权利要求书: 1.一种
铜冶炼硫酸钡智能化精准计量和配比装置,其特征在于:所述的铜冶炼硫酸钡智能化精准计量和配比装置包括加料桶(1)、称重
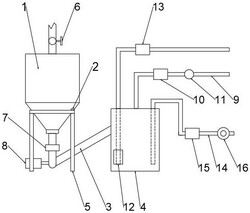
传感器(2)、螺旋输送机(3)、搅拌桶(4)、加水装置、搅拌装置、喷涂装置和控制器;所述的加料桶(1)通过加料桶支撑架(5)支撑安装,加料桶支撑架(5)上设置有称重传感器(2),加料桶(1)的进料口处安装有加料阀(6),加料桶(1)的出料端安装有气动卸料阀(7)并通过螺旋输送机(3)连通搅拌桶(4)的进料口,螺旋输送机(3)的输送开始端安装有加料泵(8),搅拌桶(4)上连接有加水装置和搅拌装置,搅拌桶(4)的出料端设置有喷涂装置,控制器分别与称重传感器(2)、加料阀(6)、气动卸料阀(7)、加料泵(8)电性连接。
2.根据权利要求1所述的一种铜冶炼硫酸钡智能化精准计量和配比装置,其特征在于:
所述的加水装置包括加水管(9)、加水阀(10)、计量器(11),搅拌桶(4)通过加水管(9)连通水源,加水管(9)上设置有加水阀(10)和计量器(11),加水阀(10)和计量器(11)分别与控制器电性连接。
3.根据权利要求2所述的一种铜冶炼硫酸钡智能化精准计量和配比装置,其特征在于:
所述的加水阀(10)设置在加水管(9)上靠近搅拌桶(4)的一侧。
4.根据权利要求1、2或3所述的一种铜冶炼硫酸钡智能化精准计量和配比装置,其特征在于:所述的搅拌装置包括风动振动器(12)和进气阀(13),搅拌桶(4)通过风动振动器(12)连通气源,风动振动器(12)上设置有进气阀(13),进气阀(13)与控制器电性连接。
5.根据权利要求1、2或3所述的一种铜冶炼硫酸钡智能化精准计量和配比装置,其特征在于:所述的喷涂装置包括喷涂管(14)、切断阀(15)和喷涂泵(16),喷涂管(14)连接搅拌桶(4)至喷涂点,切断阀(15)和喷涂泵(16)安装在喷涂管(14)上,喷涂泵(16)处于喷涂管(14)上靠近喷涂点的一端。
说明书: 一种铜冶炼硫酸钡智能化精准计量和配比装置技术领域[0001] 本实用新型属于
铜冶炼技术领域,具体的说,涉及一种铜冶炼硫酸钡智能化精准计量和配比装置。背景技术[0002] 阳极铜浇铸时铜模在承接铜水之前,需提前喷涂硫酸钡,利用铜模自身温度将硫酸钡蒸干,在铜模上覆盖均匀形成脱模层。生产工艺对硫酸钡的浓度要求很高,近年来,铜冶炼技术不断进步,工厂生产自动化水平逐渐提高,但是阳极炉脱模剂配比依然是人工作业,费时费力。作业人工凭经验配比,容易造成硫酸钡浓度过高或过低,硫酸钡浓度过高,既无法蒸干,与铜水接触会导致爆炸,又会导致阳极板出现飞边毛刺;硫酸钡浓度过低则使得脱模层过薄,铜模与阳极板粘连,造成脱模困难、废板,损伤铜模等问题,从而缩短其使用寿命。[0003] 因此,有必要提供一种铜冶炼硫酸钡智能化精准计量和配比装置,减少人为操作可能导致的误差和计量不准问题。实用新型内容
[0004] 为了克服背景技术中存在的问题,本实用新型提供了一种铜冶炼硫酸钡智能化精准计量和配比装置,脱模剂配制计量精准化,溶液浓度实现稳定控制,喷涂脱膜层厚薄均匀,自动化程度高,减少了人为操作可能导致的误差和计量不准问题。[0005] 为实现上述目的,本实用新型是通过如下技术方案实现的:[0006] 本实用新型提供了一种铜冶炼硫酸钡智能化精准计量和配比装置,包括加料桶1、称重传感器2、螺旋输送机3、搅拌桶4、加水装置、搅拌装置、喷涂装置和控制器;所述的加料桶1通过加料桶支撑架5支撑安装,加料桶支撑架5上设置有称重传感器2,加料桶1的进料口处安装有加料阀6,加料桶1的出料端安装有气动卸料阀7并通过螺旋输送机3连通搅拌桶4的进料口,螺旋输送机3的输送开始端安装有加料泵8,搅拌桶4上连接有加水装置和搅拌装置,搅拌桶4的出料端设置有喷涂装置,控制器分别与称重传感器2、加料阀6、气动卸料阀7、加料泵8电性连接。[0007] 作为优选,所述的加水装置包括加水管9、加水阀10、计量器11,搅拌桶4通过加水管9连通水源,加水管9上设置有加水阀10和计量器11,加水阀10和计量器11分别与控制器电性连接。[0008] 作为优选,所述的加水阀10设置在加水管9上靠近搅拌桶4的一侧。[0009] 作为优选,所述的搅拌装置包括风动振动器12和进气阀13,搅拌桶4通过风动振动器12连通气源,风动振动器12上设置有进气阀13,进气阀13与控制器电性连接。