全部
▼
热搜:
 1023
1023
 0
0
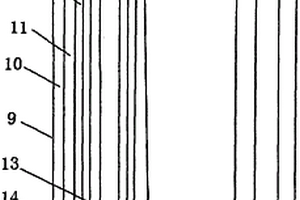
锂离子电池极片的制备方法,包括以下步骤:在箔材的极耳焊接区贴上发泡胶纸,所述发泡胶纸的胶质中含有发泡剂;对箔材进行涂布,使活性物质将箔材及发泡胶纸完全覆盖;将涂布完成后的箔材送入烘箱中进行分段烘烤,所述烘箱包括若干节烘箱,其中最后一节烘箱为高温烘箱,高温烘箱的温度最高且高于发泡胶纸中发泡剂的发泡温度;箔材离开烘箱后,用毛刷将经高温烘烤而降粘卷曲的发泡胶纸扫除,使极耳位区域露出空箔;对极片进行烘烤、辊压、分切和极耳焊接,完成极片的制作。本发明采用在高温下可以发泡失粘的发泡胶纸贴附在极片的极耳焊接区域,胶层中增加的发泡剂对粘接剂的亲合力远大于箔材对粘接剂的亲合力,从而防止箔材粘胶。
 1046
0
1046
0
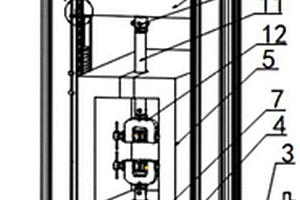
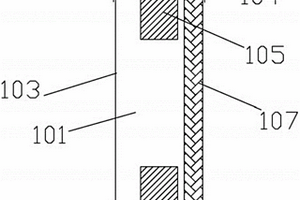
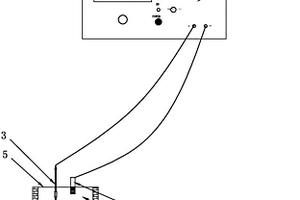
本实用新型公开了锂电池用铜箔的高温延伸率强度测试装置,包括底座,所述底座的上端两侧均固定设置有主机架,所述底座的上端设置有高温箱导轨,所述高温箱导轨的上端滚动设置有高温箱滚轮,所述高温箱滚轮上端通过支撑件固定连接有高温箱,所述底座的上端固定设置有主机接头,所述主机接头的上端设置有夹具下拉杆,两个所述主机架之间上端设置有移动梁,所述移动梁的上端固定安装有传感器,所述移动梁的底端固定设置有传感器接头,所述传感器接头的底端固定安装有夹具上拉杆,所述夹具上拉杆和夹具下拉杆之间设置有夹具组件。本实用新型模拟铜箔材料使用时实际环境温度下的力学性能,提供数据依据,为优化电池电极结构提供指导。
 1085
0
1085
0
本实用新型公开一种圆柱形锂电池结构,其中,该电池结构主要包括:圆柱形本体,该圆柱形本体外侧面包装铝塑膜,该圆柱形本体包括电芯,且该电芯设置有折边;两极耳,其一端分别固定于该圆柱形本体的两末端,另一末端外露于该两末端;两一字胶,所述一字胶一端贴设于极耳底部,另一端经其中一末端贴设于折边的内侧;两固定胶,分别包覆于该圆柱形本体的两末端且与一字胶垂直设置.本实用新型不仅工艺简单、电芯的极耳由于利用两种不同颜色的一字胶固定而容易区分,故而在使用过程中容易区分正、负极,从而大大减低了破坏电池、损坏电子元器件,甚至造成火灾等大型事故的发生。
 743
0
743
0
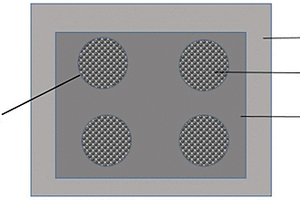
一种极片及锂电池,所述极片包括:极片集流体以及设置于所述极片集流体表面的活性物质;所述极片集流体上设置有至少一个存储孔,所述存储孔内填充有可导电多孔物质,所述可导电多孔物质存储有电解液。本发明极片集流体上设置任意形状的孔洞,并在孔洞里填充可导电多孔物质,将所填充的可导电多孔物质作为电解液的储存仓,电池注液后,可导电多孔物质可以吸收并存储部分电解液,提高了电池的保液量,被可导电多孔物质存储的电解液在电池使用循环过程中逐渐析出,为电池补充循环过程中的电解液消耗,从而提升电池的循环寿命。
