全部
▼
热搜:
 895
895
 0
0
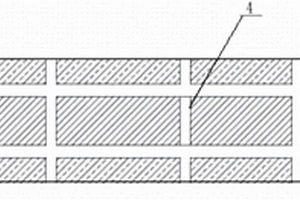
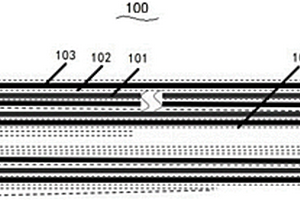
本实用新型公开了一种新型锂电池隔膜,包括:聚氨酯基材层和聚酰胺材料层,所述的聚氨酯基材层的两侧分别设有过渡层,所述的过渡层的外侧均设有聚酰胺材料层,所述聚氨酯基材层、过渡层和聚酰胺材料层对应的均匀分布有多个内微孔,所述聚氨酯基材层的厚度为5‑10微米,所述过渡层厚度为3‑6微米,所述聚酰胺材料层的厚度为2‑7微米,所述内微孔的孔径为0.011‑0.041微米,所述的外微孔间距为0.31‑0.47微米。由于采用上述的结构设计,聚酰胺和聚氨酯由于具有优良的耐高低温性、抗氧化能力和机械强度等,使得应用在锂电池上表现出良好的循环寿命、低放电率、优良的高低温放电效率,能够很好地满足某些特定领域的使用需求。
 787
0
787
0
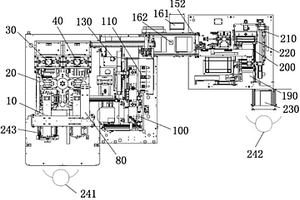
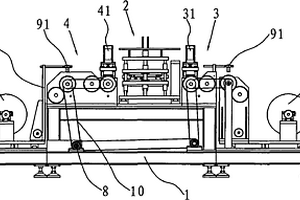
锂电池封装测试贴膜机,涉及锂电池制造装备。包括:入夹机构,转盘机构,顶封机构、侧封机构,开夹机构,取电池机构,中转台,出夹机构,移位机构,角位封机构负责,测试机构,取合格电池机构,切边机构,翻转升降机构,喷码机构,取电池机械臂机构,定位机构,包膜机构。集顶封、侧封、角位封、Hi-pot测试、不合格品分选、切边、喷码、包膜等功能于一体,结构紧凑,外形美观,优化了机构,合理的组合提高了生产效率,节约了生产成本,产能大,封印厚度及未封区控制精准、稳定,切边精度达正负0.2mm,整机产品合格率高于99.9%,嫁动率高于97%。
 920
0
920
0
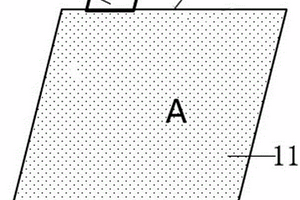
本申请涉及锂离子电池生产技术领域,尤其涉及一种锂离子电芯,包括若干阳极极片、隔离膜、阴极极片、阳极极耳以及阴极极耳,若干阳极极片、隔离膜以及阴极极片依次层叠设置形成叠层结构,在每层阳极极片一侧设置有一个第一伸出部,第一伸出部组成阳极极耳,在每层阴极极片和阳极极片相同的一侧设置有一个第二伸出部,第二伸出部组成阴极极耳,阳极极耳与阴极极耳错开设置,位于叠层结构最外层的阳极极片上,除阳极极耳伸出的一侧之外的其余侧边均向外延伸形成第一加宽部,第一加宽部包裹叠层结构的侧面,除位于叠层结构最外层的阳极极片之外的其余阳极极片上,与第一加宽部同处一侧的侧边与阴极极片的对应侧边宽度差距小于0.2mm。
 823
0
823
0
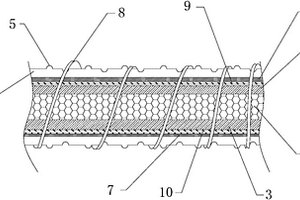
本实用新型涉及锂电池领域,具体涉及一种高功率环保型锂电池隔膜,包括无纺布基层、陶瓷散热层、上低压聚乙烯层以及下低压聚乙烯层,所述上低压聚乙烯层设置在无纺布基层上表面,所述下低压聚乙烯层设置在无纺布基层下表面,所述陶瓷散热层外表面设置有凹凸结构,所述上低压聚乙烯层上侧设置有上耐腐蚀层,所述上耐腐蚀层上侧设置有上加强层,所述下低压聚乙烯层下侧设置有下耐腐蚀层,所述下耐腐蚀层下侧设置有下加强层,所述陶瓷散热层设有两个,两个所述陶瓷散热层分别设置在上加强层上表面以及下加强层下表面,所述陶瓷散热层外侧缠绕有空芯导线,本实用新型使用方便,耐腐蚀,防变形,高效环保,实用性强。
