全部
▼
热搜:

 643
643
 0
0
一种Al2O3/Al层状复合材料的制备方法,是将铝或铝合金箔表面进行除油,再进行微弧氧化处理,获得不同厚度及结构的微弧氧化陶瓷层;取相应的铝或铝合金箔,并与已进行微弧氧化的箔,依次、交叉叠放、固定,并按实际设计要求选择叠放数量;采用扩散焊工艺对叠放材料进行处理,获得Al2O3/Al层状复合材料。该工艺可以获得更精细的组织结构(陶瓷层和金属层的厚度可以控制到20μm以下),可以获得异形、大尺寸Al2O3/Al层状复合材料;而且,该制备方法工艺简单,成本相对较低,具备规模化生产的条件。
 843
0
843
0
一种碳纤维树脂基复合材料的制造方法,所要解决的问题是现有生产碳纤维复合材料的技术所需成本过高,生产周期较长;本发明的技术方案是在较短的时间内对产品进行低成本生产。本发明的优点是在室温下即可制作碳纤维复合材料产品,无需在高温高压下以及完全密闭的生产设施。产品成型快,成本低。能够有效推动产品在本领域里的发展。
 1038
0
1038
0
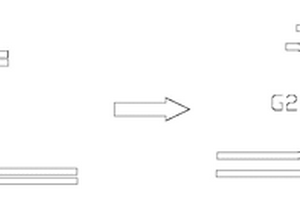
本发明涉及一种Z字形结构复合材料制件的制造方法,包括以下步骤:1)定型零件:首先在殷瓦成型工装封装固化定型零件,定型零件具有上拐角内径为Ra和下拐角内径Rb;2)辅助工装:在殷瓦成型工装上再次铺叠坯料,铺叠完成后将制备好的定型零件放置在铺叠坯料上,再次进行封装固化;3)将辅助工装翻转;4)Z型复合材料制件的制作:在殷瓦成型工装上铺叠坯料,与步骤1铺叠方法相同,铺叠完成后,上方设置辅助翻转后的辅助工装,从而保证了固化后的零件具有上拐角处的内、外径分别为Ra和Rb,下拐角处的内、外径为Rb和Ra。该方法采用同材质的复合材料制备辅助工装,二次利用工装来有效的保证辅助工装拐角区域的R尺寸的准确性。
 833
0
833
0
本发明涉及耐高温陶瓷及其制备技术,提供了一种铪铝碳-石墨复合材料以及原位反应热压制备铪铝碳-石墨复合材料的方法,可以解决铪铝碳陶瓷韧性偏低,可加工性差的问题。具体的工艺流程为:采用一定化学计量比的Hf粉、Al粉和C粉为原料,原料经过物理机械方法混合5~50小时,以5~20MPa的压力冷压成饼状,装入石墨模具中,在通有惰性气体作为保护气(或真空下)的热压炉中加热至1600℃~2400℃原位热压反应0.1~4小时,热压压力为20~40MPa。本发明可以在较低温度下、短时间内合成高强度、高韧性、高损伤容限、良好可加工性等性能的铪铝碳-石墨复合材料,采用本发明方法获得的材料可以在大于1600℃的高温下使用。
 801
0
801
0
本发明涉及一种碳纤维复合材料制件表面铝层电阻值测量方法,包括以下步骤:1)对现有碳纤维复合材料制作厚度为2~4mm的样件,喷涂铝层后得出铝层厚度和电阻值的对应关系曲线;2)使用超声波测厚度仪,测量待测碳纤维复合材料制件表面铝层的厚度;3)将厚度值放入到铝层厚度和电阻值的对应关系曲线中,即可得到相应的电阻值。该方法可通过测量材料的厚度,即可推断出铝层的电阻值,可在表层电阻测量仪出现故障时,应用该方法,以保证工期的顺利进行。