 669
0
669
0
本发明公开了一种电池极片及锂离子电池,所述电池极片包括:集流体,所述集流体表面具有第一区域和第二区域,所述第二区域与所述第一区域相邻;电极材料层,附着于所述第一区域内;去应力涂层,附着于所述第二区域内,且所述去应力涂层与所述电极材料层相连,所述去应力涂层用于在电池极片的辊压过程中释放所述电极材料层的应力。本发明通过在与电极材料层相邻的第二区域内设置去应力涂层,并使去应力涂层与电极材料层相连,在电池极片被辊压过程中,应力由中间往两边释放的过程通过去应力涂层减缓释放,逐渐稀释该应力,不至于中间部分与其他部分的变形度相差很大造成不可逆的变形,从而防止极片变形。
 661
0
661
0
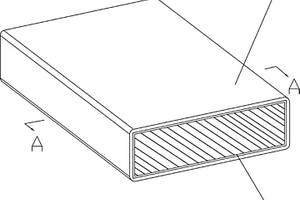
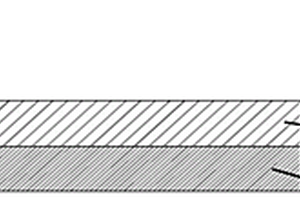
本发明公开了一种锂离子电池的复合壳体,所述壳体由金属内层和塑胶外层复合而成。所述的金属内层由铝、铝合金、不锈钢或者合金材料制作而成,其厚度为0.5-1.5mm,所述的塑胶外层由PP、ABS、PE或者三元乙丙橡胶制作而成,其厚度为1.5-2.5mm。所述的金属内层和塑胶外层之间采用热复合、热注塑、电镀、嵌套或者粘接方法进行复合连接。本发明以金属作为内层,塑胶作为外层,体积小,质量轻,强度大,焊接容易,组合方便,绝缘性好,由金属内层和塑胶外层复合而成的复合壳体,满足了动力电池体积相对小,重量相对轻,强度相对大,焊接相对容易的壳体的要求。
 940
0
940
0
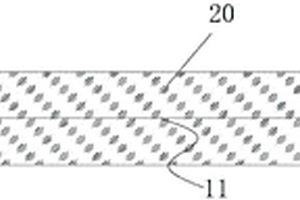
本发明提供一种叠片电芯和锂离子电池,叠片电芯包括:依次层叠设置的负极片、隔膜和正极片,所述负极片和所述正极片中至少有一片极片的表面涂覆有涂层,所述涂层中具有孔隙。本发明中的叠片电芯中,通过在叠片电芯中至少一片的极片表面涂覆涂层,涂层具有孔隙,涂层的孔隙适合电解液存储与运输,从而能够提高电芯中电解液的保液量,提升电芯的后期循环性能。同时也克服了软包电池循环膨胀大使得电解液会在极片内部出现断层的问题,使得电池的循环寿命更长。
 723
0
723
0
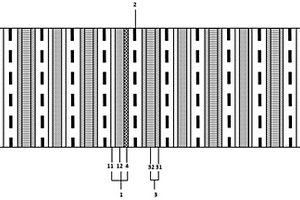
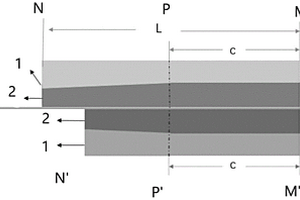
本发明提供了一种负极片及包括该负极片的锂离子电池。本发明是根据负极片的电势及极化分布对负极片的活性物质及面密度进行特定的设计,使得该电池设计极大化地满足快充需求且可以降低能量密度的浪费,实现快充和高能量密度兼顾。简单得说,利用双层涂布技术,控制两层活性物质层沿负极集流体长度方向上的长度范围的比例,即极化大、电势低的第一负极活性物质层占比多,极化小、电势高的第二负极活性物质层占比少。所述负极片的能量密度较常规负极片的能量密度有所提升,即可以实现快充和高能量密度的兼顾。