 1032
0
1032
0
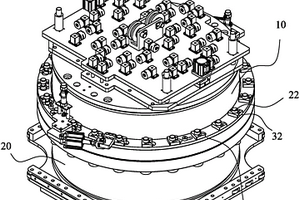
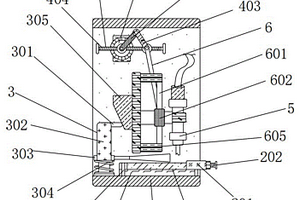
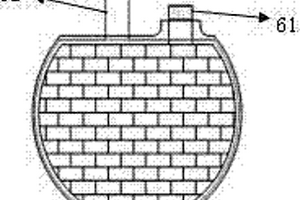
本实用新型公开一种锂电池生产用压力容器的锁合结构,包括上腔体和下腔体,所述下腔体上端周沿设有连接面,所述连接面上设有环状分布的多个向上伸出的连接柱,所述连接柱的上端设有限位部;所述上腔体下端周沿设有连接环,所述连接环上设有多个连接孔;所述连接环的上表面设有一活动锁圈,所述活动锁圈上对应连接孔处设有与连接柱直径相适配的限位导槽,各限位导槽相同的一侧均设有与限位部对应的卡位件;锁合时,所述连接柱穿过连接孔及限位导槽后伸出活动锁圈的上侧,所述卡位件随活动锁圈转动后卡于连接柱上端的限位部中。本实用新型可实现压力容器的快速开合,使得本压力容器更加有利于实现自动化生产,提高锂电池的生产效率。
 808
0
808
0
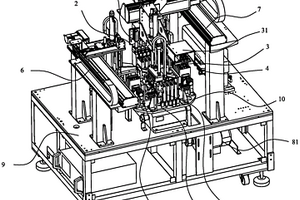
本实用新型公开一种锂电池焊接后自动检测设备,包括检测上料机械手、检测旋转装置、泄漏检测机构、短路检测机构、激光打标机、检测下料机械手,所述检测旋转装置包括上料工位、泄漏检测工位、短路检测工位、下料工位;检测上料机械手将待检测的锂电池抓取放入上料工位的检测夹具中,经检测旋转装置带动电池到泄漏检测工位检测,然后旋转到短路检测检测并激光打标,再旋转到下料工位,检测下料机械手最后将电池从下料工位取下。全过程自动化控制,循环工作,降低了人工劳动强度,提高了产品质量和生产效率;本设备整体结构紧凑、布局分布合理,节省空间成本。
 673
0
673
0
本实用新型属于检测技术领域,尤其涉及一种锂离子电池用金属箔波浪边检测装置,包括底板、极片锁紧夹、拉伸滑台和数显标尺,极片锁紧夹和拉伸滑台均设置于底板,拉伸滑台包括两个固定座、一个极片固定夹、一根丝杠、两根光杆和一个调节旋钮,两个固定座分别与两根光杆固定连接,极片固定夹滑动设置于两根光杆,并且极片固定夹位于两个固定座之间,数显标尺设置于极片固定夹,丝杠的一端与极片固定夹活动连接,丝杠的另一端穿过其中一个固定座,并且与调节旋钮连接。该装置快捷简便的给出波浪边的量化值,对分条后金属箔波浪边给出了量化性的评估,增加了锂电生产的过程监控的能力,提高电芯卷绕的精度和优率。
 708
0
708
0
