权利要求书: 1.一种平轧机上轧辊冷却系统,其特征在于:包括冷却水管(5),所述冷却水管(5)设于上轧辊(4)上方,且所述冷却水管(5)的中心线与上轧辊(4)中心线相交,所述冷却水管(5)与输水管(6)连通,靠近进口导卫(3)侧的冷却水管(5)一端设有喷嘴单元,所述喷嘴单元的出水口分别朝向上轧辊(4),所述喷嘴单元喷射的冷却水对上轧辊(4)的轧槽进行冷却;靠近出口导卫(8)侧的冷却水管(5)另一端设置反喷单元(7),所述反喷单元(7)能够冲刷掉附着于上轧辊(4)轧槽上的冷却水。
2.根据权利要求1所述的一种平轧机上轧辊冷却系统,其特征在于:所述冷却水管(5)为弧形结构件,所述冷却水管(5)的弧线与上轧辊(4)顶面的弧形相匹配。
3.根据权利要求1所述的一种平轧机上轧辊冷却系统,其特征在于:所述反喷单元(7)包括竖向布置的反喷水管(7.1),所述反喷水管(7.1)一端与冷却水管(5)连接,所述反喷水管(7.1)另一端螺纹连接反喷喷嘴,所述反喷喷嘴的出水口分别朝向上轧辊(4)侧面,且所述反喷喷嘴的喷射线与水平面之间的倾角为20~30°。
4.根据权利要求3所述的一种平轧机上轧辊冷却系统,其特征在于:所述反喷水管(7.1)为挂钩式结构件,所述反喷喷嘴为反喷矩形喷嘴(7.2)。
5.根据权利要求3所述的一种平轧机上轧辊冷却系统,其特征在于:所述喷嘴单元分别包括多个喷嘴,多个所述喷嘴沿冷却水管底部周向均匀间隔布置;所述喷嘴包括圆形喷嘴(9)和矩形喷嘴(10),所述矩形喷嘴(10)通过圆形喷嘴(9)与冷却水管(5)连接,所述矩形喷嘴(10)的喷射线的反向延长线与水平面之间的倾角为20~30°。
说明书: 一种平轧机上轧辊冷却系统技术领域[0001] 本实用新型涉及一种平轧机上轧辊冷却系统,属于平轧机技术领域。背景技术[0002] 目前,钢厂棒线材轧制生产中,轧辊冷却是通过对流换热方式进行,在对流换热中,两个物体的温度差、相对速度、冷却介质的总量是影响轧辊冷却的主要因素。其中,温度差是指冷却水温度和轧辊温度的差值,相对速度是冷却水压力为主要影响因素,冷却介质总量是指冷却水流量。目前,为保证轧辊冷却效果,轧钢厂最常用的做法是增加冷却水流量,但是大量的轧辊冷却水带来的不仅仅是能耗的增加,更严重的是大量水流到红钢上,加剧红钢上下表面温差和内外温差,红钢温度不均导致最终产品组织不均匀,而且导致上轧辊和下轧辊的轧槽磨损速度不一致,最终影响棒材尺寸和轧辊使用寿命。实用新型内容
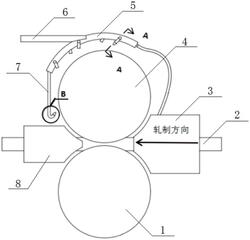
[0003] 本实用新型所要解决的技术问题是针对上述现有技术提供一种平轧机上轧辊冷却系统,能够冲刷掉附着于上轧辊的轧槽上的冷却水,避免冷却水流至红钢上,保证红钢冷却均匀,减少上轧辊轧槽和下轧辊轧槽磨损不均的现象发生。[0004] 本实用新型解决上述问题所采用的技术方案为:一种平轧机上轧辊冷却系统,包括冷却水管,所述冷却水管设于上轧辊上方,且所述冷却水管的中心线与上轧辊中心线相交,所述冷却水管与输水管连通,靠近所述进口导卫侧的冷却水管一端设有喷嘴单元,所述喷嘴单元的出水口分别朝向上轧辊,所述喷嘴单元喷射的冷却水对上轧辊的轧槽进行冷却;靠近所述出口导卫侧的冷却水管另一端设置反喷单元,所述反喷单元能够冲刷掉附着于上轧辊轧槽上的冷却水。[0005] 所述冷却水管为弧形结构件,所述冷却水管的弧线与上轧辊顶面的弧形相匹配。[0006] 所述反喷单元包括竖向布置的反喷水管,所述反喷水管一端与冷却水管连接,所述反喷水管另一端螺纹连接反喷喷嘴,所述反喷喷嘴的出水口分别朝向上轧辊侧面,且所述反喷喷嘴的喷射线与水平面之间的倾角为20~30°。[0007] 所述反喷水管为挂钩式结构件,所述反喷喷嘴为反喷矩形喷嘴。[0008] 所述喷嘴单元分别包括多个喷嘴,多个所述喷嘴沿冷却水管底部周向均匀间隔布置;所述喷嘴包括圆形喷嘴和矩形喷嘴,所述矩形喷嘴通过圆形喷嘴与冷却水管连接,所述矩形喷嘴的喷射线的反向延长线与水平面之间的倾角为20~30°。