全部
▼
热搜:

 485
485
 0
0
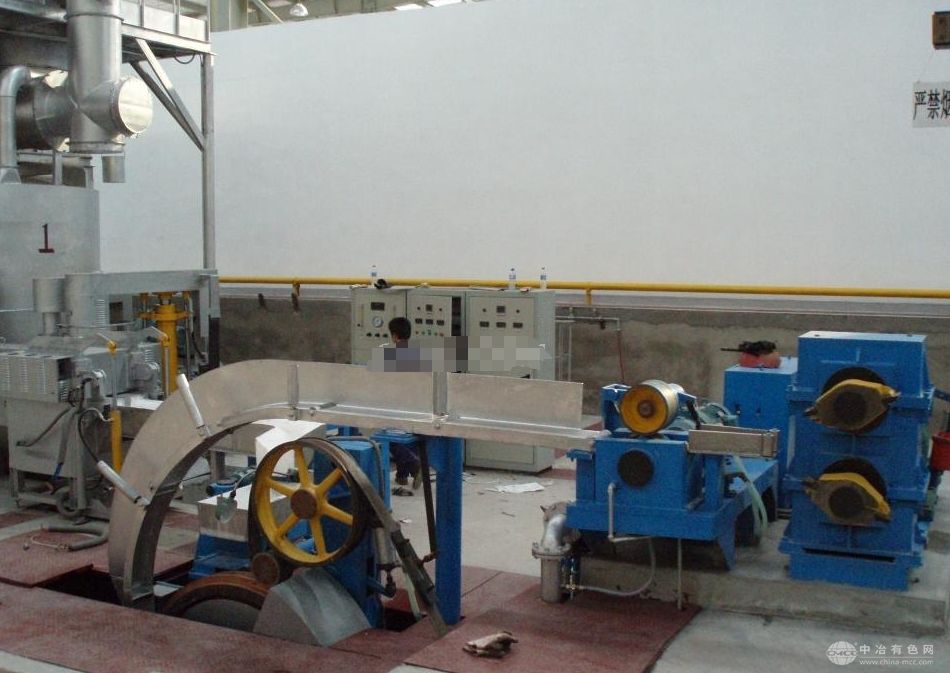
本生产线主要由圆形快速节能铝熔炼炉、在线除气过滤系统、五轮式连铸机(含浇煲)、滚剪机、主动校直装置、倍频感应加热装置、连轧机系统、铝合金杆淬火装置、双工位铝杆成圈装置、连铸连轧生产线电气控制系统、连轧机润滑油系统、连轧机乳液循环系统等组成。
 458
0
458
0
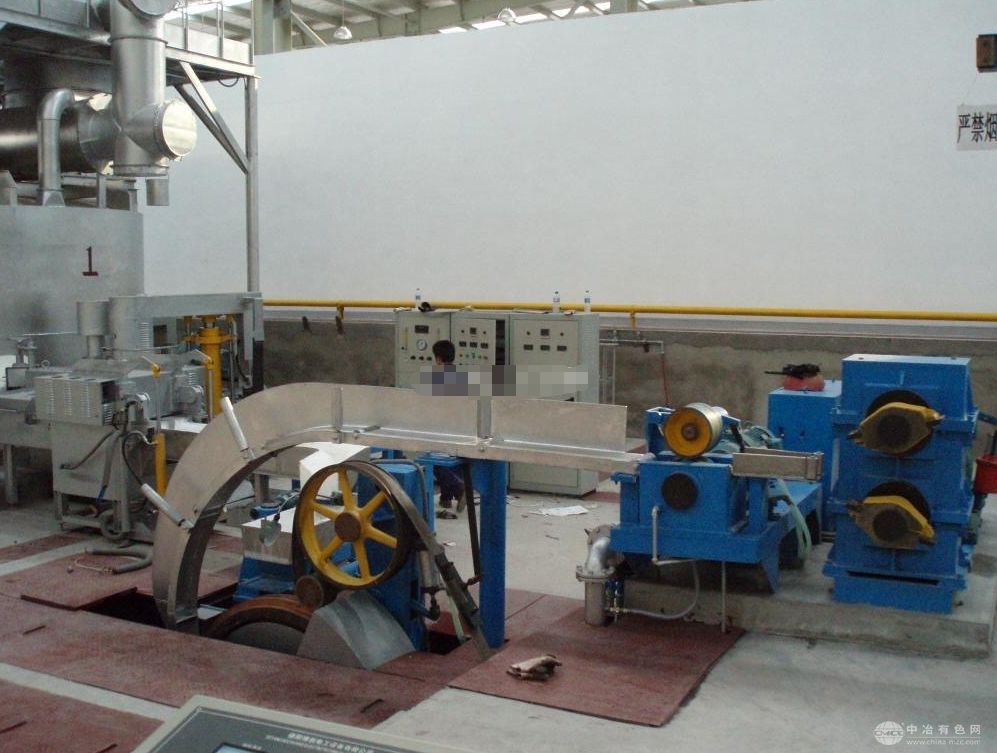
本生产线主要由五轮式连铸机(含浇煲)、前牵引机、滚剪机、主动校直装置、倍频感应加热装置、连轧机系统、铝合金杆淬火冷却润滑系统、双工位铝杆成圈装置、连铸连轧机组电气控制系统、连轧机润滑油系统、连轧机乳液循环系统等组成。
 431
0
431
0
由支架,传动系统,排线丝杆,收杆线盘组成。传动系统由18.5Kw交流电机驱动,经齿轮减速器使收杆线盘旋转,为立式传动形式。收杆线盘为立式,上端挡板可拆卸,以卸下成盘后的杆材。内盘芯由3片弧板组成,通过连杆机构使其收缩扩张,方便上下盘。排线部分由主传动轴通过一组链轮传动,经过蜗轮减速箱带动排线丝杆上下移动。排线丝杆为双向丝杆,自动实现上下换向。摆臂式导向轮使杆材与收杆装置更接近,有利于收杆过程稳定。