本发明公开了一种锂电池电芯烘烤夹具及其烘烤方法,所述夹具包括截面为C型的框架、对称设置于框架两侧的第一夹持杆、第二夹持杆、第三夹持杆、第四夹持杆、用于切换电芯夹持位置的驱动部件,所述框架包括位于上方的第一板体、与第一板体一端相连的第二板体及与第二板体底端相连的第三板体,所述第一夹持杆、第二夹持杆滑动设于第一板体上,所述第三夹持杆、第四夹持杆滑动设于第三板体上。本发明采用交替式夹持的方式,能够对电池的死角进行烘烤,避免电芯内部水分过大,保证锂电池使用时具有优异的性能。
 789
0
789
0
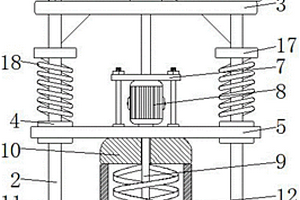
本发明公开了一种用于储能锂离子电池的调距焊接装置,包括框架,所述框架的内部设有焊接装置,所述框架的内部设有间歇组件。以此在电机带动螺纹杆与第三短柄转动的同时,使第三短柄的运行轨迹发生改变,进而焊接装置的距离可发生改变,使对电池进行焊接范围使用范围增大,从而方便人们的使用,同时,通过滑筒与短板的固定连接关系,以及短板与短柱的抵紧连接关系,从而通过电机带动第三短柄及滑筒上下移动的同时,短板压动短柱,圆柱进行转动,同时,通过第一弹簧始终给予圆柱向上的弹力,从而横柄与圆杆进行摆动,进而可在焊接装置下落对锂电池焊接的同时,防护其他工作人员误入该装置的底部,以此来增加安全性。
 853
0
853
0
本发明属于锂离子电池技术领域,尤其涉及一种磷酸铁锂电芯自放电筛选方法,包括以下步骤:将分容后的电芯放电至截止电压;储存一定时间T1,测试电芯的开路电压OCV1;再储存一定时间T2,测试电芯的开路电压OCV2;对电芯继续放电至截止电压,测试电芯放电容量C残余;计算电芯在T2时间内的压降△OCV=OCV1-OCV2;若电芯同时满足Avg(△OCV)–3.8stdev(△OCV)≤△OCV<Avg(△OCV)+3.8stdev(△OCV)和0.05×标称容量≤C残余<0.1×标称容量,则电芯判定合格。本方法筛选后的电芯良品存储60天,以2mV为电压极差,误判率小于0.05%。
 800
0
800
0
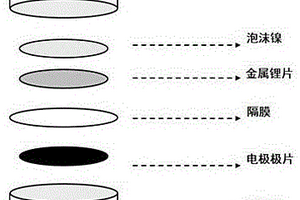
本发明公开了一种基于石墨烯的柔性锂离子电池负极材料及其测试方法,包括以下步骤:(1)前驱体混合溶液的配制:将石墨烯乙醇分散液和红磷乙醇分撒液以一定比例混合,超声分散,红磷/氧化石墨烯分散液;(2)静电喷雾;用注射器取前驱体溶液,进行纺丝;(3)光波还原:将石墨烯基红磷复合膜粗制材料置于微波炉内,得到柔性石墨烯基红磷复合膜片负极;(4)锂离子半电池的组装与测试:在纯氩气保护的手套箱内,组装成CR 2025型扣式电池,电池进行恒流充放电测试、交流阻抗测试、循环伏安测试的方法。通过本发明方法制备出的复合材料制备负极具有高比容量及较长的循环使用寿命,可直接独立作为电极使用。
 921
0
921
0
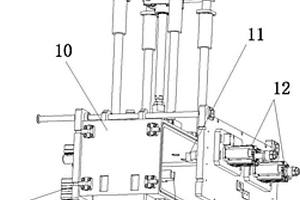
本发明涉及锂电池生产设备技术领域,尤其涉及锂电池纵向抽气封装设备,它包括机架、电池夹具机构、抽真空刺破机构和封装机构,机架上设置有由减速电机和分割器驱动的回转机构,回转机构设置有取装电芯工位、抽气工位、中转工位和封装工位,回转机构带动电池夹具机构依次进入取装电芯工位、抽气工位、中转工位和封装工位,所述抽真空刺破机构设置于抽气工位上方,封装机构设置于封装工位上方;采用抽真空、刺破、抽真空、封装刺破口、封装边封装的流程,可大大降低设备成本,提高生产效率。