 759
0
759
0
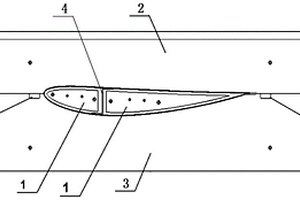
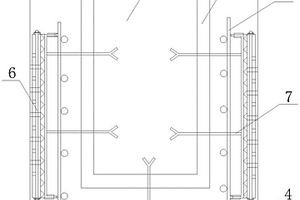
本发明属于航空航天复合材料预浸料成型领域,具体提供了一种复合材料飞机壁板结构,包括上层面板、下层面板及多个支撑圆环,所述多个支撑圆环彼此贴合交错排布,固定在上层面板与下层面板之间,另外根据本发明的另一方面提供了该飞机壁板结构的制备方法。本方案结构简单,工艺成本低,采用密贴型复合材料圆环结构圆环来代替传统的泡沫夹层结构,能满足飞机壁板的厚度的同时降低飞机整体质量的作用。另外,采用的圆环支撑能够避免三角形等其他多边形夹芯的应力集中现象,提高飞机壁板的整体抗压性能。制作工艺上,圆环结构相比其他形式的结构更容易从模具中取出,本圆环结构夹层结构还具有隔音、隔热、吸能等优点。
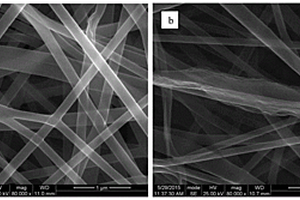
本发明涉及一种功能组分纵向梯度分布的电纺碳纳米纤维复合材料及其制备方法和在钒电池中的应用。所述电纺碳纳米纤维复合材料是通过静电纺丝工艺制备的正极碳纳米纤维材料和负极碳纳米纤维材料;所述正极碳纳米纤维材料由顶层为氧化铱/PAN,中层为氧化铱+石墨烯/PAN,底层为石墨烯/PAN构成功能组分纵向梯度分布;所述负极碳纳米纤维材料由顶层为金属铋/PAN,中层为金属铋+石墨烯/PAN,底层为石墨烯/PAN构成功能组分纵向梯度分布。本发明制备的电纺碳纳米纤维复合材料应用于钒电池的正负电极材料时,可同时降低电池的电化学反应极化以及欧姆极化,有效提高钒电池的能量效率和功率密度,操作简便、设计灵活、具有普适性。
 1029
0
1029
0
本发明涉及一种无人机复合材料平尾硅橡胶热膨胀加压成型方法,属于复合材料工艺制造领域。具体包括以下步骤:步骤一:采用芯模模具制作硅橡胶芯模;步骤二:制作硅橡胶芯模需两种外型,且两个硅橡胶芯模的水平面与平尾加强筋接触处设有对应的下陷;步骤三:采用主体成型模制作飞机平尾;步骤四:在扣合好的主体成型模表面依次包裹隔离膜、透气毡,并用真空袋进行封装,完成平尾的硅橡胶热膨胀加压固化成型工艺;步骤五:固化后脱模,拆卸硅橡胶芯模即得到整体共固化成型无人机复合材料的飞机平尾。该方法成型的飞机平尾不仅成型质量好,而且壁厚均匀,解决了现有技术中存在的整体成型质量较差、压力传递不均匀及脱模难等问题。
 915
0
915
0
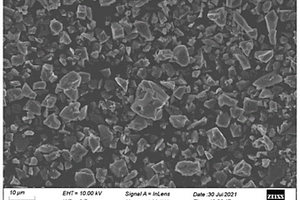
本发明实施例公开了一种多元碳基快充负极复合材料,其具有核壳结构,内核为掺杂氮元素和锡元素的石墨颗粒和硬碳复合体,外壳为碳纳米管和无定型碳复合层。本发明通过将硬碳前驱体的有机溶液与人造石墨、硅烷偶联剂、氮源和锡源反应得到内核,再将内核与催化剂、粘结剂混合,通入碳源气体,高温下在内核表面生长碳纳米管,同时掺杂生成无定型碳,高温石墨化后得到所述复合材料。本发明的多元碳基快充负极复合材料的石墨和硬碳内核中掺杂氮和锡,使材料具有较高的电子导电率和比容量,水热反应过程赋予其多孔结构提升材料的吸液保液能力并降低阻抗,外层为碳纳米管和无定型碳的复合层,降低材料的阻抗,提升功率性能。
