权利要求书: 1.大型高炉制粉系统全自动自主集控装置的集控方法,应用大型高炉制粉系统全自动自主集控装置,其特征是:大型高炉制粉系统全自动自主集控装置包括中央处理自主控制单元,交互控制单元,大功率电机的研磨系统自主变频调速控制单元,进出料称重计量单元,氧浓度
传感器采集单元,充氮控制器自主控制单元以及传感单元;所述的交互控制单元,大功率电机的研磨系统自主变频调速控制单元,进出料称重计量单元,氧浓度传感器采集单元,充氮控制器自主控制单元以及传感单元分别与中央处理自主控制单元连接,所述的大功率电机的研磨系统自主变频调速控制单元用于变频控制磨煤机驱动电机,所述的进出料称重计量单元用于对磨煤机进料和出料分别进行称重,氧浓度传感器采集单元用于采集磨煤机煤渣箱内的氧气浓度,充氮控制器自主控制单元用于对磨煤机煤渣箱内充入氮气,以稀释磨煤机煤渣箱内氧气浓度,传感单元用于检测磨煤机内噪声、压力、振动信号,交互控制单元用于输入生产任务指标参数或显示指标参数,所述的中央处理自主控制单元用于接收交互控制单元输入的生产任务指标参数并进行计算,控制用于向磨煤机给料的给料传送带进给速度,使其与生产任务指标参数相匹配,所述的中央处理自主控制单元还用于接收传感单元检测到的磨煤机内噪声、压力、振动信号,控制大功率电机的研磨系统自主变频调速控制单元对磨煤机驱动电机进行变频处理,所述的中央处理自主控制单元还能接收氧浓度传感器采集单元采集的磨煤机煤渣箱内的氧气浓度信息,控制充氮控制器是否向磨煤机煤渣箱内充入氮气;
集控方法具体包括以下步骤:
a、磨煤机磨煤过程中,需将煤渣通过磨煤机煤渣箱入口排入磨煤机煤渣箱内,待磨煤机煤渣箱内煤渣积聚至一定值时,短时关闭磨煤机煤渣箱入口,开启磨煤机煤渣箱出口将煤机煤渣箱内煤渣排至磨煤机外,排出的过程中会带入空气氧气,氧浓度传感器采集单元实时采集磨煤机煤渣箱内的氧气浓度,当氧气浓度高于阈值时,中央处理自主控制单元控制充氮控制器运作,向磨煤机煤渣箱内充入氮气,以稀释氧气浓度,当磨煤机煤渣箱内氧浓度降到安全值时,停止充入氮气,打开磨煤机煤渣箱入口,关闭磨煤机煤渣箱出口;
b、进出料称重计量单元之一安装在煤粉出料口布袋收尘器处,实时监测当前布袋内煤粉重量,同时根据当前累计重量值反馈到中央处理自主控制单元,中央处理自主控制单元根据当前出料重量对进料进给速率进行控制,使出料重量与生产任务指标参数精确匹配;
c、传感单元实时检测磨煤机内研磨状态,并将磨煤机内的噪声、压力、振动信号发送给中央处理自主控制单元,中央处理自主控制单元根据信号判断磨煤机所磨原煤物料的工况级数,控制大功率电机的研磨系统自主变频调速控制单元对磨煤机驱动电机进行变频处理,使其与所磨原煤物料的工况级数相适应。
2.根据权利要求1所述的大型高炉制粉系统全自动自主集控装置的集控方法,其特征是:所述的中央处理自主控制单元为ARM9处理器。
3.根据权利要求1所述的大型高炉制粉系统全自动自主集控装置的集控方法,其特征是:所述的交互控制单元为液晶人机交互面板。
说明书: 大型高炉制粉系统全自动自主集控装置及方法技术领域[0001] 本发明涉及高炉喷煤系统的技术领域,尤其涉及大型高炉制粉系统全自动自主集控装置及方法。背景技术[0002] 现有制粉系统主要包括原煤进料输送带及称重装置、磨煤机、煤粉出料及布袋
