权利要求书:
1.一种球磨机人孔本体上断螺杆取出的焊接结构,所述球磨机包括球磨机筒体(3),球磨机筒体(3)上开设有人孔并在人孔边沿开设多个螺纹孔(9),螺纹孔(9)内侧设置丝牙(6),若干顶部低于螺纹孔(9)孔口的所述断螺杆(4)螺纹连接在螺纹孔(9)内侧,其特征在于:所述焊接结构包括T型内套(5)、螺杆延长焊接件(2)和配套螺帽(1);所述T型内套(5)设置在螺纹孔(9)内,其底部与断螺杆(4)顶部相抵接触,其顶部设置所述配套螺帽(1);所述螺杆延长焊接件(2)设置在T型内套(5)和配套螺帽(1)的内孔内,其由焊丝焊接而成,其底部和外侧分别与断螺杆(4)顶部及T型内套(5)和配套螺帽(1)内侧焊接固定。
2.根据权利要求1所述的一种球磨机人孔本体上断螺杆取出的焊接结构,其特征在于:所述T型内套(5)采用钢管机械加工而成,其外径小于断螺杆(4)直径,其壁厚1.5~2mm。
3.根据权利要求1所述的一种球磨机人孔本体上断螺杆取出的焊接结构,其特征在于:所述配套螺帽(1)采用圆钢机械加工而成。
4.根据权利要求1所述的一种球磨机人孔本体上断螺杆取出的焊接结构,其特征在于:所述T型内套(5)与配套螺帽(1)的内径相同。
说明书: 一种球磨机人孔本体上断螺杆取出的焊接结构技术领域[0001] 本实用新型涉及焊接技术领域,尤其涉及一种球磨机人孔本体上断螺杆取出的焊接结构及工艺。背景技术[0002] 球磨机是物料被破碎之后,再进行粉碎的关键设备,也是企业选矿的核心设备,比如MQY4675型球磨机,其筒体材质为Q345,自重约300T,该类型球磨机本体主要组成部分有:轴颈、端盖、筒体等。如图1所示,球磨机本体包括球磨机筒体3,球磨机筒体3上对称设计有人孔,工作人员可以通过人孔进出筒体内部和长期观察内部运转情况;人孔边沿的筒体上对称设置螺纹孔9,为防止生产过程中人孔处出现渗水渗料现象,通常将人孔盖板7通过锁紧螺杆8与螺纹孔9对称固定连接筒体3本体上.因为筒体3内壁上安装耐磨层,锁紧螺杆8通常不是贯穿筒体连接,而是把锁紧螺杆安装在筒体3上,由于筒体内的磨矿介质和矿石在离心力和摩擦力的作用下,被筒体衬板提升到一定的高度,然后脱离筒壁自由泻落或抛落,使矿石受到冲击和磨剥作用而粉碎,长期的满负荷重载荷的运转,直接导致锁紧螺杆8部分出现断螺杆4,有的断螺杆高于筒体本体可以采用机械工具取出更换新螺杆,有的断螺杆出现在筒体本体内部(如图4所示)则无法直接采用机械工具取出。断螺杆如果不及时取出并更换新锁紧螺杆,人孔盖板覆盖在筒体开孔处就会出现渗水渗料情况,严重影响生产节奏。若对筒体壁内的断螺杆采用常规的切割、机械工具的扳、敲、锤、钻等方法,将无法不破坏本体取出,进而会对球磨机的正常生产带来安全隐患。
实用新型内容[0003] 针对背景技术中存在的球磨机人孔处螺纹孔内的断螺杆难以取出的问题,本实用新型提供了一种球磨机人孔本体上断螺杆取出的焊接结构及工艺,能够快速实施完成球磨机人孔本体上断螺杆的取出,节约设备运转时间,降低采购成本,减少长时间停机损失,为球磨机合理组产提供保障。[0004] 本实用新型解决技术问题的技术方案具体如下:[0005] 本实用新型一种球磨机人孔本体上断螺杆取出的焊接结构,所述球磨机包括球磨机筒体,球磨机筒体上开设有人孔并在人孔边沿开设多个螺纹孔,螺纹孔内侧设置丝牙,若干顶部低于螺纹孔孔口的所述断螺杆螺纹连接在螺纹孔内侧;所述焊接结构包括T型内套、螺杆延长焊接件和配套螺帽;所述T型内套设置在螺纹孔内,其底部与断螺杆顶部相抵接触,其顶部设置所述配套螺帽;所述螺杆延长焊接件设置在T型内套和配套螺帽的内孔内,其由焊丝焊接而成,其底部和外侧分别与断螺栓杆顶部及T型内套和配套螺帽内侧焊接固定。[0006] 进一步地,所述T型内套采用钢管机械加工而成,其外径小于断螺杆直径,其壁厚1.5~2mm。