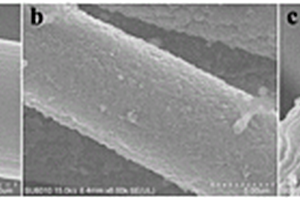
本发明涉及基于碳纤维布原位生长的CC@ZIF‑67/8‑PPY复合材料及其制备方法和应用。采用的技术方案是:将Co(NO3)2,Zn(NO3)2,二甲基咪唑,十六烷基三甲基溴化铵和水,加入容器中,于常温下,搅拌30分钟,放入亲水处理的碳纤维布,常温下搅拌过夜,将碳纤维布取出,洗涤干燥后得到负载型CC@ZIF‑67/8材料,电沉积法将聚吡咯沉积到CC@ZIF‑67/8材料上,得目标产物。本发明摒弃常规的导电粘结剂制备电极材料,采用两步法制备高性能复合材料,优于传统电极材料的制备,工艺简单,易于操作,制得的复合材料具有优异的电化学性能,可作为超级电容器电极,应用在高稳定性,高功率密度电源的场合。
 726
0
726
0
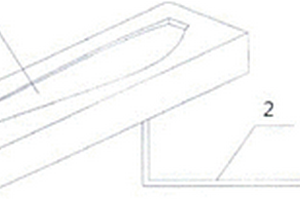
本发明属于复合材料加工成型技术领域,涉及一种可以制造净尺寸复合材料的工装方案,步骤如下:工装包括零件铺叠模、零件修切样板和零件成型模;第一步,零件铺叠模根据零件的外形设计,铺叠带有余量,其作用是满足零件铺叠的需求;第二步,零件修切样板与零件的理论外形一致,置于铺叠好的坯料上,将坯料修切至零件的理论外形,零件铺叠模与零件修切样板之间设有定位装置;第三步,零件成型模用于将修切好的坯料固化成型,零件成型模按零件的理论外形设置下陷区,修切后的坯料在下陷区成型。本发明涉及的工装方案可以有效的满足净尺寸复合材料零件的制造需求,缩短外形加工工序的操作周期,降低生产成本,提升零件外形尺寸的精度。
 772
0
772
0
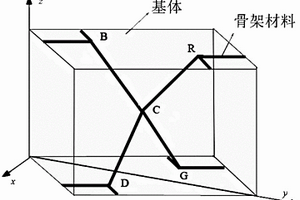
本申请属于材料性能的理论计算技术领域,特别涉及一种双连续相复合材料弹性模量的计算方法。方法包括:步骤一:基于Kelvin模型建立双连续相复合材料中骨架材料的力学模型;步骤二:从骨架材料的力学模型中提取单根支柱,以该支柱的一个端点为原点建立局部直角坐标系;步骤三:基于弹性地基梁理论对所述单根支柱进行分析,计算得到双连续相复合材料弹性模量。本申请的双连续相复合材料弹性模量的计算方法,不仅能够描述双连续结构的空间分布,而且可以更准确地预测双连续相复合材料的弹性模量。
 1043
0
1043
0
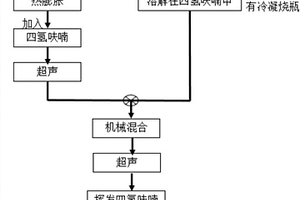
一种溶液共混法制备石墨烯/弹性体纳米复合材料的方法,属于纳米复合材料领域。该方法包括方法,包括(1)将石墨插层化合物,置于600~900℃加热0.5~1.5min;(2)将加热后的石墨插层化合物浸入四氢呋喃中,超声;(3)以四氢呋喃为溶剂,得到均一的弹性体溶液;(4)将(2)和(3)混合后,超声0.5~3h;(5)挥发溶剂,加入乙醇沉淀洗涤,干燥,得到石墨烯/弹性体纳米复合材料。与传统的熔融共混法相比,溶液共混法具有成本低、方便、实验条件简单等优点;更为重要的是,其使得石墨烯在弹性体材料中能够达到较好的分散效果,能够显著增强弹性体材料的导电导热率以及力学等特性,从而扩大了石墨烯的适用范围。
