全部
▼
热搜:

 111
111
 0
0
广东艾斯瑞仪器科技有限公司的可程式高低温拉力试验机ASR - 1000L,是一款集高低温环境模拟与拉力测试功能于一体的专业设备。
 107
0
107
0
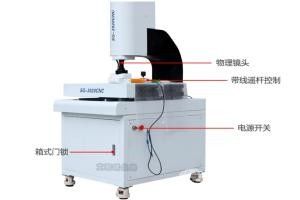
广东艾斯瑞仪器科技有限公司的分光金属元素成分快速分析仪ASR - XRF - 350B,是一款高效精准的金属元素分析利器。




 316
0
316
0
详细介绍:★V轴带独立氮气平衡,减少上下运动马达负载,加工过程中跟顺畅,速度更快,效率更高!★Y轴和V轴,在同侧同方向,共用两条45mm.的滚柱线轨,保证了卧式转台在加工过程中,始终处于同侧,同面加工,保证机加精度!









 328
0
328
0
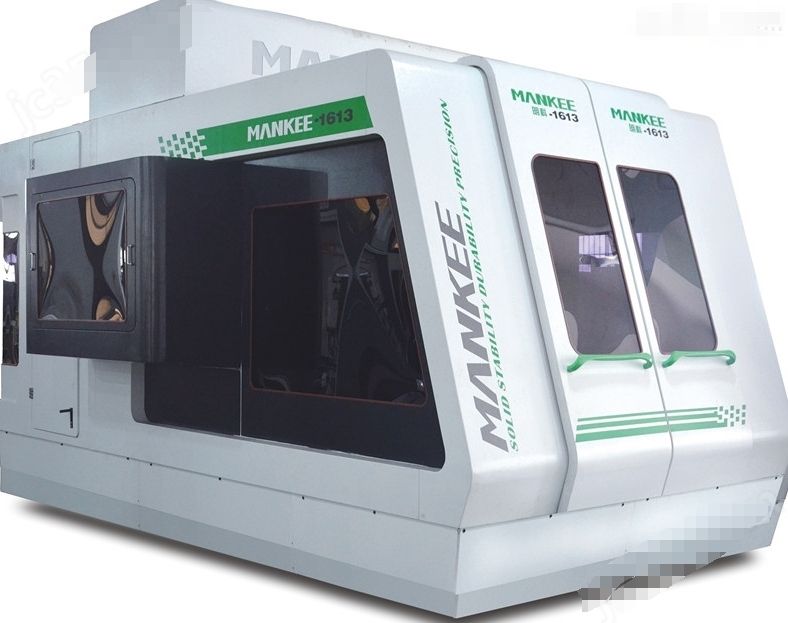
详细介绍:好床身结构设计,能够承受高G产生的惯量,坚如磐石,稳如泰山。短鼻头主轴刚性好,提升效率并降低*磨损。三轴线轨快速位移,精度高,大幅度短加工时间。采用后排屑结构,清理发屑方便,不易漏油。高刚性结构源自于多年经验数据积累与合理化机构细长比设计,提高铸件抗压缩与抗侧弯能力。



 321
0
321
0
HY-4H系列机床主要特色为:1、 本机结构紧凑,体积小,灵活性高,铣头能左右回转90度,前后回转45度,粗枕不仅能前后伸缩,并可水平面内做360度回转,因而大大扩大了机床的有效工作范围。2、机台采用****米汉纳铸铁,结构刚强,不变形,稳定性佳。主轴采用铬钼合金制作,经调质热处理精密研磨后,配以精密级斜角滾珠轴承组合,切削力强,精密特佳。三轴角牙螺母采用****磷表铜(PBC-2)制作,耐磨性佳,使用年限长。



 342
0
342
0
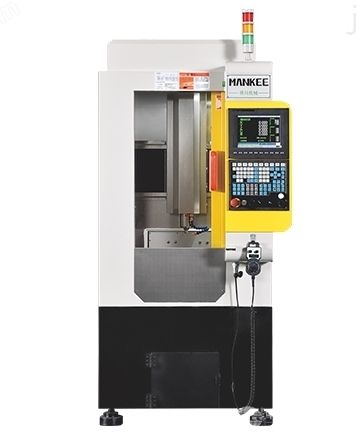
cnc线轨加工中心机精密滚珠轴承采用双螺帽,每轴两端支持座共采用五个滚珠螺杆,轴承加以预拉,以确保热膨胀时之精密度。 押送采用高密连轴器直接传动减少传动间隙。 XY轴四条导轨设计,全支撑鞍座,大件加工时切削性更好。 三轴方向均采用密闭式山形伸缩护盖,封闭性及排屑性能均属上乘 所有润滑系统均于机体外面以封盖加以密闭维修监视方便 机台采用油水分离设计,并设有发油收集箱,避免与切削混合,以免影响切削油品质。


中冶有色为您提供最新的广东东莞有色金属设备优质商品信息,包括品牌,厂家,图片、规格型号、用途、原理、技术参数、性能指标等。


 2025年07月09日 ~ 11日
2025年07月09日 ~ 11日  2025年07月11日 ~ 13日
2025年07月11日 ~ 13日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月17日 ~ 19日
2025年07月17日 ~ 19日 















































































