
全部
▼
热搜:
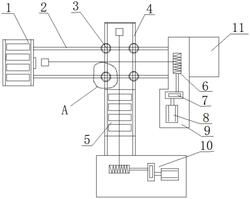
本实用新型公开了一种用于抗蚀热镀锌管生产的连轧机,包括连轧机本体,连轧机本体一侧的顶部固定设有下料槽,下料槽两端的中部均转动连接有U型转块,两个U型转块一侧的顶部均固定设有第一套管,两个第一套管的内部均滑动连接有第一推拉杆,两个第一推拉杆底端的一侧均固定设有第一楔形块,两个U型转块一侧的底部均固定设有第二套管,两个第二套管的内部均滑动连接有第二推拉杆,两个第二推拉杆顶端的一侧均固定设有第二楔形块,本实用新型通过凸轮、U型转块、第一楔形块和第二楔形块的配合能够实现管材一个接一个的传送,大大降低了管材堵塞的概率,同时解决了多个管材滚落时相互碰撞的问题。
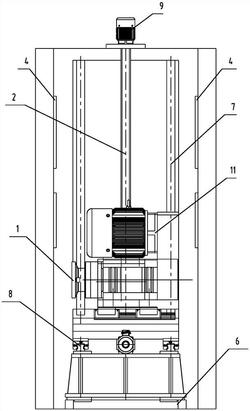
本实用新型涉及一种PQF连轧机侧方基准面用快速修复装置,包括刀盘、机床本体、水平螺杆、水平驱动电机、机座、水平滑块;牌坊滑轨上滑动连接有机座,机座底部固定连接有水平滑块,水平滑块与水平螺杆螺纹连接,水平螺杆由水平驱动电机驱动转动;机座上固定连接有机床本体,机床本体上滑动连接有进给箱,进给箱能够在机床本体上上下滑动,进给箱上连接有刀盘,进给箱带动刀盘水平移动。优点是:采用微型三维机构带动刀盘移动,保证基准面修复的精度,又能最大限度的提升效率。与人工修复相比,能够保证连轧机精度的同时极大的提高修复效率,降低劳动强度,缩短修复时间。
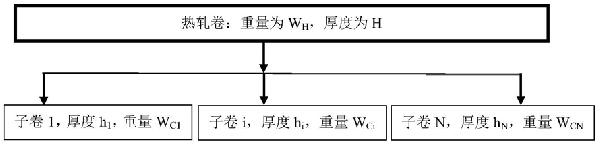
一种冷连轧机可变厚度自动轧制控制方法,属控制领域。其通过建立热轧原料变厚轧制的数据管理模式。对热轧原料变厚卷轧制模型的计算点进行计算,建立热轧原料轧制设定值的发送机制,确定热轧原料变厚位置通过轧机时的轧制控制方式和对热轧原料执行自动变厚轧制控制流程,针对热轧原料要求相同,但厚度以及卷重要求不同的用户,在连轧机上将一个热轧母卷连续自动轧制几个不同厚度成品卷,在连轧机生产后直接满足用户的需求,以降低生产成本,缩短轧制产品的发货周期。其在提高轧机的利用率的同时,可以减少生产的流程,降低生产成本,缩短生产周期。可广泛用于连轧机自动轧制的控制领域。
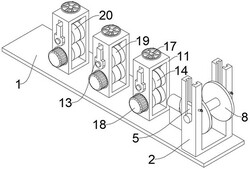
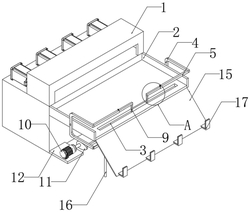
本实用新型公开了一种自动喂料连轧机,属于连轧机技术领域,包括底板,所述底板上表面的一端焊接有料架,所述料架上开设有两条滑槽,两条所述滑槽共同转动连接有用于自动喂料的料辊,两条所述滑槽均插接有移动块,且移动块与料辊转动连接,所述底板上表面均匀分布有三个固定框,三个所述固定框上均开设有两个通槽,同一所述固定框上的两个通槽共同滑动连接有活动架,三个所述固定框分别转动安装有第一轧辊、第二轧辊和第三轧辊,且活动架转动安装有与其所在固定框相同的轧辊,该自动喂料连轧机,将废铜丝连轧成统一规格的铜带,简化了工艺流程,节省了能源。
本实用新型公开了一种连轧机组在线拆装更换装置,包括:第一驱动装置、第二驱动装置、横纵交叉设置的第一轨道和第二轨道,第一轨道和第二轨道的交叉处设置车辆方向变更装置,第一驱动装置设置于第一轨道,第二驱动装置设置于第二轨道,第一轨道上设置可沿第一轨道运动的第一装卸车辆,第二轨道上设置可沿第二轨道运动的第二装卸车辆,第一驱动装置用于带动第一装卸车辆或第二装卸车辆沿第一轨道运动,第二驱动装置用于带动第一装卸车辆或第二装卸车辆沿第二轨道运动。实现了新的轧机的装载和安装、实现了旧的轧机的卸载、实现了第一装卸车辆或第二装卸车辆的运行方向的改变,从而完成了轧制生产线的轧机的更换,易于操作,提高了效率。



































































 辽宁 - 沈阳
辽宁 - 沈阳 2024年08月16日 ~ 18日
2024年08月16日 ~ 18日



