1.本发明涉及一种回收处理装置及方法,具体是一种
铝加工行业碱蚀废液回收处理装置及方法。
背景技术:
2.铝加工行业的碱蚀工艺目的是通过浓碱液去除铝件表面的赃污及毛刺,彻底去除铝件表面的自然氧化膜,以显露出洁净的金属基体为随后阳极氧化工艺均匀导电,生成均匀的阳极氧化膜打下良好的表面基础。
3.碱蚀工艺新开槽液氢氧化钠起始浓度一般控制在35-40g/l。以后随着偏铝酸钠浓度的增加游离氢氧化钠浓度应当相应的适当增加。槽液使用到一定程度后会逐渐老化,从而失去碱蚀作用。普遍铝加工行业认为,槽液铝离子含量在50-60g/l时,碱蚀速率急剧下降需更换新的碱蚀槽液,而一些铝加工厂家为了更有效的利用碱蚀液减少排放而向碱蚀液中添加长寿剂。添加长寿剂的碱蚀液比普通碱蚀液的使用寿命更长,铝离子的最高含量可达130g/l后碱蚀液才老化失效。
4.铝加工行业碱蚀工艺是该行业一个必不可少的环节。碱蚀废槽液属于危险废弃物。它的排放收到了严格限制。
5.目前国内处理碱蚀废液存在几种工艺及相关设备。
6.(一)结晶法及相关设备(苛性钠碱蚀液循环再生研究《电镀与环保》1993年7月第13卷第四期20-22页)该文献提出了应用结晶分解法将碱蚀液闭路循环,通过投加晶种使铝离子结晶析出。工艺流程为将碱蚀槽液达到一定的浓度后人为加入一定量的
氢氧化铝晶种,并控制一定温度和时间进行搅拌分解。再生的碱液从溢流口依靠晶析槽与碱蚀槽的液位差过滤后返回碱蚀槽中使用。氢氧化铝浆液定期从晶析槽底部排出,用离心机洗涤脱水后获得氢氧化铝结晶。洗涤后的稀碱液泵回晶析槽。此工艺要点如下(a)溶液要有一定的过饱和度摩尔比不大于2.5。(b)采用有活性的晶型氢氧化铝作晶种,晶种系数1.5-2.0。(c)理想的降温过程,初温60℃左右,终温40℃左右,搅拌分解过程逐渐降温。(d)碱蚀液使用过程中如必须添加有机物用控制在1.2g/l以下。(e)搅拌时间为24-48h。
7.目前根据使用该工艺及设备处理碱蚀废液的厂家反馈该工艺及设备存在以下几个问题。(a)要求苛性比相对稳定,在实际生产过程中由于工艺所限槽液苛性比不可能非常稳定。苛性比时高时低的现象时有发生造成晶析效果差运行极不稳定。(b)该工艺及设备要求有一定的温度才能进行晶析。现场槽液一般温度很高可达90-100℃该工艺要求60-80℃之间,温度范围过于狭窄,给操作带来一定的局限性。(c)如果厂家想提高槽液的利用效率添加有机物的长寿剂应控制浓度在1.2g/l以下,这样就有很大的局限性。(d)设备反应时间过长,通常为24-48h。(e)设备投资较大,运行当中局限性较大中小厂家一般很难承受。
8.(二)二氧化碳吸收法及相关设备偏磷酸钠与二氧化碳反应方程式为:
naalo2+co2+2h2o===al(oh)3+nahco3二氧化碳与氢氧化钠反应方程式为:naoh+co2=== nahco3该方法利用铝酸钠与二氧化碳反应生成氢氧化铝沉淀来进行铝离子去除。
9.该方法有以下几个问题:(a)二氧化碳为气体储存设备存在局限性不利于现场应用。(b)将二氧化碳通入碱蚀液要保证二氧化碳充分与其反应,因此对二氧化碳的释放设备二氧化碳的利用效率提出了很高的要求。(c)二氧化碳既可以与铝酸钠反应又可以与氢氧化钠反应。因此该工艺在去除铝离子的同时会消耗碱蚀液中的游离碱,造成回用碱液的苛性度下降。使用时需在投入氢氧化钠提高苛性度造成浪费成本上升。