[0009] 与现有技术相比,本实用新型的优点在于:一种平轧机上轧辊冷却系统,反喷单元冲掉附着在轧槽上的冷却水,防止红钢过多接触冷却水,保证了红钢冷却均匀,减少了上轧辊和下轧辊轧槽磨损不均的现象发生,提高了棒材尺寸精度和轧辊使用寿命。圆形喷嘴上螺纹连接矩形喷嘴,可根据轧槽规格更换不同规格的矩形喷嘴,从而调整水流喷射压力和横向散布面积。附图说明[0010] 图1为本实用新型实施例一种平轧机上轧辊冷却系统的示意图;[0011] 图2为图1中A?A的剖视图;[0012] 图3为图1中B的放大示意图[0013] 图中1下轧辊、2红钢、3进口导卫、4上轧辊、5冷却水管、6输水管、7反喷单元、7.1反喷水管、7.2反喷矩形喷嘴、8出口导卫、9圆形喷嘴、10矩形喷嘴。具体实施方式[0014] 以下结合附图实施例对本实用新型作进一步详细描述。[0015] 如图1、2、3所示,本实施例中的一种平轧机上轧辊冷却系统,包括上下对称布置的上轧辊4和下轧辊1,上轧辊4和下轧辊1之间的间隙形成轧制通道。轧制通道进口端设置进口导卫3,轧制通道出口端设置出口导卫8,红钢经进口导卫3导至轧制通道内,轧制后的红钢经出口导卫8导出。上轧辊4上方设有弧形的冷却水管5,冷却水管5的中心线与上轧辊4中心线相交布置,冷却水管5的弧线与上轧辊4顶面的弧形相平行。冷却水管5与输水6管连通,冷却水管5上设有喷嘴单元,且喷嘴单元靠近进口导卫3侧。喷嘴单元的出水口分别朝向上轧辊4,喷嘴单元的喷射线的反向延长线与水平面之间的倾角为25°。输水管6内的冷却水流至冷却水管5内,后冷却水经喷嘴单元倾斜喷至上轧辊4上,对上轧辊4的轧槽进行冷却。靠近出口导卫8侧的冷却水管5端部焊接反喷水管7.1,冷却水管5与反喷水管7.1连通。反喷水管7.1出水端设置反喷矩形喷嘴7.2。反喷水管7.1为挂钩式结构件,使得反喷矩形喷嘴7.2的出水口朝向上轧辊4侧面,且反喷矩形喷嘴7.2的喷射线与水平面之间的倾角为25°。[0016] 上述反喷矩形喷嘴7.2的出水口安装高度为1/3~1/2的上轧辊半径值,既能较好的冲刷掉附着在上轧辊4轧槽上的冷却水,防止红钢过多接触冷却水,保证红钢冷却均匀;又能提前对上轧辊4进行冷却,减少上轧辊4轧槽的磨损量,增加上轧辊4轧槽的使用寿命。
[0017] 上述喷嘴单元包括圆形喷嘴9和矩形喷嘴10,圆形喷嘴9进口端与冷却水管5连接,圆形喷嘴9出口端与矩形喷嘴10进口端螺纹连接。矩形喷嘴10能够增加水流喷射压力和横向散布面积,提高了轧槽冷却效果。矩形喷嘴10和圆形喷嘴9螺纹连接,可通过更换不同规格的矩形喷嘴调整水流喷射压力和横向散布面积,适用于不同的轧槽规格。[0018] 本申请中反喷单元冲掉附着在轧槽上的冷却水,防止红钢过多接触冷却水,保证了红钢冷却均匀,减少了上轧辊和下轧辊轧槽磨损不均的现象发生,提高了棒材尺寸精度和轧辊使用寿命。圆形喷嘴上螺纹连接矩形喷嘴,可根据轧槽规格更换不同规格的矩形喷嘴,从而调整水流喷射压力和横向散布面积。[0019] 除上述实施例外,本实用新型还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本实用新型权利要求的保护范围之内。
声明:
“平轧机上轧辊冷却系统” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 523
编辑:管理员
来源:江阴兴澄特种钢铁有限公司
523
编辑:管理员
来源:江阴兴澄特种钢铁有限公司



 咨询细节
咨询细节






































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