[0007] 进一步地,所述配套螺帽采用圆钢机械加工而成。[0008] 进一步地,所述T型内套与配套螺帽的内径相同。[0009] 本实用新型一种球磨机人孔本体上断螺杆取出的焊接工艺,所述球磨机包括球磨机筒体,球磨机筒体上开设有人孔并在人孔边沿开设多个用于通过锁紧螺杆安装人孔盖板的螺纹孔,螺纹孔内侧设置丝牙并与锁紧螺杆连接,若干锁紧螺杆断裂形成顶部低于螺纹孔孔口的断螺杆,其特征在于:将断螺杆顶部污渍清理干净并打磨露出金属光泽,恢复断螺杆上方螺纹孔的丝牙,然后在螺纹孔内安装T型内套,焊接螺杆延长焊接件并使得螺杆延长焊接件外侧及底部分别与T型内套和断螺杆顶部熔合一起,在T型内套顶部表面设置配套螺帽,然后继续焊接螺杆延长焊接件并使得螺杆延长焊接件外侧与配套螺帽焊接牢固,再用常规活动扳手在不破坏本体情况下锁紧配套螺帽,再逆时针方向旋转螺杆延长焊接件连同T型内套和断螺杆一起从螺纹孔内取出。
[0010] 进一步地,所述断螺杆取出方式具体如下:[0011] 步骤一、焊前准备:[0012] 1.1)、焊接设备:数字化控制逆变式手工直流氩弧焊机,焊接材料采用ER50?6焊丝;[0013] 1.2)、焊接位置:平焊;[0014] 1.3)、焊前要求:焊接位置区域不得有油污、氧化层和水分,需露出金属光泽;[0015] 1.4)、焊接技术要求:堆焊层熔合保护丝牙内套和底层熔合;[0016] 1.5)、焊件材质:8.8级高强螺杆;[0017] 1.6)、辅助设施:样板、放大镜、面罩、手套、清渣锤、锤子、凿子、锉刀、钢丝刷、砂纸、钢直尺、水平尺、活动板手、直磨机、角向磨光机、钢丝钳、钢锯条、劳动防护用品;[0018] 1.7)、焊接工艺参数:根据焊接设备、焊接材料、焊件材质以及焊接要求制定焊接参数;[0019] 步骤二、实施操作:[0020] 2.1)、把存在断螺杆的位置通过球磨机筒体转动至水平位置,使用氧·乙炔火焰去除在断螺杆位置处的水分、油污等污渍,再通过砂布或磨削砂轮机打磨除锈,然后采用角磨机对断螺杆顶部进行清理,待断螺杆上表面打磨平整并透出光亮后,采用手工机械工具恢复螺纹孔上部的丝牙,然后安装一个与螺纹孔适配的T型内套,确保T型内套底部与断螺杆顶部相抵接触,然后通过数字化控制逆变式手工直流氩弧焊机实施螺杆延长焊接件的焊接;[0021] 2.2)、打底层焊接时,自T型内套与断螺杆顶部交界处开始,焊接顺序以圆圈形自外向内依次操作焊接,电弧引燃后在焊件开始的地方预热3?5秒,形成熔池后开始送丝,焊接方法小月牙型,因焊丝焊枪在螺纹孔内焊接,焊丝跟焊件表面水平夹角为70?90°,焊枪跟焊件的水平夹角为80?95°;打底层焊接完成并检测无任何焊接缺陷后,再进行堆焊,焊接顺序与打底层一致,堆焊层必须熔合好T型内套并控制层间温度,确保T型内套本体外侧不能熔化以保护丝牙,堆焊层各层之间不能产生任何焊接缺陷,待堆焊层焊接延长至螺纹孔外以后,焊丝跟焊件表面水平夹角为20?35°,焊枪跟焊件的水平夹角为70?85°,确保焊丝送入均匀,使得整体焊接的螺杆延长焊接件为圆柱形,并与T型内套内侧牢固连接;[0022] 