 650
0
650
0
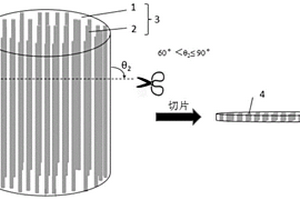
本发明提供了一种复合固态电解质膜及其制备方法和锂离子电池,本发明提出一种复合固态电解质膜,包括聚合物电解质,以及分散在所述聚合物电解质中的无机电解质纤维,所述无机电解质纤维的长度方向与所述复合固态电解质膜厚度方向的夹角θ满足:0°≤θ≤30°。本发明的复合固态电解质膜通过对物料组成和结构进行设计,提高了复合固态电解质膜的离子电导率和机械强度。
 846
0
846
0
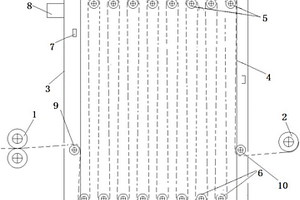
本发明公开了锂离子电池极片的烘烤装置,其两侧分别设置辊压机和收卷机,其包括壳体、设置在所述壳体内的加热组件、上排过度辊以及下排过度辊,所述上排过度辊和下排过度辊错位设置并且分别位于壳体内的上下两侧;本发明极片经辊压机进入壳体的加热组件中,呈蛇形穿过上排过度辊以及下排过度辊进行烘烤,最后经收卷机进行收卷,在烘烤的过程中,一上一下能更好的释放极片因烘烤产生的应力。
 731
0
731
0
本发明公开了一种锂离子电池用铝塑膜检测方法,该方法包括以下步骤:将待测铝塑膜弯曲热封成一具有开口的凹腔;向待测铝塑膜的凹腔内注入饱和NaCl溶液;将铝塑膜位于饱和NaCl溶液上方部分区域的PP层和或外层去除,将测试夹夹置于该区域的铝层上;测试表笔通过铝塑膜开口处伸入上述饱和NaCl溶液中。本检测方法简单高效,通过将铝塑膜弯曲热封成一凹腔,并注入饱和NaCl溶液,若与饱和NaCl溶液接触的PP层存在破损,则露出的铝层与饱和NaCl溶液直接接触,从而形成闭合回路,电阻测试仪能迅速检测出来并发出警报,即使是细微的PP层破损也能灵敏地检测出来。
 967
0
967
0
本实用新型公开了一种大软包锂离子电池,其包括:至少一个全极耳卷芯,该全极耳卷芯的极耳焊接区相应设有绝缘垫片,使得所述极耳焊接区的总体厚度与所述全极耳卷芯的主体厚度一致。本实用新型在极耳焊接区设置了绝缘垫片,克服了凹陷的不平的现象,避免了封装后正、负极极片的过度压紧而引起的自放电及短路现象,提高了电池的稳定性和安全性。还可防止成组时弯折极耳对极耳焊接区附近的正负极极片涂层发生移位、短路,提高了成组的可靠性。此外,进行绝缘垫片处理后的电池,卷芯平整,美观,成本低。本实用新型尤其适用于较厚大软包电池的制备,电池的厚度可以大于10.0mm。
 881
0
881
0
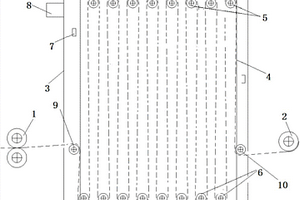