 946
0
946
0
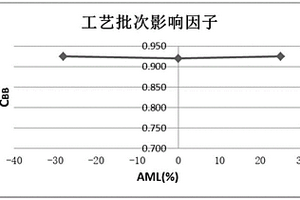
本发明公开了一种复合材料层间剪切强度设计许用值的试验方法,包括:规划多种AML值的试验件,并获取多个复合材料层间剪切强度设计许用值的工艺批次影响因子、湿热环境影响因子、以及层间剪切强度基本值;根据工艺批次影响因子、湿热环境影响因子以及层间剪切强度基本值,计算复合材料层间剪切强度设计许用值。
 823
0
823
0
一种NiO‑ZnO花状结构复合材料的制备及其应用,涉及一种气敏材料制备及其应用,本发明采用低温一步水热合成方法,以硝酸锌、硝酸镍为原料,尿素为辅助助剂,在温和条件下合成了NiO‑ZnO花状结构复合材料。整个生产过程简单易行、高效、节能,适于规模化生产。本发明制备得到的NiO‑ZnO花状结构复合材料具有独特的空间结构,不仅增加材料的比表面积,同时还能构筑发达的分级孔通道,使材料具有更好的渗透性,对三甲胺表现出较高的灵敏度,良好的响应—恢复特性和选择性,在制造气体传感器方面有广阔的应用前景。
本发明公开了一种MXene/双金属氧化物复合材料及其制备方法和锂离子电池负极材料,属于锂电池电极材料制备技术领域。首先将过渡族金属碳/氮化物薄膜与两种乙酰丙酮金属盐混合均匀,溶解于二卞醚溶剂中获得前驱体溶液;然后通过原位热解法实现乙酰丙酮金属盐的热解,并在过渡族金属碳/氮化物薄膜表面生成双金属氧化物;采用正己烷与乙醇的混合液进行超声离心清洗后获得所述MXene/双金属氧化物复合材料。该复合材料应用于锂离子电池负极材料时,显示较好的结构稳定性及均匀性,经电化学性能测试,该复合电极具有较高的能量密度、循环稳定性和倍率性能。
 647
0
647
0
一种石墨烯增强的高硅铝基复合材料及其制备方法,复合材料含有成分按质量百分比:硅:15.0~20.0%,铜:2.0~4.0%,镁:0.5~1.0%,钛:0.05~0.07%,硼:0.02~0.05%,石墨烯:0.3~0.6%,余量为铝;制备方法:1)将原料各成分,在气体保护下,混料得合金粉末;2)将合金粉末压制成块状烧结坯料后,真空烧结得烧结后的坯料;3)针对不同硅的含量,对其进行淬火处理+回火处理,或多向锻造+退火处理,制得石墨烯增强的高硅铝基复合材料;本发明的方法使增强相颗粒分布更均匀,并且在材料内部产生大量位错,位错胞破碎成亚晶或细晶,达到细晶强化;其抗拉强度提高到400MPa以上;同时材料的屈服强度提高到236MPa以上。
 970
0
970
0
一种阻燃高耐磨宽温域吸波减振复合材料及其制备方法,涉及一种阻燃复合材料及其制备方法,该方法是利用碱式氯化镁晶须长径比可控,且具有高耐磨性和优良的阻燃性能等特点,采用两步合成法和超声波分散法,将其与酯醚共聚型聚氨酯进行共混,制备出了既具有较宽阻尼温域,又具有较好阻燃效果和耐磨性能的碱式氯化镁晶须/酯‑醚共聚聚氨酯吸波减振复合材料,材料由质量比为90%~50%的酯‑醚共聚型聚氨酯和10%~50%偶联剂处理的碱式氯化镁晶须组成,且偶联剂的用量占碱式氯化镁晶须的质量比为0.1‑5%;该方法产品性能稳定,制作成本低,易工业化生产。