 897
0
897
0
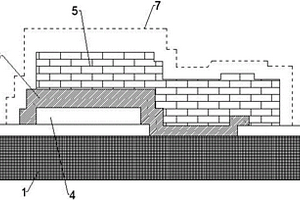
本发明公开了一种3D结构的薄膜锂电池,包括硅基体,在硅基体表面两侧分别为正极集流体和负极集流体,在硅基体上加工很多规则排列的微孔,在微孔内沉积Li+扩散阻隔层TiN,然后以硅为负极,为固态电解质,LiCoO2为正极制成电池,并在硅基体上形成封装保护层,包覆正极集流体、负极集流体和固态电解质,所述正极集流体、负极集流体均采用多单元包覆叠层电堆结构,均以集流片为主体,集流片与正极、负极之间依次均设有碳膜和隔膜,正极与负极之间为包覆绝缘环,将正极、负极和电解液之间的电解液空间通过包覆绝缘环隔离开来,有效阻止了相临单元电极间内短路的发生,保证了电池工作电压的稳定性和放电容量。
 1094
0
1094
0
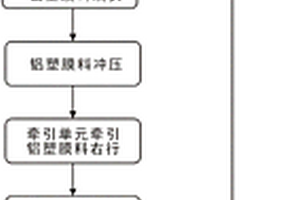
本发明公开了一种锂电池铝塑膜自动冲壳的方法,包括用于提供铝塑膜原料的铝塑膜料卷放料单元、用于冲压成型包装壳的冲壳单元、用于裁切铝塑膜料带的切料单元和用于牵引铝塑膜料带前行的牵引单元,沿铝塑膜料带前行方向,所述牵引单元位于所述切料单元之后。本发明的有益效果是:牵引单元位于切料单元之后,可使得铝塑膜料带被牵引单元拉扯在张紧的状态下被切料单元裁切,有利于很好地保证裁切精度,无需对包装壳的顶边进行二次修边,从而节省锂电池的制造成本。
 714
0
714
0
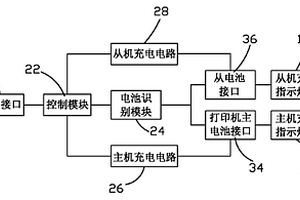
本发明提供一种便携式智能锂电池充电器,其包括:外壳、设于外壳内的电路模块、及与电路模块电性连接的数个通信接口,该电路模块内包括控制模块、分别与控制模块电性连接的电池识别模块、及充电电路模块,该数个通信接口包括电源接口、打印机主电池接口、及从电池接口,该电源接口与控制模块电性连接,打印机主电池接口及从电池接口一端均与电池识别模块电性连接,另一端均与充电电路电性连接。本发明的便携式智能锂电池充电器,其具有主从电池识别的优先充电功能,无论在任何充电状况下,都优先充电打印机主电池,然后再充从电池,从而在一定程度上提高在同休积及同功率下单一充电和同时充电的充电效率。
 1135
0
1135
0
本发明是一种高倍率放电圆柱形锂离子电池防爆盖帽,包括在中空密封体内设有具有环状刻痕和凸起部下沿为平台的防爆阀,在防爆阀上方设有由弹性导电材料制成的环片和具有通气孔的顶盖、焊接或胶粘在防爆阀下方的断电保护孔板,该断电保护孔板上设有至少一个压力传导孔,并在其外边缘套设有绝缘垫圈,使用时将盖帽安装在圆柱形电池上端,并将电池芯的正极极耳焊接于断电保护孔板上。具有降低和稳定电池内阻,循环性能好,放电倍率高,电池容量减小缓慢,提高电池使用寿命和安全性等特点。
 1118
0
1118
0
