权利要求书: 1.一种柔性出料的智能连铸机,其特征在于:所述智能连铸机由多钢水包回转塔、中间塔、振动器、出料规格柔性装置、吸烟机、冷却管头、滚轮组、冷却水管、散热器和钢制品组成,所述多钢水包回转塔的钢水出口通道与中间塔相导通,所述中间塔流出的钢水导通到振动器与出料规格柔性装置之间的容腔,从该容腔结晶后的钢水在所述滚轮组的作用下不断被拉矫至出料处。
2.如权利要求1所述的一种柔性出料的智能连铸机,其特征在于:所述振动器由振动头、振动器液压油、振动中间块、凸轮组件、从动齿轮、主动齿轮和振动器驱动电机组成,所述凸轮组件由主动凹槽转盘和凸轮杠杆组成,所述从动齿轮与主动凹槽转盘固定连接,所述凸轮杠杆与振动中间块固定相连;
所述振动器驱动电机的动力依次经过主动齿轮和从动齿轮驱动主动凹槽转盘旋转,所述凸轮杠杆可在主动凹槽转盘转动时产生直线往复运动,所述振动器液压油密封在振动头与振动中间块之间,并在振动中间块的直线往复运动下对振动头施加间歇性振动。
3.如权利要求2所述的振动器,其特征在于:所述振动头的振动频率可以被调整,通过所述振动器驱动电机的转速调整即可实现振动频率调整,所述振动器驱动电机的正转或者反转,均能产生同样地振动效果。
4.如权利要求1所述的出料规格柔性装置,其特征在于:所述出料规格柔性装置由液压缸板、弹簧、缸体、液压接头、液压泵及控制组件和结晶箱体组成,所述结晶箱体为水冷
铜制而成;
所述液压缸板与结晶箱体可相对滑动,液压缸板的左右移动可改变结晶箱体中间容腔部分的容积,所述弹簧一端固定在缸体上,另一端可在形变下自由伸缩运动,所述液压泵及控制组件用于向液压接头输入压力可调的高压油或泄压,当液压接头输入一定压力的高压油时,液压缸板在压力油的作用下可调整结晶箱体及其内部容腔高温钢的宽度大小,使铸钢输出宽度的柔性可调,当液压接头输入的液压油泄压时,弹簧将使液压缸板回到初始位置。
5.如权利要求1所述的一种柔性出料的智能连铸机,其特征在:所述吸烟机为侧吸式,其位置高于结晶箱体容腔内部的钢水高度,可将结晶箱体内部钢水搅动振动所伴随地烟雾吸附排出。
6.如权利要求1所述的一种柔性出料的智能连铸机,其特征在于:所述滚轮组均为中空结构,其两端安装有冷却管头,所述冷却管头为左右相对旋转式的紧固管头,当滚轮转动时冷却管头连接冷却水管的一端不会旋转,所述冷却水管依次连接所有滚轮组的冷却管头,并最终连接散热器的两端,所述散热器内部带水泵,能带动冷却水管中的冷却水强制循环散热。
说明书: 一种柔性出料的智能连铸机技术领域[0001] 本发明涉及一种连接器设备领域,尤其涉及一种柔性出料的智能连铸机。背景技术[0002] 连铸机可将高温钢水连续不断地浇注到一个或一组水冷铜制结晶容腔内,钢水沿结晶器周边逐渐凝固成坯壳,待钢液面上升到一定高度,坯壳凝固到一定厚度后拉矫机将
坯拉出,并经二次冷却区喷水冷却使铸坯完全凝固,最后输送至切割装置切成所需的长度。
连铸机相比钢锭出轧工艺,大大提高了生产效率及金属收得率,并且能节约能源消耗降低
生产成本,为此得到了迅速的发展。现在的炼钢企业,不论是长流程炼钢还是短流程炼钢,
连铸机的配备几乎成为必然。不过,现有连铸机的成品尚且无法做到宽度柔性可调。
发明内容[0003] 针对目前无法在钢水结晶成形过程中改变钢制品宽度的技术现状,发明人提供了一种柔性出料的智能连铸机,其特征在于:所述智能连铸机由多钢水包回转塔、中间塔、振
动器、出料规格柔性装置、吸烟机、冷却管头、滚轮组、冷却水管、散热器和钢制品组成,所述
多钢水包回转塔的钢水出口通道与中间塔相导通,所述中间塔流出的钢水导通到振动器与
出料规格柔性装置之间的容腔,从该容腔结晶后的钢水在所述滚轮组的作用下不断被拉矫
至出料处。
[0004] 进一步地,所述振动器由振动头、振动器液压油、振动中间块、凸轮组件、从动齿轮、主动齿轮和振动器驱动电机组成,所述凸轮组件由主动凹槽转盘和凸轮杠杆组成,所述