 861
0
861
0
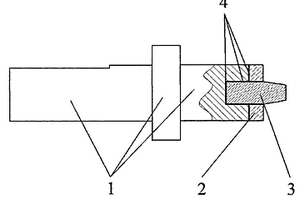
本实用新型涉及金属基复合材料和焊接领域,特别提供了一种由金属陶瓷与合金工具钢采用真空钎焊连接技术制备的复合式搅拌摩擦焊接工具,该焊接工具适用于颗粒增强金属基复合材料的搅拌摩擦焊接。所述焊接工具的轴肩和搅拌针采用高强耐磨金属陶瓷材料,而夹持端采用合金工具钢,焊接工具由两种材料通过真空钎焊连接构成。所述焊接工具用高强耐磨金属陶瓷材料是以陶瓷颗粒为增强相,以耐热金属合金为粘结相,通过粉末冶金真空烧结方法制备。本实用新型的复合式焊接工具与传统钢质焊接工具相比,在搅拌摩擦焊接颗粒增强金属基复合材料时,其耐磨性和使用寿命可提高100倍以上,且不会引入杂质污染焊缝,可获得高的焊缝强度系数和高的焊缝表面质量。
 1030
0
1030
0
本发明涉及复合材料,具体涉及用于消防水带内衬的复合材料及其制备方法。为克服现有消防水带内衬不耐老化和价格较贵的缺陷,本发明所述消防水带用复合材料由下列重量份配比的原料制得:聚氯乙烯44-48份、丙烯酸酯10-12份、粘合剂6-12份、活化剂2-4份、硫化剂4-6份、氢氧化铝40-55份、石蜡0.1-1份、增塑剂22-35份、防老剂1-3份、复合稳定剂3-6份、钛白粉0.5-1.0份、白炭黑10-16份。本发明的复合材料可用于消防水带作为消防水带的内衬,通过对组分的合理分配以及采用适宜的制备方法,获得了耐磨、耐高压、耐腐蚀、耐高温、使用寿命长的消防水带。
 865
0
865
0
分体式复合材料成型工装,属于复合材料加工成型技术领域。分体式复合材料成型工装,包括工装底板、定位销、活动块、安装孔和吊环;活动块和底板的长度一致,需根据零件实际长度设计,底板呈U型,型面等厚;活动块为中空结构,壁厚与底板厚度一致;活动块通过底板两端的锥形的定位销与底板组装定位,两者组合后活动块上表面应与底板U型结构的上表面在同一高度。活动块的上表面设置安装孔,便于在零件固化结束后,将吊环通过安装孔孔拧入活动块两端,方便将活动块与底板进行分离。通过该结构的工装形式可以在保证该类工装使用优势的条件下,进一步提高复合材料零件的质量及生产稳定性。
 687
0
687
0
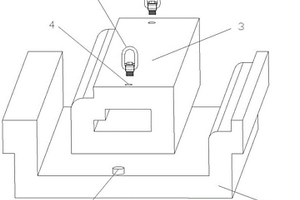
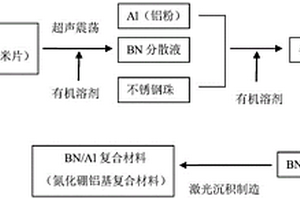
本发明提供一种氮化硼铝基复合材料的制备方法,包括如下步骤:(1)将BN在有机溶剂中超声震荡配制成BN分散液;(2)将铝粉与BN分散液装入球磨罐中,在惰性气体保护下,加入溶剂进行半干法球磨,使氮化硼与铝粉混合均匀并包裹住铝粉;(3)球磨后,将混合粉末与钢珠进行烘干分离;(4)将烘干的混合粉末进行激光沉积制造,即获得氮化硼铝基复合材料。本发明的制备方法,条件可控,工艺简单,生产成本低,适于工业化生产,采用本发明制备的铝基复合材料具有硬度高、强度高,延伸率高的特点。