本实用新型公开了一种锂离子电池极片的烘烤装置,其两侧分别设置辊压机和收卷机,其包括壳体、设置在所述壳体内的加热组件、上排过度辊以及下排过度辊,所述上排过度辊和下排过度辊错位设置并且分别位于壳体内的上下两侧;本实用新型极片经辊压机进入壳体的加热组件中,呈蛇形穿过上排过度辊以及下排过度辊进行烘烤,最后经收卷机进行收卷,在烘烤的过程中,一上一下能更好的释放极片因烘烤产生的应力。
 842
0
842
0
锂电池铝塑膜的封装装置,包括:固定部及设置于所述固定部上的压合部,所述固定部上设置有供紧固件穿过的固定通孔,所述压合部的顶面为与铝塑膜相接触的压合面;所述压合面上设置有若干间隔布置的沿横向或斜向贯穿所述压合部的导气槽。本实用新型在封装装置的压合面上设置贯穿压合部的导气槽,在封装过程中可以将铝塑膜或者电解液等产生的气体排出,减小铝塑膜所承受的气压并避免气孔的产生,从而减少虚封。

 801
0
801
0
本实用新型涉及非对称组装结构的微型聚合物锂离子电池,包括外壳、带极耳的正极、带极耳的负极、隔膜和电解液,导电极采用极耳内定位方式,正极片、隔膜和负极片卷绕形成卷芯,卷芯通过夹具对折形成折层,使卷芯构成非中心对称结构。本实用新型的卷芯采用非对称对折结构,其优点如下:1、生产效率高,实现自动化组装,成本较低;2、简化叠层工艺,提高生产效率;3、安全性能优于现有卷绕和层叠结构的电芯。与传统小电池外定位卷绕结构相比,本实用新型效率提高2倍;电池体积能量密度高、安全性高,可通过250℃铁板高温加热测试和10C/10V过充电测试;电池循环寿命优良,常温循环500次容量保持70%以上。
 874
0
874
0
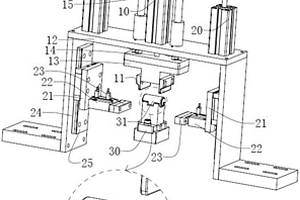
本实用新型提供一种圆柱形锂电池极耳的折弯机构,其包括竖直方向压制组件和水平方向压制组件;竖直方向压制组件包括依次连接的折弯挡块升降件和升降挡块;水平方向压制组件包括依次连接的二次折弯升降件、连接板、二次折弯伸出件和折弯压块。通过竖直方向的折弯挡块和水平方向的折弯压块,能够对于一次折弯的极耳进行快速地二次折弯从而得到具有第一处弯折处和第二处弯折处的结构。
 895
0
895
0
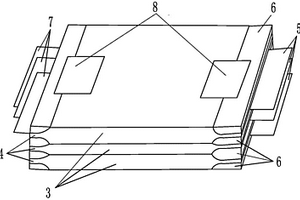
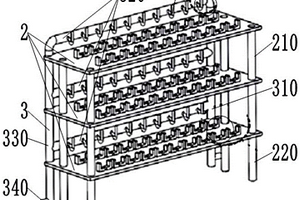
本实用新型涉及电池化成领域,尤其涉及一种锂离子电池化成卡扣机构及电池化成架,包括多层夹层板、电解液输送管和设置在每层夹层板上的卡扣机构;夹层板上设有多组可以移动的卡扣机构;电解液输送管设置在夹层板的一侧,且电解液输送管在对应每组卡扣机构的位置设有用于向卡扣机构上电池输送电解液的U型输送管,U型输送管上设有开关;电解液输送管包的底部设有外接管,外接管为负压连接口和电解集液口;卡扣机构包括至少两个前后平行设置的卡扣组件,每个卡扣组件包括两个左右相对设置的L型固定块,每个L型固定块竖直部与平台部组成一个L型结构,本化成架目的在于解决现有技术对电池化成中负压化成后电解液回流、电池下柜出现喷液的问题。