[0010] 作为优选,所述的喷涂装置包括喷涂管14、切断阀15和喷涂泵16,喷涂管14连接搅拌桶4至喷涂点,切断阀15和喷涂泵16安装在喷涂管14上,喷涂泵16处于喷涂管14上靠近喷涂点的一端。[0011] 本实用新型的有益效果:[0012] 本实用新型采用风动振动器进行搅拌,避免了管道堵塞、结块等问题,脱模剂配制实现智能化控制,减少了人为操作可能导致的误差和计量不准问题,脱模剂配制计量精准化,溶液浓度实现稳定控制,喷涂脱膜层厚薄均匀。附图说明[0013] 图1是本实用新型的结构示意图。[0014] 图中,1?加料桶、2?称重传感器、3?螺旋输送机、4?搅拌桶、5?加料桶支撑架、6?加料阀、7?气动卸料阀、8?加料泵、9?加水管、10?加水阀、11?计量器、12?风动振动器、13?进气阀、14?喷涂管、15?切断阀、16?喷涂泵。具体实施方式[0015] 为了使本实用新型的目的、技术方案和有益效果更加清楚,下面将结合附图,对本实用新型的优选实施例进行详细的说明,以方便技术人员理解。[0016] 如图1所示,所述的铜冶炼硫酸钡智能化精准计量和配比装置包括加料桶1、称重传感器2、螺旋输送机3、搅拌桶4、加水装置、搅拌装置、喷涂装置和控制器;所述的加料桶1通过加料桶支撑架5支撑安装,加料桶支撑架5上设置有称重传感器2,用于硫酸钡的称重,加料桶1的进料口处安装有加料阀6,加料桶1的出料端安装有气动卸料阀7并通过螺旋输送机3连通搅拌桶4的进料口,螺旋输送机3的输送开始端安装有加料泵8,搅拌桶4上连接有加水装置和搅拌装置,搅拌桶4的出料端设置有喷涂装置,控制器分别与称重传感器2、加料阀6、气动卸料阀7、加料泵8电性连接。
[0017] 所述的加水装置包括加水管9、加水阀10、计量器11,搅拌桶4通过加水管9连通水源,加水管9上设置有加水阀10和计量器11,加水阀10和计量器11分别与控制器电性连接,加水阀10进行水流的控制,计量器11用于水的计量,加水阀10设置在加水管9上靠近搅拌桶4的一侧,计量器11的信号传输及控制器对加水阀10的控制需要一定的时间,这样的布置能够减少进水量的偏差。
[0018] 所述的搅拌装置包括风动振动器12和进气阀13,风动振动器12的使用避免了管道堵塞、结块等问题,搅拌桶4通过风动振动器12连通气源,风动振动器12上设置有进气阀13,进气阀13与控制器电性连接。[0019] 所述的喷涂装置包括喷涂管14、切断阀15和喷涂泵16,喷涂管14连接搅拌桶4至喷涂点,切断阀15和喷涂泵16安装在喷涂管14上,喷涂泵16处于喷涂管14上靠近喷涂点的一端。[0020] 本实用新型的工作过程:[0021] 将硫酸钡吊运加入至加料桶1内,输入设定重量,螺旋输送机3启动,气动卸料阀7自动打开,硫酸钡经过螺旋输送机3输送搅拌桶4内计量,计量值传入控制器,控制器根据设置的水与硫酸钡的配比值计算出需要加入的水的量。达到设定重量后,气动卸料阀7自动关闭,加水阀10自动打开,按配比值加入水量,计量器11进行计量,达到所需要的水量后,加水阀10自动关闭,搅拌桶4内的搅拌装置自动搅拌,完成硫酸钡与水自动配比,配比搅拌完成后,通过切断阀15和喷涂泵16控制喷涂。[0022] 本实用新型采用风动振动器12进行搅拌,避免了管道堵塞、结块等问题,脱模剂配制实现智能化控制,减少了人为操作可能导致的误差和计量不准问题,脱模剂配制计量精准化,溶液浓度实现稳定控制,喷涂脱膜层厚薄均匀,实现智能化配比后硫酸钡单耗由1.73kg/t.cu降低至1.18kg/t.cu,每年创效达到120.15万元。
[0023] 最后说明的是,以上优选实施例仅用于说明本实用新型的技术方案而非限制,尽管通过上述优选实施例已经对本实用新型进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本实用新型权利要求书所限定的范围。
声明:
“铜冶炼硫酸钡智能化精准计量和配比装置” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1263
编辑:北方有色网
来源:楚雄滇中有色金属有限责任公司
1263
编辑:北方有色网
来源:楚雄滇中有色金属有限责任公司



 咨询细节
咨询细节











































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