10.(三)结晶法及相关设备技术缺点(a)要求苛性比相对稳定,在实际生产过程中由于工艺所限槽液苛性比不可能非常稳定。苛性比时高时低的现象时有发生造成晶析效果差运行极不稳定。(b)该工艺及设备要求有一定的温度才能进行晶析。现场槽液一般温度很高可达90-100℃该工艺要求60-80℃之间,温度范围过于狭窄,给操作带来一定的局限性。(c)如果厂家想提高槽液的利用效率添加有机物的长寿剂应控制浓度在1.2g/l以下,这样就有很大的局限性。(d)设备反应时间过长,通常为24-48h。(e)设备投资较大,运行当中局限性较大中小厂家一般很难承受。
11.(四)二氧化碳吸收法及相关设备技术缺点(a)二氧化碳为气体储存设备存在局限性不利于现场应用。
12.(b)将二氧化碳通入碱蚀液要保证二氧化碳充分与其反应,因此对二氧化碳的释放设备二氧化碳的利用效率提出了很高的要求。
13.(c)二氧化碳既可以与铝酸钠反应又可以与氢氧化钠反应。因此该工艺在去除铝离子的同时会消耗碱蚀液中的游离碱,造成回用碱液的苛性度下降。使用时需在投入氢氧化钠提高苛性度造成浪费成本上升。
14.碱蚀废液是一种危险废弃物,有资质的回收处理企业回收价格约为2500-3000元/吨。一个小型铝加工厂每周产生的碱蚀废液大约在6吨左右。企业每年碱蚀废液处理费用约为90万元。因此发明一套碱蚀废液的无害化处理及回用装置对于铝加工行业来讲显得格外重要。
技术实现要素:
15.本发明的目的在于提供一种铝加工行业碱蚀废液回收处理装置及方法,以解决上述背景技术中提出的问题。
16.为实现上述目的,本发明提供如下技术方案:一种铝加工行业碱蚀废液回收处理装置,包括超声波一体反应器、板框压滤机和全自动控制台,其特征在于,所述超声波一体反应器包括超声波发生装置、主体反应罐和混合搅拌装置,所述主体反应罐顶部设有除铝剂自动投加药箱,所述除铝剂自动投加药箱与除铝剂储存箱通过管道连接,除铝剂储存箱用于储存专用除铝剂,所述混合搅拌装置设置在反应罐内部,所述混合搅拌装置包括搅拌桨,所述主体反应罐底部设有超声波发生装置,所述主体反应罐一侧设有废液提升泵,废液提升泵一侧与碱蚀废液储存池通过管道连接,另一侧与主体反应罐上部通过管道连接,所述主体反应罐一侧设有板框压滤机,所述板框压滤
机与主体反应罐之间设有
隔膜泵,所述隔膜泵一端与主体反应罐底部通过管道连接,另一端与板框压滤机通过管道连接,板框压滤机与回用池连接。
17.作为本发明进一步的方案:所述超声波发生装置包括超声波振动板,超声波振动板与主体反应罐通过焊接连接。
18.作为本发明再进一步的方案:所述搅拌桨上固定连接三组叶片,且每组180
°
对装,三组所述叶片垂直距离间隔为600mm,水平角度分别相差90
°
,所述叶片长度为550mm,宽度为60mm,水平夹角为30
°
作为本发明再进一步的方案:所述专用除铝剂由以下重量百分比的原料组成:90%氢氧化钙 80%、45%氯化镁 9.97%、95%硅酸钠 10%、80%十二烷基磺酸钠 0.03%。
19.作为本发明再进一步的方案:所述混合搅拌装置穿过主体反应罐顶端与通旋转电机转动连接,所述旋转电机设置在主体反应罐顶部外侧,所述旋转电机转速为100rad/min。
20.作为本发明再进一步的方案:所述全自动控制台均与旋转电机、废液提升泵、隔膜泵和板框压滤机通过电连接。