 1141
0
1141
0
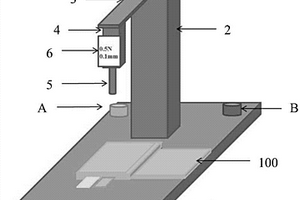
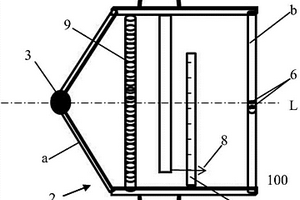
一种锂电池硬度检测夹具,包括:通过铰接件相连的第一测量臂和第二测量臂,所述第一测量臂和第二测量臂可绕所述铰接件在垂直于铰接件轴线的平面内旋转;连接所述第一测量臂和第二测量臂的弹性部件;分别设置于所述第一测量臂和第二测量臂上的接触部,所述接触部与待测量电池表面相接触;设置于所述第一测量臂上的第一弧形支撑部;设置于所述第二测量臂上的第二弧形支撑部;分别设置于所述第一测量臂和第二测量臂上的刻度尺和指针,所述刻度尺和指针相对设置,所述指针可在刻度尺上指出对应的尺寸。本实用新型通过简易夹具即可快速判别电芯是否发软。
 996
0
996
0
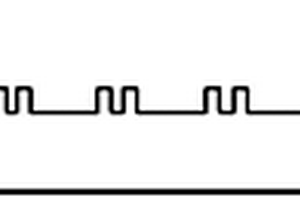
本实用新型提供一种锂离子电池多极耳极片的成型刀模,包括:成型模板,该成型模板上设有多组冲压凸起部,该多组冲压凸起部等间距的设于成型模板上。本实用新型结构简单,提高了多极耳极片的生产效率。
 877
0
877
0
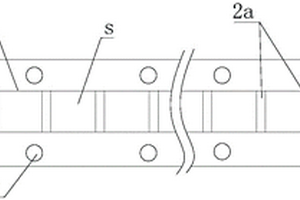
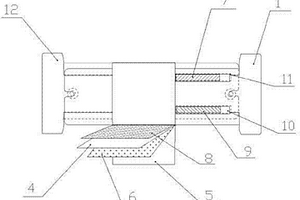
本实用新型公开了一种锂电池极耳定位卷芯,旨在提供一种结构简单、易操作、生产效率高、定位准确且产品一致性好的极耳卷芯。本实用新型包括上卷芯和下卷芯,所述上卷芯、所述下卷芯的截面呈梯形形状并在一端都设有安装柄Ⅰ(1)、Ⅱ(12),所述下卷芯通过所述安装柄Ⅱ(12)与卷绕机固定连接,所述上卷芯、所述下卷芯尺寸较小的两个底面相闭合并固定连接,所述上卷芯靠近所述安装柄Ⅰ(1)的一端设有一对极耳定位槽Ⅰ(10),所述下卷芯对应所述上卷芯设有与所述定位槽Ⅰ(10)相通的极耳定位槽Ⅱ(11)。本实用新型可广泛应用于极耳卷芯领域。
 904
0
904
0
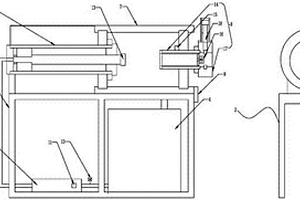
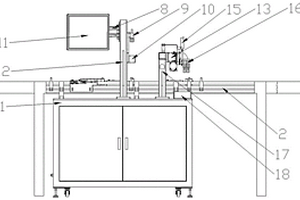
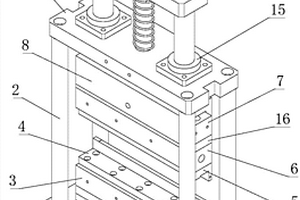
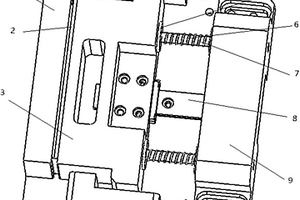
本发明旨在提供一种结构简单,检测效率高,既能够减少人力成本、降低劳动强度又能够有效提高产品质量的锂电池视觉检测装置。本发明包括工作台、电池分料机构、视觉拍照机构、NG品剔除机构以及输送线,电池分料机构、视觉拍照机构以及NG品剔除机构依次设置在工作台上,视觉拍照机构包括第一挡料机构和CCD检测模组,第一挡料机构和CCD检测模组分别设置在输送线的两侧,NG品剔除机构包括第二挡料机构和夹爪模组,第二挡料机构和夹爪模组分别设置在输送线的两侧,CCD检测模组的拍照部分和夹爪模组的夹持部分均位于输送线的上方。本发明应用于电子器件的检测领域。