从动齿轮与主动凹槽转盘固定连接,所述凸轮杠杆与振动中间块固定相连;所述振动器驱
动电机的动力依次经过主动齿轮和从动齿轮驱动主动凹槽转盘旋转,所述凸轮杠杆可在主
动凹槽转盘转动时产生直线往复运动,所述振动器液压油密封在振动头与振动中间块之
间,并在振动中间块的直线往复运动下对振动头施加间歇性振动。
[0005] 所述振动头的振动频率可以被调整,通过所述振动器驱动电机的转速调整即可实现振动频率调整,所述振动器驱动电机的正转或者反转,均能产生同样地振动效果。
[0006] 优选地,所述出料规格柔性装置由液压缸板、弹簧、缸体、液压接头、液压泵及控制组件和结晶箱体组成,所述结晶箱体为水冷铜制而成;所述液压缸板与结晶箱体可相对滑
动,液压缸板的左右移动可改变结晶箱体中间容腔部分的容积,所述弹簧一端固定在缸体
上,另一端可在形变下自由伸缩运动,所述液压泵及控制组件用于向液压接头输入压力可
调的高压油或泄压,当液压接头输入一定压力的高压油时,液压缸板在压力油的作用下可
调整结晶箱体及其内部容腔高温钢的宽度大小,使铸钢输出宽度的柔性可调,当液压接头
输入的液压油泄压时,弹簧将使液压缸板回到初始位置。
[0007] 所述吸烟机为侧吸式,其位置高于结晶箱体容腔内部的钢水高度,可将结晶箱体内部钢水搅动振动所伴随地烟雾吸附排出。
[0008] 进一步地,所述滚轮组均为中空结构,其两端安装有冷却管头,所述冷却管头为左右相对旋转式的紧固管头,当滚轮转动时冷却管头连接冷却水管的一端不会旋转,所述冷
却水管依次连接所有滚轮组的冷却管头,并最终连接散热器的两端,所述散热器内部带水
泵,能带动冷却水管中的冷却水强制循环散热。
[0009] 区别于现有无法在同一台连铸机生产出宽度可变的钢制品的技术现状,上述技术方案具有如下优点:所述智能连铸机由多钢水包回转塔、中间塔、振动器、出料规格柔性装
置、吸烟机、冷却管头、滚轮组、冷却水管、散热器和钢制品组成,不仅能使钢制品的出料规
格柔性可变,而且采用特制的柔性振动器能使生产出来的钢制品有更好地均匀微结构,并
且利用中空滚轮组直接冷却方式,避免钢制品表面直接喷水带来的表面局部硬化现象。
附图说明[0010] 图1为本发明的一种柔性出料的智能连铸机的组成模块示意图;[0011] 图2为本发明的一种柔性出料的智能连铸机振动器示意图;[0012] 图3为本发明的一种柔性出料的智能连铸机出料规格柔性装置示意图。[0013] 附图标记说明:[0014] 1、多钢水包回转塔;2、中间塔;3、振动器;31、振动头;32、振动器液压油;33、振动中间块;34、凸轮组件;35、从动齿轮;36、主动齿轮;37、振动器驱动电机;4、出料规格柔性装
置;41、液压缸板;42、弹簧;43、缸体;44、液压接头;45、液压泵及控制组件;46、结晶箱体;5、
吸烟机;6、冷却管头;7、滚轮组;8、冷却水管;9、散热器;10、钢制品;11、插头进线;12、插头
第二壳体;13、插头第一壳体;14、液压通道;15、膜片弹簧;16、活塞第一密封圈;17、插头磁
极;18、接插公头;19、滚珠弹簧组件;20、斜块活塞;21、插头导线;22、插头。
具体实施方式[0015] 为详细说明技术方案的技术内容、构造特征、所实现目的及效果,以下结合具体实施例并配合附图详予说明。
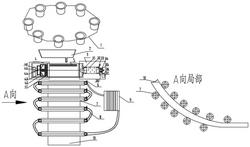
[0016] 请参阅图1、图2和图3,发明人提供了一种柔性出料的智能连铸机。该智能连铸机由多钢水包回转塔1、中间塔2、振动器3、出料规格柔性装置4、吸烟机5、冷却管头6、滚轮组
7、冷却水管8、散热器9和钢制品10组成。其中,多钢水包回转塔1的钢水出口通道与中间塔
相导通,能够根据需要将相应钢水包的钢水注入中间塔2,而中间塔2流出的钢水可导通到
振动器3与出料规格柔性装置4之间的结晶箱体46的容腔,从该容腔结晶后的钢水在所述滚