21.作为本发明再进一步的方案:所述主体反应罐上设有液位开关,所述液位开关穿过主体反应罐顶部设置在主体反应罐内。
22.作为本发明再进一步的方案:所述主体反应罐采用316不锈钢材料,其外形为圆形锥底。
23.所述的铝加工行业碱蚀废液回收处理装置的处理方法,包括以下步骤:(a)先将碱蚀废液排入碱蚀废液储存池,经废液提升泵提升入超声波一体化反应器;(b)通过除铝剂自动投加药箱将专用除铝剂加入超声波一体化反应器中;(c)在超声波作用下,搅拌反应2-3h;(d)通过隔膜泵将反应混合物打入板框压滤机进行固液分离,滤液排放到回用池待回用,滤饼回收。
24.作为本发明再进一步的方案:所述专用除铝剂根据碱蚀废液中铝离子浓度添加,添加的重量比为铝离子浓度的3.5倍。
25.与现有技术相比,本发明的有益效果是:通过设置超声波一体化反应器,超声波的使用提升了对铝离子的去除率,通过设置搅拌转速和桨叶类型对铝离子反应速率的提升,通过使用专用除铝剂,可有效和碱蚀废液中的铝离子结合成不溶物分离出系统,使用本发明设备及方法处理碱蚀废液,专用除铝剂费用大约400元/吨废碱液,电费可忽略不计,年处理费用大约12万左右,对比回收废液大大降低了处理费用并且产生的
固废还具有一定的经济价值。
附图说明
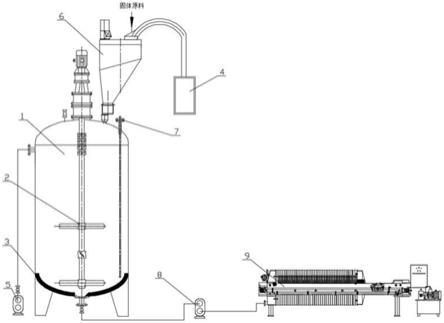
26.图1为铝加工行业碱蚀废液回收处理装置的结构示意图。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本发明保护的范围。
28.请参阅图1,本发明实施例中,一种铝加工行业碱蚀废液回收处理装置,包括超声波一体反应器、板框压滤机9和全自动控制台,所述超声波一体反应器包括超声波发生装置3、主体反应罐1和混合搅拌装置2,所述主体反应罐1采用316不锈钢材料,其外形为圆形锥底,所述主体反应罐1顶部设有除铝剂自动投加药箱6,所述除铝剂自动投加药箱6与除铝剂储存箱4通过管道连接,除铝剂储存箱4用于储存专用除铝剂。本发明的专用除铝剂是一种复配产品,可有效和碱蚀废液中的铝离子结合成不溶物分离出系统,该专用除铝剂原料及复配量见下表:序号药剂名称工业品规格重量百分比1氢氧化钙90%80%2氯化镁45%9.97%3硅酸钠95%模数2.510%4十二烷基磺酸钠80%0.03%专用除铝剂使用时根据碱蚀废液中铝离子浓度添加,添加的重量比为铝离子浓度的3.5倍,即1g/l浓度的铝离子需添加除铝剂3.5g/l,反应搅拌3小时候即可将大部分铝离子去除(去除率为97%-100%)。
29.所述混合搅拌装置2设置在反应罐1内部,混合搅拌装置2穿过主体反应罐1顶端与通旋转电机转动连接,所述旋转电机设置在主体反应罐1顶部外侧,所述旋转电机转速为100rad/min,所述混合搅拌装置2包括搅拌桨,所述搅拌桨上固定连接三组叶片,且每组180
°
对装,三组所述叶片垂直距离间隔为600mm,水平角度分别相差90
°
,所述叶片长度为550mm,宽度为60mm,水平夹角为30
°
,可避免出现铝离子稳定凝胶造成的除铝剂失效,所述主体反应罐1底部设有超声波发生装置,所述超声波发生装置包括超声波振动板3,超声波振动板3与主体反应罐1通过焊接连接。