 835
0
835
0
本发明旨在提供一种生产稳定、组装便捷、结构强度高且空间利用率高的新型保护板绝缘封装工艺及锂电池。本发明包括电芯以及与所述电芯电性连接的保护板,所述保护板包括电路板、连接在所述电路板上的若干电子元件以及封装壳,所述封装壳一体注塑在若干所述电子元件和所述电路板上。本发明应用于电池的技术领域。
 875
0
875
0
锂电池封装模块,包括:底座,所述底座上设置有定位销孔及安装孔;通过连接柱与所述底座相连的顶板;设置于所述底座上的下封头加热座,所述下封头加热座上设置有下封头;位于所述顶板下方的旋转座安装架,所述旋转座安装架可沿竖直方向上下移动地设置于所述顶板上;通过一水平转轴设置于所述旋转座安装架上的旋转座,所述水平转轴的轴线与电池封边相垂直;设置于所述旋转座上的上封头加热座,所述上封头加热座上设置有上封头,所述上封头与所述下封头相对设置。本实用新型可以实现封头的快速换型,节省了换型、调试时间,提高了效率。
 852
0
852
0
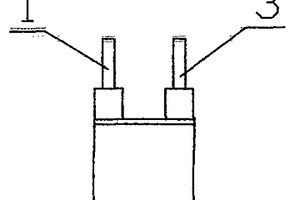
本实用新型提供一种同向导针式圆柱形聚合物锂电池的电极连接装置,其包括:设置于电池负极端的负极部、设置于电池正极端的正极部,以及用于连接所述正极部和负极部的连接部;所述负极部包括与电池的负极点电连接的负极连接片,该负极连接片的一端与连接部的一端连接;所述正极部包括:工字型的极耳分流装置、在该“工”字型的两端分别设置的用于导电的负极柱和正极柱,所述极耳分流装置内部设有用于连接负极柱和连接部的另一端的负极导电线,正极柱通过设置于极耳分流装置内部的正极导电线与电池的正极点连接导通,负极导电线和正极导电线绝缘。本实用新型适于自动化生产。
 833
0
833
0
锂离子电池尺寸检测治具,包括:基座板;设置于所述基座板上的基准块;设置于所述基座板上的固定座,所述固定座与所述基准块相对;位于所述固定座和基准块之间的推块,所述推块和所述基准块之间放置电池,所述推块与所述固定座之间设置有导柱,所述导柱与所述推块或所述固定座相固定,所述导柱上设置有弹簧,所述弹簧一端抵在所述推块上、另一端抵在所述固定座上。本实用新型具有结构简单合理,自身重量较轻的优点,同时具有压力可调节,操作方便实用的特点。
中冶有色为您提供最新的广东珠海有色金属材料制备及加工技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


 2025年06月20日 ~ 22日
2025年06月20日 ~ 22日  2025年07月09日 ~ 11日
2025年07月09日 ~ 11日  2025年07月11日 ~ 13日
2025年07月11日 ~ 13日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日