权利要求
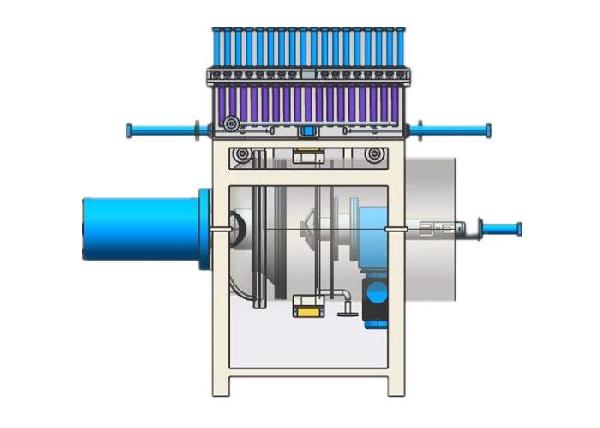
1.复合式回转窑,其特征在于,包括回转窑筒体(1),所述回转窑筒体(1)包括依次设置并互相连通的内燃窑段(101)、氧化窑段(102)和外热窑段(103),所述内燃窑段(101)内设有窑尾烧嘴(14),所述氧化窑段(102)设置在后端加热炉的加热室(4)内,所述外热窑段(103)设置在前端加热炉的加热室(8)内,所述前端加热炉的加热室(8)内设有高温烟气进风管(9),所述高温烟气进风管(9)用于将前端加热炉的加热室(8)内的高温烟气通入回转窑筒体(1)内,所述回转窑筒体(1)上还设有二次风环管系统,所述二次风环管系统用于向所述回转窑筒体(1)内吹入含氧风,所述回转窑筒体(1)的外部还设有用于支撑回转窑筒体(1)并驱动回转窑筒体(1)转动的托圈机构。
2.根据权利要求1所述的复合式回转窑,其特征在于,所述二次风环管系统包括涡流风机(39)、二次风支管(43)和二次风环管(6),二次风环管(6)安装在所述回转窑筒体(1)上,若干二次风支管(43)间隔设置在所述二次风环管(6)的内侧,二次风支管(43)的内腔、二次风环管(6)的内腔以及回转窑筒体(1)的内腔互相连通,所述涡流风机(39)的出风口与二次风环管(6)的内腔连通。
3.根据权利要求1所述的复合式回转窑,其特征在于,所述高温烟气进风管(9)上设有高温烟气进口(45)和高温烟气出口(46),所述高温烟气进口(45)与所述前端加热炉的加热室(8)连通,所述高温烟气出口(46)与回转窑筒体(1)连通。
4.根据权利要求1~3任意一项所述的复合式回转窑,其特征在于,还包括窑尾罩(15)和列管(2),所述窑尾罩(15)安装在所述回转窑筒体(1)靠近所述窑尾烧嘴(14)的一端,所述列管(2)的一端与所述后端加热炉的加热室(4)连通,另一端与所述窑尾罩(15)连通。
5.根据权利要求4所述的复合式回转窑,其特征在于,还包括窑头罩(12)和还原气体通入管(13),所述窑头罩(12)安装在所述回转窑筒体(1)靠近所述前端加热炉的加热室(8)的一端,所述还原气体通入管(13)安装在所述窑头罩(12)内,并且还原气体通入管(13)的出气口端与所述回转窑筒体(1)连通。
6.根据权利要求1所述的复合式回转窑,其特征在于,所述后端加热炉的加热室(4)内设
声明:
“复合式回转窑及轻薄料废钢除油脱锌回收系统和方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 2101
编辑:北方有色网
来源:山东省红森林新材料科技有限公司
2101
编辑:北方有色网
来源:山东省红森林新材料科技有限公司



 咨询细节
咨询细节












































































 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日 