 831
0
831
0
一种制备聚苯胺/石墨烯/四氧化三铁复合材料的方法,包括下述工艺步骤:将0.1mol苯胺、200mL1mol·L-1的盐酸溶液在0~5℃的冰水浴中混合,电动搅拌20min,同时匀速滴加1mol·L-1的过硫酸铵(APS)50mL和含有0.1~0.5g石墨烯/四氧化三铁粉末的1mol·L-1的盐酸混合溶液,30min滴加完后,继续在0~5℃﹑pH值1.5~2.0条件下搅拌3~5h,反应完成后过滤清洗3~5次,滤出物在80℃烘干24h,再用无水乙醇充分研磨后可得到颗粒均匀﹑导电性良好的聚苯胺/石墨烯/四氧化三铁复合材料。本发明的复合材料电容高且稳定性好,导电性良好。
 942
0
942
0
本实用新型提供一种加工芳纶纤维复合材料专用刀具,由两个完全相同的圆形整体硬质合金切割刀片和一个高速钢盘形铣刀构成,其中两个完全相同的圆形整体硬质合金切割刀片对称安装在高速钢盘形铣刀的两侧,圆形整体硬质合金切割刀片的楔角为8°~10°,高速钢盘形铣刀的切削刃前角为0°~5°,圆形整体硬质合金切割刀片的直径比高速钢盘形铣刀的直径大1mm。本实用新型刀具在使用时是先用圆形整体硬质合金切割刀片将芳纶纤维复合材料切断,然后再用高速钢盘形铣刀将已切断的芳纶纤维复合材料去除,因此本实用新型刀具切割性能良好,其使用寿命及切削质量、切削效率都优于现有的加工芳纶纤维复合材料用刀具。
 714
0
714
0
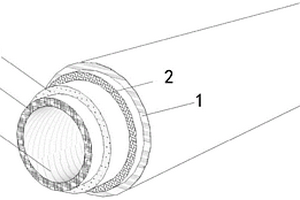
一种基于FRP‑STF的复合材料结构,属于工程结构抗冲击领域。由外至内依次为聚氯乙烯(PVC)材料层、FRP‑STF复合材料层及高弹性橡胶材料层,其中聚氯乙烯(PVC)材料层用以保护其内部材料不受空气腐蚀、水汽浸湿以及破损;FRP‑STF复合材料层设置若干层,具有抗冲击能力和高效吸收外界冲击能量的能力;高弹性橡胶材料层,用以缓冲FRP‑STF复合材料层的位移,且自身通过变形消耗外界冲击能量以增加耗能效果。本发明具有显著的最大承载力和能量吸收能力,采用本实用新型的技术方案,可有效提高被保护结构的安全性。纤维发生破坏需要经历一系列的反应,不像传统材料会突然的断裂破坏,能够很好的延缓灾难性破坏的发生。
 807
0
807
0
本实用新型公开了一种复合材料螺旋桨芯材成型模具,涉及复合材料螺旋桨成型工艺、复合材料芯材成型工艺技术。本实用新型在采用与芯材设计等厚的方式制作成型阴模及成型模腔,且成型模腔四周的成型阴模上表面为与芯材上侧平面平齐的平面,通过将成型模具上采用真空吸附方式将芯材毛坯料固定,然后将表面打磨平整的方式进行芯材的成型。本实用新型解决了传统复合材料芯材使用数控加工工艺成本较高,以及使用手工打磨加工方式的精度和效率问题。
 1034
0
1034
0
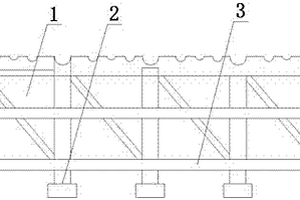