本发明涉及制造电池机械设备技术领域,特指全自动锂电池极片模切送料、收放料机构,其包括架体、送料机构、放料机构、收料机构、放料轮、收料轮,架体上从一端到另一端依次设有放料轮、放料机构、送料机构、收料机构、收料轮,放料轮、收料轮分别固定在滑动板上与架体滑动连接,收料轮一侧固定连接有支座,支座、放料机构上分别设有检测头,放料轮、收料轮下端分别设有纠偏装置,放料机构、收料机构分别通过同步带与伺服电机连接,其结构设计科学,采用伺服电机提供主动力,同步带同步轮传递动力,提高了走料速度,能保证高频率起停和送料时,送料顺畅。

 1047
0
1047
0
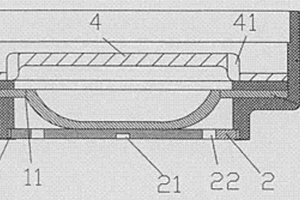
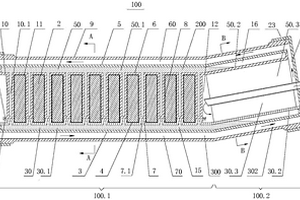
一种磷酸铁锂电池单体叠置构成的电池组的冷却装置,包括电池组收纳单元(100),所述电池组收纳单元包括第一冷板(3)和第二冷板(5),所述第一冷板(3)上表面设有多列上凸隔板(7),上凸隔板(7)之间形成电池收纳部(4);第二冷板(5)下表面设有多列与上凸隔板对应的下凸隔板(10),所述下凸隔板(10)之间形成收纳扣合部(6);还包括热管冷却单元(200),所述热管冷却单元包括第一冷却部(30)和第二冷却部(50),所述第一冷板包的第一空腔和多个第一冷却腔形成第一冷却部(30);第二冷板(5)的第二空腔和第二冷却腔形成第二冷却部(50)。本发明的磷酸铁锂电池单体叠置构成的电池组的冷却装置,极大提高了电池单体叠置的冷却散热能力。
 749
0
749
0
本发明提供一种软包锂电池用双面胶带的耐电解液性能测试方法,包括以下步骤:(1)利用铝箔和铝塑膜与双面胶带制备测试样品;(2)将测试样品于80~90℃下烘烤4~8小时;(3)向测试样品中注入电解液,使其中的双面胶带浸泡于电解液中,同时对铝塑膜进行封边以使铝塑膜密封包裹铝箔和双面胶带;(4)将浸泡于电解液中的双面胶带于50~70℃下烘烤2~4小时;(5)对测试样品进行热压以使双面胶带的热敏胶面产生粘性并与所述铝塑膜贴合;(6)对测试样品进行剥离强度测试,以获得双面胶带与铝塑膜贴合的剥离强度大小。本发明提供的软包锂电池用双面胶带的测试方法能够模拟客户端的实际应用场景,并准确地评估双面胶带的耐电解液性能。
 835
0
835
0
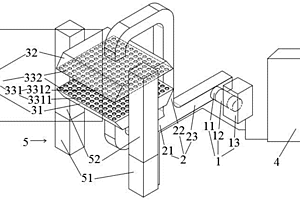
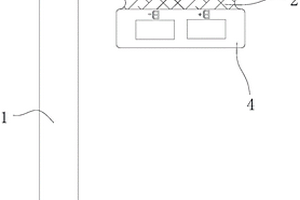
本发明属于锂电池极片冷却设备技术领域,具体涉及一种锂电池极片快速冷却系统,包括制冷装置(1)、导风装置(2)、出风装置(3)和控制装置(4),出风装置(3)通过导风装置(2)与制冷装置(1)连接,制冷装置(1)与控制装置(4)电连接,出风装置(3)包括第一风箱(31)及与第一风箱(31)对应的第二风箱(32),第一风箱(31)和第二风箱(32)均与导风装置(2)连通,第一风箱(31)和第二风箱(32)相互靠近的一面均设置有对应的出风结构(33)。该系统实现了高效制冷,且结构简约,功能多样,工作稳定,实用性强。此外,本发明还公开了一种该系统的工作流程,提高了工作效率和稳定性。