 455
0
455
0
1.设备用途:本生产线采用连铸连轧的工艺方法,生产电工用普铝、铝合金杆(8×××系列),成品杆径φ9.5mm、φ12mm。2.简单工艺流程,2.1工艺流程示意如下:普铝锭及废铝线→熔化炉(用户自备)→保温炉(用户自备)→四轮式连铸机→前牵引机 →滚剪机→锭坯过渡支撑装置 → 连轧机→二次曲线滚轮式铝杆冷却润滑装置→双框连续绕杆机→无油铝杆。
 439
0
439
0
德阳富华机电设备有限公司生产的行走式铝钛硼杆复绕机,品牌属于:富华机电,产地位于:四川·德阳。用途:主要用于将直径为Φ9.5mm已成圈的Al-Ti-B杆绕制成紧密排列的盘状杆。

 447
0
447
0
设备用途:本设备采用连铸连轧工艺方法,生产电工用圆铝杆(1×××系列),生产的铝杆直径为Φ12mm、Φ9.5mm。简单工艺流程:2.1工艺流程示意如下:铝水→保温炉(用户自备)→四轮式连铸机→校直机→前牵引机 →滚剪机→连轧机→二次曲线铝杆冷却润滑装置→储线装置→液压升降收线机→输送辊道→铝杆。

