权利要求书: 1.一种轧机上阶梯垫位置标定装置,其特征在于,包括上阶梯垫板调整部和标定部,所述标定部设有相互对称的第一标定区和第二标定区,第一标定区设有“L”形把手,“L”形把手的第一端设有标定块,“L”形把手的第二端设有手持环,“L”形把手设有防脱连杆,第一标定区的防脱连杆和第二标定区的防脱连杆通过定位销固定;上阶梯垫板调整部设有安装在轧机牌坊上的L形固定框架,驱动液压缸和移动框架安装在L形固定框架上,固定框架内侧和移动框架之间安装标定部。
2.根据权利要求1所述的一种轧机上阶梯垫位置标定装置,其特征在于,所述上阶梯垫板调整部设有第一级阶梯垫板、第二级阶梯垫板、第三级阶梯垫板、第一工作位、第二工作位和第三工作位。
3.根据权利要求1所述的一种轧机上阶梯垫位置标定装置,其特征在于,所述轧机设有上支撑辊和HGC液压缸。
4.根据权利要求1所述的一种轧机上阶梯垫位置标定装置,其特征在于,所述上阶梯垫板调整部还设有第四工作位和第五工作位。
5.基于权利要求1?4所述的一种轧机上阶梯垫位置标定方法,其特征在于,包括以下步骤:
1)调节上阶梯垫板调整部,使第五工作位处于工作状态,停介质动力源、办理作业票,将阶梯垫传动侧“L”形固定框架内侧、移动框架端部以及放置标定块的接触面清理干净,并进行涂油防护;
2)在轧机传动侧走梯平台上,将标定块放置在“L”形固定框架的内侧,并紧靠端部,并在防脱连杆中间位置插上定位销;
3)调节上阶梯垫板调整部,使第二工作位处于工作位置,上支撑辊带动HGC液压缸上升到高位,驱动液压缸缓慢驱动移动框架使第一工作位处于工作位置,移动框架端部外侧正好靠紧标定块,使得移动框架的端部外侧、标定块、“L”形固定框架端部内侧之间无间隙;
4)标定驱动液压缸位移
传感器的位移量,在控制系统中标定为第一工作位处于工作位置的位移量;
5)操作阶梯垫,使第二工作位处于工作位置,停动力源、挂牌,拆卸标定块防脱连杆中间位置的定位销,撤去标定块。
说明书: 一种轧机上阶梯垫位置标定装置及方法技术领域[0001] 本发明属于阶梯垫位置定位技术领域,具体涉及一种轧机上阶梯垫位置标定装置及方法。
背景技术[0002] 热轧线F1?F7精轧机机组压下系统主要由上阶梯垫板、HGC液压缸15、上下支撑辊、上下工作辊等组成,支撑辊和工作辊是周期性下机磨削再上机使用,为了补偿辊径多次磨
削逐步减小的变化,每架轧机设置了上阶梯垫板厚度调整装置。
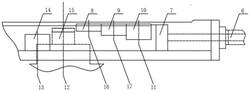
[0003] 上阶梯垫厚度调整装置由带位移传感器的驱动液压缸6、“L”形固定框架3、移动框架7、阶梯垫板(8?10)等组成,如图1所示。阶梯垫板有三级(8?10)组成,另外为了配合完成
工作辊、支撑辊、HGC液压缸15的更换,上阶梯垫装置总计有5个工位,分别是第一工作位13、
第二工作位12、第三工作位16、第四工作位17和第五工作位11,其中:第一工作位13是支撑
辊更换位置,第二工作位12是工作辊和HGC液压缸15更换位置,第三工作位16、第四工作位
17、第五工作位11是三个轧钢位置(根据辊系直径大小,选择合适厚度的阶梯垫板),5个工
位由驱动液压缸6驱动移动框架7水平移动到工作位置中心线处,工作位置中心线位第二工
作位12所在的位置;经过调试标定后,每个位置由控制系统将位置信号(位移量)传递给驱
动液压缸6的位移传感器完成位置定位。
[0004] 由于阶梯垫板宽度(179mm)、相邻阶梯垫板中心距离(180mm)、第一级阶梯垫板8与移动框架上耳板14之间距离(183mm)、HGC液压缸15挂耳宽度(170mm)等尺寸基本接近,并且
在垂直方向又有相对高度差,在每个工位定位前,HGC液压缸15需要上下移动、移动框架7需
要水平移动,如果每个工位在水平方向的定位不准确,会造成HGC液压缸15上的挂耳与移动
框架的耳板14、阶梯垫板(8?10)发生干涉,从而导致换辊困难而延长换辊,并影响生产。
[0005] 因此,为了确保5个工位的位置定位精度,需要定期对阶梯垫装置进行位置标定,特别是当驱动液压缸6、位移传感器、阶梯垫板等维修更换后。但是,轧机内阶梯垫装置所处
位置空间狭小,无法有效的观察和准确测量阶梯垫装置的位置尺寸,会造成常规标定验证
一次费时、费力还不准确。
发明内容[0006] 本发明的目的在于提供一种轧机上阶梯垫位置标定装置及方法。[0007] 本发明解决其技术问题所采用的技术方案是:一种轧机上阶梯垫位置标定装置,包括上阶梯垫板调整部和标定部,所述标定部设有相互对称的第一标定区和第二标定区,
第一标定区设有“L”形把手,“L”形把手的第一端设有标定块,“L”形把手的第二端设有手持
环,“L”形把手设有防脱连杆,第一标定区的防脱连杆和第二标定区的防脱连杆通过定位销
固定;上阶梯垫板调整部设有安装在轧机牌坊上的“L”形固定框架,驱动液压缸和移动框架
安装在“L”形固定框架上,固定框架内侧和移动框架之间安装标定部。