30.工业实践表明在加入专用除铝剂与碱蚀废液中的铝离子发生反应生成铝离子凝胶,这些凝胶会悬浮在水中并且会包裹在未发生反应的除铝剂分子表面,使除铝剂分子钝化进而使其丧失活性不能参与反应,实验表明加入专用除铝剂后反应时间约30min后铝离子凝胶会完全附着在未发生反应的除铝剂分子表面造成反应停滞,此时铝离子去除率约为50%,并且延长反应时间对提高处理效率几乎没有作用,其利用其发出的高频振荡信号,通过换能器转换为高频机械信号而传播到介质中进而破坏铝离子凝胶的稳定性,使铝离子凝胶很难附着在未发生反应的除铝剂分子表面,使已经附着在除铝剂分子表面的铝离子凝胶脱附下来,使除铝剂能发挥最大功效,所述超声波振动板功率为1800w;频率为28/40khz,实验表明该频率范围可使铝离子凝胶稳定性变差效果最佳。
31.所述主体反应罐1一侧设有废液提升泵5,废液提升泵5一侧与碱蚀废液储存池通过管道连接,另一侧与主体反应罐1上部通过管道连接,所述主体反应罐1上设有液位开关7,所述液位开关7穿过主体反应罐1顶部设置在主体反应罐1内,所述主体反应罐1一侧设有板框压滤机9,所述板框压滤机9与主体反应罐1之间设有隔膜泵8,所述隔膜泵8一端与主体反应罐1底部通过管道连接,另一端与板框压滤机9通过管道连接,板框压滤机9与回用池连接,所述全自动控制台均与旋转电机、废液提升泵5、隔膜泵8和板框压滤机9通过电连接。
32.其工艺流程
碱蚀废液
→
碱蚀废液储存池
→
废液提升泵
→
超声波一体化反应器(加入专用药剂)
→
隔膜泵
→
板框压滤机
→
回用池板框压滤机污泥
→
脱水后回收自动控制为无人值守全自动控制碱蚀液经使用后随铝离子浓度增加逐渐老化,老化的碱蚀液排放入储存池后待下一步处理,储存室中的碱蚀废液经废液提升泵5进入到该装置的核心环节超声波一体化反应器,通过投加专用除铝剂进行反应,反应期间通过混合搅拌装置进行搅拌混匀,搅拌转速控制在100rad/min(过快过慢都会影响处理效果),反应2-3h后通过隔膜泵8向板框压滤机9送料进行污泥脱水,滤液排放到回用水池待回用,泥饼可以通过水泥厂或保温材料厂回收利用并有一定的经济价值。
33.本发明的工作原理是:先将碱蚀废液排入储存池,经废液提升泵5提升入超声波一体化反应器,通过除铝剂自动投加药箱将除铝剂加入超声波一体化反应器中,在超声波作用下,搅拌反应3h,通过隔膜泵8将反应混合物打入板框压滤机9进行固液分离,滤液排放到回用池待回用,滤饼可以完全回收。处理后的滤液游离碱浓度和铝离子浓度完全达到回用。泥饼中铝离子含量约达到回收标准。本发明该发明解决了碱蚀废液的排放问题,完全可以实现碱蚀废液的再生循环利用达到零排放标准,从而保护了水环境,不强调碱蚀废液的苛性度,任何浓度苛性度的碱蚀废液均可得到有效的回收,处理碱蚀废液时间周期很短全过程大约只需3h即可完成碱蚀废液的回收,没有温度限值,任何温度条件下的碱蚀废液均可得到有效地处理回收,不受碱蚀废液中有机物浓度的限制,任何有机物浓度均可有效去除铝离子确保回收碱液的质量,处理碱蚀废液效率及高,铝离子去除率可达95%-100%,并且极大限度的提高再生碱液的苛性度,使再生碱液无需多投入过量的氢氧化钠即可达到标准,设备成本低廉,可操作性强,处理碱蚀废液后的含铝废渣在水泥行业、防火材料行业均可得到有效利用,真正实现了碱蚀废液的零排放。
34.实施例一某铝件厂排放的碱蚀废液指标为:游离碱175g/l;铝离子浓度115g/l。利用该发明装置进行铝离子去除。