 789
0
789
0
本发明提供一种锂离子电池镍极耳生产工艺,包括以下步骤:1)配制处理液:将重量百分比为1‑2%的纯碱、重量百分比为10‑15%的烧碱、重量百分比为0.5‑1%的硬质酸钠和重量百分比为82‑88.5%的水混合配制成处理液;处理液各组分的重量百分比之和为100%;2)除钝化处理:将待处理极耳放入具有一定温度的处理液中浸泡一定时间,除去极耳表面的钝化层;3)清洗:将经过步骤2)的极耳放入在一定温度的水中,采用超声波处理一定时间,去除极耳上的处理液。本发明在不影响极耳胶的性能之余使镍极耳的表面容易上锡,使镍极耳在与电路板连接起来的时候不易出现焊接不稳定、假焊、虚焊等不良现象。
 834
0
834
0
一种高能量密度纽扣锂离子电池制作方法,包括冲片、热熔、叠片、焊接,以及烘烤、注液、封口、陈化和预充。其中:冲片是用刀模将正、负极冲成小片,热熔是将正极片与隔膜做成正极片-隔膜复合体,叠片是将正极片-隔膜复合体与负极片交替叠在一起做成极组并贴胶,焊接是在极组与正极盖接触的一面叠加上与正极片形状相同的铝箔,然后将铝箔的极耳与正极片的极耳焊接在一起,再将负极片的极耳与镍带焊在一起,入壳后把镍带与负极壳焊一起。经过烘烤、注液、封口、陈化、预充,从而做成完整的纽扣锂离子电池。本发明与现行工艺相比,可以充分利用壳的空间,能量密度高;热熔做成的正极片-隔膜复合体,防止了正、负极片接触而导致的短路,安全性高。
 933
0
933
0
本发明公开了一种锂离子电池阴极片的去毛刺方法,其通过碱性物质与铝的化学反应除去阴极集流体切割边缘的毛刺。本发明通过化学处理的方法,在不影响阴极片边缘形状且保持阴极膜片涂层完整的情况下,将阴极集流体的切割毛刺去除,因此阴、阳极片之间的隔离膜不会被刺破,阴极集流体不会与阳极膜片接触短路,从而有效保证锂离子电池的安全。
 878
0
878
0
本发明涉及锂离子电池制备方法技术领域,特指一种锂离子电池的负电极的制备方法。该制备方法包括如下步骤:第一步:混干粉,将羟甲基纤维素钠干粉和石墨粉一起混合,并低速分散0.6-1.5小时;第二步:加水,分三次每隔0.8-1.2小时每次加入水总量的30%;第三步:将上述混合物高速搅拌至少2.5小时后加入作为粘结剂的丁苯橡胶低速分散1小时;第四步:将第三步得到的混合物涂布在作为负电极集流体的铜箔上,干燥后即可。本发明采用上述技术方案后,在制备负电极集流体上的涂布膜片时,其制造工艺总用时大约为7小时,相对于目前的其制作时间,本发明制备时间大大降低,可进一步提高生产效率,并且提高设备的利用率,节省操作人员的劳动强度。
 924
0
924
0
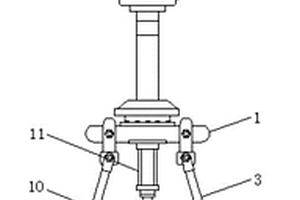