轮组7的作用下不断被拉矫至出料处,并进行后续的裁切处理。
[0017] 作为本发明的优选结构,振动器3由振动头31、振动器液压油32、振动中间块33、凸轮组件34、从动齿轮35、主动齿轮36和振动器驱动电机37组成,所述凸轮组件34由主动凹槽
转盘和凸轮杠杆两个部分组成。其中,主动凹槽转盘与从动齿轮36固定连接,而凸轮杠杆与
振动中间块33固定相连。因此,振动器驱动电机的动力可依次经过主动齿轮和从动齿轮驱
动主动凹槽转盘旋转,这样凸轮杠杆可在主动凹槽转盘转动时产生直线往复运动。振动器
液压油32密封在振动头与振动中间块之间,并在振动中间块的直线往复运动下对振动头施
加间歇性振动。该振动器液压油32的使用,使振动头以柔性振动的方式不断向容腔内的钢
水施加振动力,使容腔内不断冷却塑化的钢材有更好地均匀微结构。振动头31的振动频率
显然与凸轮组件34的往复运动周期一致,而凸轮组件34的运动周期是由振动器驱动电机37
的转速确定的。因此,只要调整振动器驱动电机37的转速即可实现振动头31的振动频率调
整。本发明的振动器3的振动频率不受振动器驱动电机37旋转方向的影响,不管振动器驱动
电机37正转还是反转,均能产生同样地振动效果。
[0018] 作为本发明的优选结构,出料规格柔性装置4是由液压缸板41、弹簧42、缸体43、液压接头44、液压泵45及控制组件46和结晶箱体47等部分组成。其中,结晶箱体47为水冷铜制
而成,其内部容腔的钢水可沿结晶器周边逐渐凝固成坯壳,待钢液面上升到一定高度,坯壳
凝固到一定厚度后被拉出。此外,液压缸板41与结晶箱体47之间可相对滑动,因此液压缸板
41的左右移动可改变结晶箱体中间容腔部分的容积。弹簧42一端固定在缸体43上,另一端
可在形变下自由伸缩运动,液压泵及控制组件46用于向液压接头44输入压力可调的高压油
或泄压,当液压接头44输入一定压力的高压油时,液压缸板41在压力油的作用下可调整结
晶箱体47内部容腔的宽度大小,从而使铸钢输出宽度的柔性可调,当液压接头44输入的液
压油泄压时,弹簧42将使液压缸板41回到初始位置,此时对应的结晶箱体47内部容腔有最
大的宽度。
[0019] 为了避免钢水连铸过程中所产生的各种烟雾对出料规格柔性装置4和振动器3等其它设备的性能影响。吸烟机5直接设置在结晶箱体47内部容腔的上侧部位,其位置高于结
晶箱体容腔内部的钢水高度。这种侧吸式结构,可将结晶箱体内部钢水搅动振动所伴随地
烟雾吸附排出。
[0020] 结晶箱体容腔内的钢坯壳厚度达到一定时,滚轮组7将其拉出。本发明中的滚轮组7均为中空结构,其两端安装有冷却管头6,该冷却管头6为左右可相对旋转式的紧固管头,
当滚轮转动时冷却管头6所连接冷却水管8的一端不会旋转。本发明中的冷却水管8依次连
接所有滚轮组7两端的冷却管头6,并最终连接散热器9的两端。散热器9内部带有水泵,能带
动冷却水管8中的冷却水强制循环散热。由于采用了中空滚轮组7直接冷却方式,可避免钢
制品表面直接喷水带来的表面局部硬化现象
[0021] 需要说明的是,尽管在本文中已经对上述各实施例进行了描述,但并非因此限制本发明的专利保护范围。因此,基于本发明的创新理念,对本文所述实施例进行的变更和修
改,或利用本发明说明书及附图内容所作的等效结构或等效流程变换,直接或间接地将以
上技术方案运用在其他相关的技术领域,均包括在本发明的专利保护范围之内。
声明:
“柔性出料的智能连铸机” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 569
编辑:管理员
来源:福建圣力智能工业科技股份有限公司
569
编辑:管理员
来源:福建圣力智能工业科技股份有限公司



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















