施方式[0015] 下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的
实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下
所获得的所有其他实施例,都属于本实用新型保护的范围。
[0016] 除非单独定义指出的方向外,本文涉及的上、下、左、右、前、后、内和外等方向均是以本实用新型所示的图中的上、下、左、右、前、后、内和外等方向为准,在此一并说明。
[0017] 本实用新型提供了如图1所示的一种轧机咬钢温度与辊道联锁的装置,一种轧机咬钢温度与辊道联锁的装置,包括加热炉体1;出钢辊道,所述出钢锟道分为炉内出钢锟道2
和炉外出钢锟道3;所述炉内出钢锟道2和炉外出钢锟道3首尾相连;轧机4,设置于炉外出钢
锟道3的上方;测温装置5,设置于所述轧机4上方;数采分析仪,所述数采分析仪输入端和所
述测温装置5信号连接;所述数采分析仪输出端和炉内出钢锟道2信号连接,所述测温装置,
将出炉钢坯7的温度数据传输到PLC点位中,根据最低温度设定值进行程序编写,并且对采
集的温度点进行过滤分析,使采集到的点位合理有效,通过测温装置对钢胚温度进行测量,
继而逻辑控制后,把一些低温钢的数据反应到HMI人机画面上,包括趋势分析图上,更直观
的进行问题的分析。
[0018] 具体的,所述炉内出钢锟道2设置有控制装置,可以控制炉内出钢锟道2是否运行。[0019] 具体的,所述数采分析仪输出端和所述炉内出钢锟道2的控制装置信号连接,当检测到出炉钢胚7为低温钢胚,即该钢坯低于规定温度以下合计五个点,或者连续低于规定温
度以下十秒,,则判定为低温钢胚,触发低温程序,将低温程序串入炉内出钢辊道运行程序
中,有一次低温,下根钢坯停止四分钟以后才能出钢。
[0020] 具体的,所述测温装置5为红外线测温装置,测量出炉钢胚7的温度。[0021] 具体的,所述数采分析仪输出端和所述轧机信号连接,可以控制轧机的运行。[0022] 具体的,该装置在使用时,在数采分析仪的HMI画面上增加低温禁止的显示,以及触发后的倒计时和每班显示的低钢温次数,画面上做好低温次数及下根钢坯咬入轧机后的
趋势图,便于监管及故障后的分析查找。
[0023] 最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员
来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征
进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均
应包含在本实用新型的保护范围之内。
声明:
“轧机咬钢温度与辊道联锁的装置” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 520
编辑:管理员
来源:张家港宏昌钢板有限公司
520
编辑:管理员
来源:张家港宏昌钢板有限公司



 咨询细节
咨询细节





































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