一种异型复合材料成型模具底座属于航空制造设备领域。一种异型复合材料成型模具底座,包括矩形框架;在矩形框架外侧中部设有加强条,在矩形框架下端面处设有散热排风结构;所述矩形框架下端边沿处设置有可升降支脚。本实用新型的有益效果是:本实用新型提供的一种异型复合材料成型模具底座,其散热效果佳,且可在地面不平时通过调整可升降支脚来实现整体平衡,适合大型异型复合材料成型模具使用。
 743
0
743
0
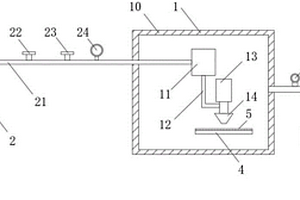
本实用新型公开了一种真空中复合材料粉末高速电子束熔覆设备,包括:主体机构、供气机构和压力机构;所述主体机构包括等离子体阴极电子束枪和真空室,所述真空室的内部固定安装有送粉设备,所述送粉设备的出料口通过输料管连通有送粉喷嘴,所述送粉喷嘴的一侧固定安装在离子体阴极电子束枪上;所述供气机构包括气瓶,所述气瓶的一侧连通有真空管,所述真空管的一端延伸至真空室的内部且与送粉设备的进气端连通;本真空中复合材料粉末高速电子束熔覆设备通过在主体机构外部设置供气机构和压力机构,使送粉设备中的粉末复合材料能够在气流和真空室压力的作用下得到加速,从而提升了粉末复合材料进入电子束作用区时速度,改善了熔覆涂层的质量。
 994
0
994
0
本实用新型公开了一种绿色高韧性水泥基复合材料预制构件加固装置,包括既有钢筋混凝土结构,既有钢筋混凝土结构内设置原混凝土结构构件,原混凝土结构构件的外周设有专用无机界面粘结剂,专用无机界面粘结剂的外部设置绿色高韧性水泥基复合材料预制构件修复加固层。本绿色高韧性水泥基复合材料预制构件加固装置,原混凝土结构构件与修复加固装置层属于无机非金属材料,具有很好的相容性,绿色高韧性水泥基复合材料预制构件修复加固层具有显著的绿色、高延性、高韧性、高裂缝控制能力特征,加固施工没有湿作业,不需要养护时间,施工速度快,加固装置横向设置专用膨胀锚钉,锚接方式施工方便。
 697
0
697
0
一种可用于飞机盒段结构复合材料构件的胶接修补工艺,属于复合材料成型技术领域。该方法挖补及补片为椭圆形;采用热熔胶粘接补片与定位块;定位片既可起到定位作用,也起到补片操作介质的作用;采用直径小强度高的芳纶线作为胶粘剂固化时施力媒介;固定支架采用组装形式,轻便易携带;且可根据损伤尺寸进行尺寸调节;适用于各种层压板或夹层构件的密闭结构的单侧修补。本方法不用由人进入盒段或将盒段打开,可以在制件单面进行操作。固定支架采用组装形式,轻便易携带;且可根据损伤尺寸进行尺寸调节。采用的材料易于取得,操作步骤简介,操作难度较低。实现了复合材料构件的低成本、高效、优质修补。拓展了复合材料构件修补的新领域。
中冶有色为您提供最新的辽宁沈阳有色金属材料制备及加工技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


 2024年08月01日 ~ 03日
2024年08月01日 ~ 03日  2024年08月07日 ~ 09日
2024年08月07日 ~ 09日  2024年08月13日 ~ 15日
2024年08月13日 ~ 15日  2024年08月19日 ~ 21日
2024年08月19日 ~ 21日  2024年08月30日 ~ 09月01日
2024年08月30日 ~ 09月01日