除尘器、煤渣箱、充氮罐、驱动电机及研磨系统、氧浓度监测装置等。[0003] 系统在进行原煤与煤渣交换过程中,会带入一定量的含氧空气进而降低机腔内安全性,另一方面在给料过程中控制较为粗放,控制精度低,与出料煤粉不匹配,使系统中磨煤机的研磨系统物料突增而影响系统的稳定性,而原煤中还有一定含量的的块状煤矸石,使研磨系统可能产生短时剧烈振动,上述问题的存在,导致目前制粉系统多以固定式、人工或半自动控制方式运行,造成系统效率低,安全隐患大等问题一直悬而未决。发明内容[0004] 本发明的目的是为了解决背景技术中提及的问题,提供大型高炉制粉系统全自动自主集控装置及方法。[0005] 为实现上述技术目的,本发明采取的技术方案为:[0006] 大型高炉制粉系统全自动自主集控装置,其中:包括中央处理自主控制单元,交互控制单元,大功率电机的研磨系统自主变频调速控制单元,进出料称重计量单元,氧浓度传感器采集单元,充氮控制器自主控制单元以及传感单元;交互控制单元,大功率电机的研磨系统自主变频调速控制单元,进出料称重计量单元,氧浓度传感器采集单元,充氮控制器自主控制单元以及传感单元分别与中央处理自主控制单元连接,大功率电机的研磨系统自主变频调速控制单元用于变频控制磨煤机驱动电机,进出料称重计量单元用于对磨煤机进料和出料分别进行称重,氧浓度传感器采集单元用于采集磨煤机煤渣箱内的氧气浓度,充氮控制器自主控制单元用于对磨煤机煤渣箱内充入氮气,以稀释磨煤机煤渣箱内氧气浓度,传感单元用于检测磨煤机内噪声、压力、振动信号,交互控制单元用于输入生产任务指标参数或显示指标参数,中央处理自主控制单元用于接收交互控制单元输入的生产任务指标参数并进行计算,控制用于向磨煤机给料的给料传送带进给速度,使其与生产任务指标参数相匹配,中央处理自主控制单元还用于接收传感单元检测到的磨煤机内噪声、压力、振动信号,控制大功率电机的研磨系统自主变频调速控制单元对磨煤机驱动电机进行变频处理,中央处理自主控制单元还能接收氧浓度传感器采集单元采集的磨煤机煤渣箱内的氧气浓度信息,控制充氮控制器是否向磨煤机煤渣箱内充入氮气。[0007] 为优化上述技术方案,采取的具体措施还包括:[0008] 上述的中央处理自主控制单元为ARM9处理器。[0009] 上述的交互控制单元为液晶人机交互面板。[0010] 大型高炉制粉系统自动集控方法,包括以下步骤:[0011] a、磨煤机磨煤过程中,需将煤渣通过磨煤机煤渣箱入口排入磨煤机煤渣箱内,待磨煤机煤渣箱内煤渣积聚至一定值时,短时关闭磨煤机煤渣箱入口,开启磨煤机煤渣箱出口将煤机煤渣箱内煤渣排至磨煤机外,排出的过程中会带入空气氧气,氧浓度传感器采集单元实时采集磨煤机煤渣箱内的氧气浓度,当氧气浓度高于阈值时,中央处理自主控制单元控制充氮控制器运作,向磨煤机煤渣箱内充入氮气,以稀释氧气浓度,当磨煤机煤渣箱内氧浓度降到安全值时,停止充入氮气,打开磨煤机煤渣箱入口,关闭磨煤机煤渣箱出口;[0012] b、进出料称重计量单元之一安装在煤粉出料口布袋收尘器处,实时监测当前布袋内煤粉重量,同时根据当前累计重量值反馈到中央处理自主控制单元,中央处理自主控制单元根据当前出料重量对进料进给速率进行控制,使出料重量与生产任务指标参数精确匹配;[0013] c、传感单元实时检测磨煤机内研磨状态,并将磨煤机内的噪声、压力、振动信号发送给中央处理自主控制单元,中央处理自主控制单元根据信号判断磨煤机所磨原煤物料的工况级数,控制大功率电机的研磨系统自主变频调速控制单元对磨煤机驱动电机进行变频处理,使其与所磨原煤物料的工况级数相适应。[0014] 与现有技术相比,本发明具有以下优点:[0015] 1)中央处理自主控制单元用于接收交互控制单元输入的生产任务指标参数并进行计算,高精度控制用于向磨煤机给料的给料传送带进给速度,[0016] 2)设有充氮控制器自主控制单元和充氮罐,能向磨煤机煤渣箱内充氮气稀释箱内氧气含量,保证安全生产;[0017] 3)动态监测磨煤机煤渣箱内氧浓度;[0018] 4)出料口设置称重系统,实时监测出料重量,关联进料进给速率;[0019] 5)研磨系统:采用振动、压力、噪声传感系统,依据不同工况调整电机转速,归属中央控制系统控制。