本实用新型公开了一种锂离子电池卷芯夹取装置,包括主体、弹簧和软质层,所述主体的顶端安置有第一气缸,且第一气缸的顶端固定有活动套筒。该锂离子电池卷芯夹取装置设置有弹簧,通过弹簧让左、右两夹持块之间相互进行弹性连接,弹簧具有一个缓冲保护的效果,可对夹持块内侧的夹持物品进行保护,防止被夹卷芯出现过度夹伤的情况发生,凹槽为圆弧状,且凹槽的内壁通过粘接连接有软质层,而且软质层的外壁等距分布有防滑凸起,软质层的设计避免了电池卷芯夹取过程中与夹持块内壁的直接接触,保证了卷芯的完整性,且防滑凸起的设计进一步增加了夹持块与内侧被夹电池卷芯间的摩擦力,避免了产生滑落等,保证了被夹卷芯夹取过程中的稳定性。
 739
0
739
0
本实用新型公开了一种高效的锂离子电池加工搅拌设备,包括第一横板,第一横板顶部的两侧均固定连接有滑杆,滑杆的顶部固定连接有第二横板,滑杆的表面活动连接有滑块,滑块的表面固定连接有第三横板,第二横板的顶部固定连接有气缸。本实用新型通过设置第一横板、滑杆、第二横板、滑块、第三横板、气缸、第四横板、电机、活动柱、盖板、壳体、搅拌叶、第一固定块、固定杆、拉环和卡杆的配合使用,解决了现有的高效搅拌设备在使用过程中壳体无法固定,容易移动,从而造成使用者使用不方便的问题,该高效的锂离子电池加工搅拌设备,具备方便固定的优点,提高了高效搅拌设备的实用性。
 935
0
935
0
本实用新型涉及电池配件技术领域,尤其是指一种小型锂电池保护板,其包括FPC本体、软性连接部、设置在FPC本体一端的元器件安装部以及设置在元器件安装部一侧的焊盘安装部;所述元器件安装部通过软性连接部与所述焊盘安装部连接;所述元器件安装部的背部以及所述焊盘安装部的背部均设置有补强板。本实用新型结构新颖,设计巧妙,可以提高强度,能够实现电子元器件和焊盘的单面布线以及单面贴片,在软性连接部的结构下,方便将布线后的所述元器件安装部和所述焊盘安装部折叠起来,充分利用空间,解决锂电池保护板生产工艺困难和成本高问题,同时避免两面布元器件引起的结构干涉问题。
 1059
0
1059
0
本实用新型公开了一种锂离子电池极片的卷绕装置,包括底座,底座上固定安装有第一侧板,第一侧板上固定嵌入有轴承,轴承内过盈配合有转轴,转轴的一端转动设置有电机,电机与第一侧板固定安装,转轴上滑动套设有缠绕辊,缠绕辊的内壁上固定连接有限位块,转轴上设置有限位槽,限位块与限位槽滑动设置,转轴的一端滑动设置有轴套,缠绕辊的两端分别与第一侧板和轴套紧贴。该锂离子电池极片的卷绕装置,通过轴套的安装拆卸,使得缠绕辊能够快速的进行装配,同时又能够保证转轴转动的稳定性,再通过两个橡胶辊的拉扯抵实,保证收卷的稳定性。
中冶有色为您提供最新的广东东莞有色金属材料制备及加工技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


 2025年07月09日 ~ 11日
2025年07月09日 ~ 11日  2025年07月11日 ~ 13日
2025年07月11日 ~ 13日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月17日 ~ 19日
2025年07月17日 ~ 19日 









































