[0008] 具体的是,所述上阶梯垫板调整部设有第一级阶梯垫板、第二级阶梯垫板、第三级阶梯垫板、第一工作位、第二工作位和第三工作位。
[0009] 具体的是,所述轧机设有上支撑辊和HGC液压缸。[0010] 具体的是,所述轧机还设有第四工作位和第五工作位。[0011] 一种轧机上阶梯垫位置标定方法,包括以下步骤:[0012] 1)调节上阶梯垫板调整部,使第五工作位处于工作状态,停介质动力源、办理作业票,将阶梯垫传动侧“L”形固定框架内侧、移动框架端部以及放置标定块的接触面清理干
净,并进行涂油防护;
[0013] 2)在轧机传动侧走梯平台上,将标定块放置在“L”形固定框架的内侧,并紧靠端部,并在防脱连杆中间位置插上定位销;
[0014] 3)调节上阶梯垫板调整部,使第二工作位处于工作位置,上支撑辊带动HGC液压缸上升到高位,驱动液压缸缓慢驱动移动框架使第一工作位处于工作位置,移动框架端部外
侧正好靠紧标定块,使得移动框架的端部外侧、标定块、“L”形固定框架端部内侧之间无间
隙;
[0015] 4)标定驱动液压缸位移传感器的位移量,在控制系统中标定为第一工作位处于工作位置的位移量;
[0016] 5)操作阶梯垫,使第二工作位处于工作位置,停动力源、挂牌,拆卸标定块防脱连杆中间位置的定位销,撤去标定块。
[0017] 本发明具有以下有益效果:该轧机上阶梯垫位置标定装置及方法,直接对阶梯垫位置进行标定,有效解决热轧精轧机组上阶梯垫位置标定验证困难、时间长、不准确等问
题,标定精度可达到1mm以内,以减少因阶梯垫位置标定不准而延长换辊时间、影响生产;还
可以对现有标定进行有效验证。
附图说明[0018] 图1为上阶梯垫调整部的结构示意图。[0019] 图2为标定部的结构示意图。[0020] 图3为标定块的侧视图。[0021] 图4为标定部安装在上阶梯调整部的结构示意图。[0022] 图中:1?“L”形把手;2?标定块;3?“L”形固定框架;4?防脱连杆;5?定位销;6?驱动液压缸;7?移动框架;8?第一级阶梯垫板;9?第二级阶梯垫板;10?第三级阶梯垫板;11?第五
工作位;12?第二工作位;13?第一工作位;14?耳板;15?HGC液压缸;16?第三工作位;17?第四
工作位;18?手持环。
具体实施方式[0023] 现在结合附图对本发明作进一步详细的说明。[0024] 如图2?4,一种轧机上阶梯垫位置标定装置,包括标定块2,标定块2的数量为2个,每块标定块2上设有“L”形把手1,“L”形把手1之间设有可以伸缩的防脱连杆4,在防脱连杆4
中间位置插上定位销5,标定块2之间的距离不再变化,防止标定块2脱落;标定块2不用时,
拔出定位销5,两个标定块可分离存放。单块标定块2为长方体结构,加工面粗糙度为Ra6.3,
长度为阶梯垫装置在第一工作位13工位时移动框架7外侧与“L”形固定框架3内侧之间的尺
寸,宽度为“L”形框架单边内侧宽度尺寸,高约为移动框架7高度的一半。
[0025] 一种轧机上阶梯垫位置标定方法,包括以下步骤:[0026] 1)调节上阶梯垫板调整部,使第五工作位处于工作状态,停介质动力源、办理作业票,将阶梯垫传动侧“L”形固定框架内侧、移动框架端部以及放置标定块的接触面清理干
净,并进行涂油防护;
[0027] 2)在轧机传动侧走梯平台上,将标定块放置在“L”形固定框架的内侧,并紧靠端部,并在防脱连杆中间位置插上定位销;
[0028] 3)调节上阶梯垫板调整部,使第二工作位处于工作位置,上支撑辊带动HGC液压缸上升到高位,驱动液压缸缓慢驱动移动框架使第一工作位处于工作位置,移动框架端部外
侧正好靠紧标定块,使得移动框架的端部外侧、标定块、“L”形固定框架端部内侧之间无间
隙;
[0029] 4)标定驱动液压缸位移传感器的位移量,在控制系统中标定为第一工作位处于工作位置的位移量;
[0030] 5)操作阶梯垫,使第二工作位处于工作位置,停动力源、挂牌,拆卸标定块防脱连杆中间位置的定位销,撤去标定块。
[0031] (6)操作工按照工作辊换辊流程,完成一次工作换辊和轧机标定动作流程,验证标定的准确度;
[0032] (7)标定期间须严格执行落实好安全操作规程,办理相关介质动力源、作业票手续,确保标定期间的作业安全。
[0033] 本发明不局限于上述实施方式,任何人应得知在本发明的启示下作出的结构变化,凡是与本发明具有相同或相近的技术方案,均落入本发明的保护范围之内。
[0034] 本发明未详细描述的技术、形状、构造部分均为公知技术。
声明:
“轧机上阶梯垫位置标定装置及方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 564
编辑:管理员
来源:山东钢铁集团日照有限公司
564
编辑:管理员
来源:山东钢铁集团日照有限公司



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