 451
0
451
0
设备用途:本设备采用连铸连轧工艺方法,生产铝合金杆(5×××系列),生产的铝杆直径为Φ12mm、Φ9.5mm。2.简单工艺流程:2.1工艺流程示意如下:铝水→保温炉(用户自备)→四轮式连铸机→校直机→前牵引机 →滚剪机→校直铣面机→锭坯在线倍频加热器→连轧机→二次曲线铝杆冷却润滑装置→储线装置→液压升降收线机→输送辊道→铝杆。
 446
0
446
0
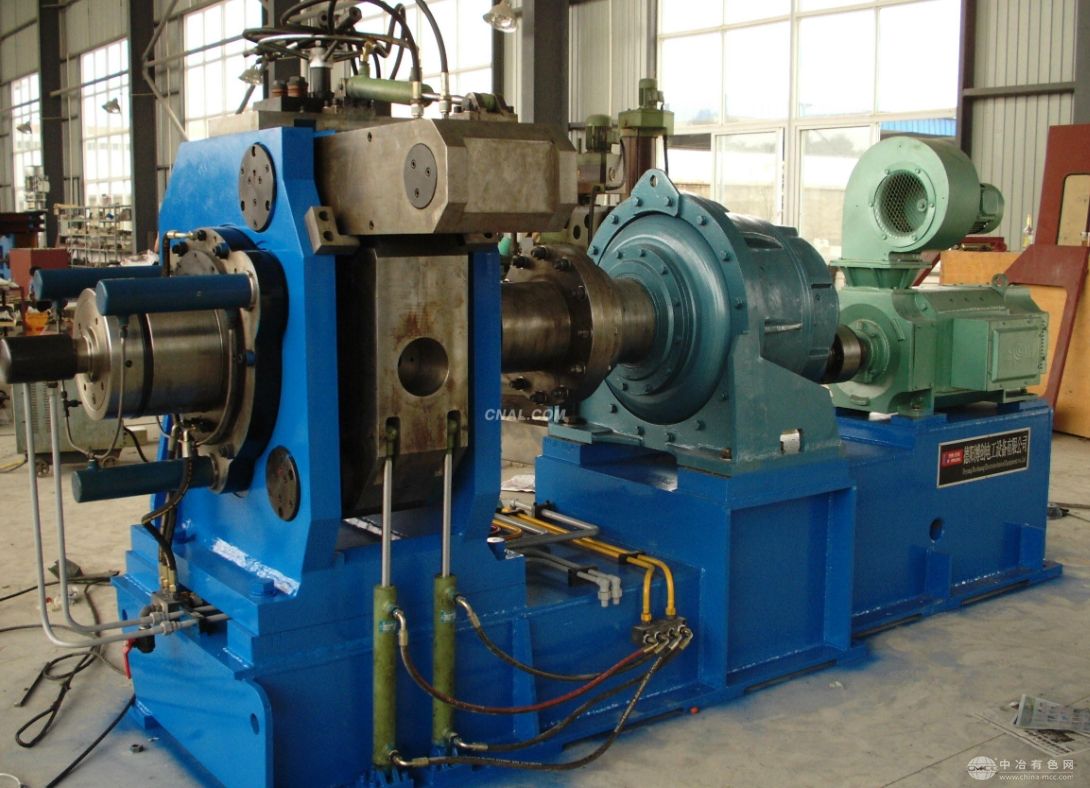
本生产线主要由五轮式连铸机(含浇煲)、前牵引机、滚剪机、主动校直装置、连铸机组电气控制系统、铸机冷却水系统等组成。主要技术参数:1). 结晶轮直径: Φ1900mm,2).出锭速度: 8-12m/min,3).铸锭截面: 3000mm2,4).铸机电机: 5.5kw, 1000r.p.m(AC,变频调速)。

 448
0
448
0
机组主要由四轮式浇铸机、前牵引机、滚剪机、铸坯过渡支撑装置、连轧机系统、连轧机润滑油系统、连轧机乳液循环系统、铝杆冷却润滑系统、双工位铝杆成圈装置、连铸连轧机组电气控制系统等组成。
 453
0
453
0
本生产线主要由圆形快速节能铝熔炼炉、在线除气过滤系统、喂丝装置、五轮式连铸机(含浇煲)、滚剪机、单轨式油压剪、主动校直装置、倍频感应加热装置、喂料装置、连轧机系统、铝合金杆冷却润滑系统、双工位铝杆成圈装置、连铸连轧生产线电气控制系统、连轧机润滑油系统、连轧机乳液循环系统等组成。
 434
0
434
0
德阳博创电工设备有限公司行走式铝钛硼杆复绕机用途:主要用于将直径为Φ9.5mm已成圈的Al-Ti-B杆绕制成紧密排列的盘状杆。二. 德阳博创电工设备有限公司行走式铝钛硼杆复绕机组成:主要由校直装置、行走式收杆装置、电控系统等组成。
 438
0
438
0
1.设备用途 本设备采用连铸连轧工艺方法,生产电工用圆铝杆(1×××系列),生产的铝杆直径为Φ15mm、 Φ12mm、Φ9.5mm。2.简单工艺流程:2.1 工艺流程示意如下: 铝水→保温炉(用户自备)→四轮式连铸机→前牵引机→滚剪机→过桥→连轧机→二次曲线铝 杆冷却润滑装置→双框连续绕杆机→铝杆。


 433
0
433
0
本机组采用连铸的工艺方法,生产高纯铝锭,铝合金锭,锭坯截面积3000m㎡。主要设备组成:本生产线主要由五轮式连铸机(含浇煲)、前牵引机、滚剪机、主动校直装置、连铸机组电气控制系统、铸机冷却水系统等组成。



 2025年07月09日 ~ 11日
2025年07月09日 ~ 11日  2025年07月11日 ~ 13日
2025年07月11日 ~ 13日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月17日 ~ 19日
2025年07月17日 ~ 19日 















































