35.(1)先将碱蚀废液排入碱蚀废液储存池,经废液提升泵提升入超声波一体化反应器。
36.(2)通过除铝剂自动投加药箱将专用除铝剂加入超声波一体化反应器中,加入除铝剂量为391g/l。
37.(3)在超声波作用下,搅拌反应3h。
38.(4)通过隔膜泵将反应混合物打入板框压滤机进行固液分离。滤液排放到回用池待回用,滤饼可以完全回收。
39.(5)处理后的滤液游离碱浓度220g/l,铝离子浓度2.3g/l,泥饼中铝离子含量约为27%。完全达到回用及回收标准。
40.实施例二某铝件厂排放的碱蚀废液指标为:游离碱143g/l;铝离子浓度58g/l。利用该发明装置进行铝离子去除。
41.(1)先将碱蚀废液排入碱蚀废液储存池,经废液提升泵提升入超声波一体化反应
器。
42.(2)通过除铝剂自动投加药箱将专用除铝剂加入超声波一体化反应器中,加入除铝剂量为203g/l。
43.(3)在超声波作用下,搅拌反应3h。
44.(4)通过隔膜泵将反应混合物打入板框压滤机进行固液分离。滤液排放到回用池待回用,滤饼可以完全回收。
45.(5)处理后的滤液游离碱浓度189g/l,铝离子浓度2.1g/l,泥饼中铝离子含量约为27%。完全达到回用及回收标准。
46.实施例三某铝件厂排放的碱蚀废液指标为:游离碱190g/l;铝离子浓度96g/l。利用该发明装置进行铝离子去除。
47.(1)先将碱蚀废液排入碱蚀废液储存池,经废液提升泵提升入超声波一体化反应器。
48.(2)通过除铝剂自动投加药箱将专用除铝剂加入超声波一体化反应器中。加入除铝剂量为336g/l。
49.(3)在超声波作用下,搅拌反应3h。
50.(4)通过隔膜泵将反应混合物打入板框压滤机进行固液分离。滤液排放到回用池待回用,滤饼可以完全回收。
51.(5)处理后的滤液游离碱浓度226g/l,铝离子浓度2.9g/l。泥饼中铝离子含量约为26%。完全达到回用及回收标准。
52.使用本发明设备及方法处理碱蚀废液,专用除铝剂费用大约400元/吨废碱液,电费可忽略不计,年处理费用大约12万左右,对比回收废液大大降低了处理费用并且产生的固废还具有一定的经济价值。
53.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
54.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。技术特征:
1.一种铝加工行业碱蚀废液回收处理装置,包括超声波一体反应器、板框压滤机(9)和全自动控制台,其特征在于,所述超声波一体反应器包括超声波发生装置(3)、主体反应罐(1)和混合搅拌装置(2),所述主体反应罐(1)顶部设有除铝剂自动投加药箱(6),所述除铝剂自动投加药箱(6)与除铝剂储存箱(4)通过管道连接,除铝剂储存箱(4)用于储存专用除铝剂,所述混合搅拌装置(2)设置在反应罐(1)内部,所述混合搅拌装置(2)包括搅拌桨,所述主体反应罐(1)底部设有超声波发生装置,所述主体反应罐(1)一侧设有废液提升泵(5),废液提升泵(5)一侧与碱蚀废液储存池通过管道连接,另一侧与主体反应罐(1)上部通过管道连接,所述主体反应罐(1)一侧设有板框压滤机(9),所述板框压滤机(9)与主体反应罐(1)之间设有隔膜泵(8),所述隔膜泵(8)一端与主体反应罐(1)底部通过管道连接,另一端与板框压滤机(9)通过管道连接,板框压滤机(9)与回用池连接。2.根据权利要求1所述的铝加工行业碱蚀废液回收处理装置,其特征在于,所述超声波发生装置包括超声波振动板(3),超声波振动板(3)与主体反应罐(1)通过焊接连接。3.根据权利要求1所述的铝加工行业碱蚀废液回收处理装置,其特征在于,所述搅拌桨上固定连接三组叶片,且每组180