附图说明[0020] 图1是本发明的集控布局图;[0021] 图2是本发明的采集与控制流程图。具体实施方式[0022] 以下结合附图对本发明的实施例作进一步详细描述。[0023] 如图1所示,生产人员通过液晶控制单元设置日生产目标m,氧浓度报警值s,煤渣排放值q,进料控制累计量d1,出料控制累计量d2,噪声报警值h,振动报警值g。中央处理自主控制单元实时采集腔内氧气浓度以及实时腔内压力,控制传送单元以某一进给速度传送原煤到磨煤机内,在磨煤机入口设置称重单元,记录累计入煤总质量。在实际磨煤工作中,中央处理自主控制单元实时监测机内氧气浓度,并根据当前氧气浓度大小决定是否需要进行充氮动作,磨煤机运行过程中产出煤粉经过下部
鼓风机鼓吹到磨煤机上部出料口经布袋收尘器收集。[0024] 鼓风机由中央处理自主控制单元进行控制。磨煤机运行过程中,中央处理自主控制单元实时监测煤渣称重累积值,当磨煤机内煤渣累积重量大于设定阈值q时中央处理自主控制单元驱动排渣联锁装置,短时关闭煤渣入口,同时由于排渣联锁装置结构特性会打开排渣出口,这样避免由与排渣的过程中导致空气进入,从而降低磨煤机内部安全性。整个系统运行过程中采用全自动化控制系统,根据生产人员设定目标计划,可自行进行过程参数实时动态调整。[0025] 对于磨煤机内研磨系统的电机转速控制,中央处理自主控制单元实时采集噪声、压力、振动传感器值,当对应传感器实测值大于目标控制值时,判定为当前磨煤机内原煤物料硬度、杂质等工况级数,则中央处理自主控制单元内置软件控制磨煤机驱动电机进行变频处理,实现电机转速的升降控制,从而实现提高研磨效率、降低噪声和振动的目的。[0026] 系统运行按照如图2所示流程执行,主要分为两部分,首先是安全数据采集,系统运行后中央处理自主控制单元通过实时以太网总线读取氧浓度传感器数据,并根据当前腔内浓度是否大于s,该浓度为可控浓度值,中央处理自主控制单元控制充氮单元往腔内充入氮气以稀释氧气浓度。另一方面,中央处理自主控制单元控制传送单元往磨煤机内输入原煤物料,且输送物料经由称重控制单元进入磨煤机内,并记录下累计进入腔内的原煤质量,将进料累计值与目标生产计划差值设立为D1,出料累计值与目标生产计划差值设立为D2。[0027] 分别判断进料和出料是否满足控制条件,控制系统根据当前差值所处位置控制输送单元的传送速率,从而实现精确控制输送入磨煤机内的原煤质量,达到精确控制的目的。同时根据中央处理自主控制单元采集的出料的累计重量来自主调节进料传送带进给速率。
同时把控进料和出料的运行状态,实现进出料的全方位控制。
[0028] 上述流程图中如下参数可根据实际进行参数设置:[0029] 氧浓度s。[0030] 进出料阈值d1,d2。[0031] 排渣阈值q。[0032] 综上所述,本发明采用基于安全运行环境的情况下进行高精度全自动控制原煤入口总及量以及排渣控制。具有安全性好,工作效率高的特点。[0033] 以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,应视为本发明的保护范围。
声明:
“大型高炉制粉系统全自动自主集控装置及方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 983
编辑:北方有色网
来源:南京工程学院
983
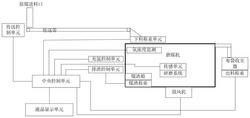
编辑:北方有色网
来源:南京工程学院



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