°
对装,三组所述叶片垂直距离间隔为600mm,水平角度分别相差90
°
,所述叶片长度为550mm,宽度为60mm,水平夹角为30
°
。4.根据权利要求1或2所述的铝加工行业碱蚀废液回收处理装置,其特征在于,所述专用除铝剂由以下重量百分比的原料组成:90%氢氧化钙 80%、45%氯化镁 9.97%、95%硅酸钠 10%、80%十二烷基磺酸钠 0.03%。5.根据权利要求1所述的铝加工行业碱蚀废液回收处理装置,其特征在于,所述混合搅拌装置(2)穿过主体反应罐(1)顶端与通旋转电机转动连接,所述旋转电机设置在主体反应罐(1)顶部外侧,所述旋转电机转速为100rad/min。6.根据权利要求5所述的铝加工行业碱蚀废液回收处理装置,其特征在于,所述全自动控制台均与旋转电机、废液提升泵(5)、隔膜泵(8)和板框压滤机(9)通过电连接。7.根据权利要求6所述的铝加工行业碱蚀废液回收处理装置,其特征在于,所述主体反应罐(1)上设有液位开关(7),所述液位开关(7)穿过主体反应罐(1)顶部设置在主体反应罐(1)内。8.根据权利要求1所述的铝加工行业碱蚀废液回收处理装置,其特征在于,所述主体反应罐(1)采用316不锈钢材料,其外形为圆形锥底。9.一种如权利要求1-9任一所述的铝加工行业碱蚀废液回收处理装置的处理方法,其特征在于,包括以下步骤:(a)先将碱蚀废液排入碱蚀废液储存池,经废液提升泵(5)提升入超声波一体化反应器;(b)通过除铝剂自动投加药箱(6)将专用除铝剂加入超声波一体化反应器中;(c)在超声波作用下,搅拌反应2-3h;(d)通过隔膜泵(8)将反应混合物打入板框压滤机(9)进行固液分离,滤液排放到回用池待回用,滤饼回收。10.根据权利要求9所述的铝加工行业碱蚀废液回收处理装置的处理方法,其特征在于,所述专用除铝剂根据碱蚀废液中铝离子浓度添加,添加的重量比为铝离子浓度的3.5倍。
技术总结
本发明公开了一种铝加工行业碱蚀废液回收处理装置及方法,装置包括超声波一体反应器、板框压滤机和全自动控制台,所述超声波一体反应器包括超声波发生装置、主体反应罐和混合搅拌装置,主体反应罐顶部设有除铝剂自动投加药箱,除铝剂自动投加药箱与除铝剂储存箱通过管道连接,所述混合搅拌装置设置在反应罐内部,混合搅拌装置包括搅拌桨,主体反应罐底部设有超声波发生装置,方法步骤:碱蚀废液
技术研发人员:许跃 曹昊宸
受保护的技术使用者:天津星源信德环保科技有限责任公司
技术研发日:2019.12.29
技术公布日:2021/6/28
声明:
“铝加工行业碱蚀废液回收处理装置及方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 818
编辑:北方有色网
来源:天津星源信德环保科技有限责任公司
818
编辑:北方有色网
来源:天津星源信德环保科技有限责任公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