2.3)、待焊接的螺杆延长焊接件顶部接近T型内套顶部时,采用角磨机修磨堆焊层外侧,再将配套螺帽设置在T型内套顶部表面,使得配套螺帽和T型内套相对应,然后继续螺杆延长焊接件的焊接,底层焊接熔合好螺杆延长焊接件已焊接的圆柱形上表面,堆焊层熔合好配套螺帽内侧,焊接方法、焊接顺序、焊接角度等同底层焊接,使得最终焊接形成的螺杆延长焊接件分别与断螺栓杆顶部及T型内套和配套螺帽内侧牢固连接;[0023] 2.4)、全部焊接完成后进行冷却,最后采用常规活动扳手在不破坏本体情况下锁紧配套螺帽,然后逆时针方向旋转螺杆延长焊接件连同T型内套和断螺杆一起取出,交付使用。[0024] 进一步地,所述焊接设备为型号为HT400D或HT500D数字化控制逆变式手工直流氩弧焊机。[0025] 进一步地,打底层焊接时,焊丝采用直径2.0mm的ER50?6焊丝,焊接电流为90~130A,电弧电压为24±1,钨极棒直径为2.0mm;堆焊层焊接时,焊丝采用直径3.0mm的ER50?6焊丝,焊接电流为140~160A,电弧电压为26±1,钨极棒直径为2.5mm。
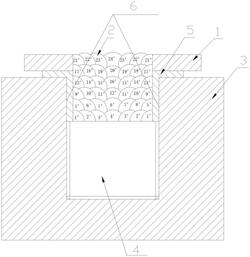
[0026] 相对于现有技术,本实用新型所述的一种球磨机人孔本体上断螺杆取出的焊接结构及配套的焊接工艺,其易于实施,焊接质量稳定、投资费用较低,在不破坏球磨机筒体本体的情况下,能够将螺纹孔内的断螺杆轻松取出,满足现场的实际需求,工作效率高,有效减少长时间停机损失,为球磨机合理组产提供有力保障。附图说明[0027] 图1为本实用新型中球磨机筒体上人孔盖板连接的示意图;[0028] 图2为本实用新型中螺纹孔内断螺杆的示意图;[0029] 图3为本实用新型中焊接结构的示意图;[0030] 图4为本实用新型中螺杆延长焊接件的焊接示意图;[0031] 图中:1、配套螺帽;2、螺杆延长焊接件;3、球磨机筒体;4、断螺杆;5、T型内套;6、丝牙;7、人孔盖板;8、锁紧螺杆;9、螺纹孔。具体实施方式[0032] 下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。除非另作定义,此处使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开专利申请说明书以及权利要求书中使用的“上”、“下”、“左”、“右”、“前”、“后”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也相应地改变;“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。本实用新型未详述之处,均为本技术领域技术人员的公知技术。[0033] 实施例1:[0034] 如图1至图3所示,本实用新型一种球磨机人孔本体上断螺杆取出的焊接结构,所述球磨机包括球磨机筒体3,球磨机筒体3上开设有人孔并在人孔边沿开设多个螺纹孔9,螺纹孔9内侧设置有用于安装锁紧螺杆8的丝牙6,人孔盖板7通过锁紧螺杆8安装在球磨机筒体3上。球磨机长期运行后,若干锁紧螺杆8断裂后形成顶部低于螺纹孔9孔口的所述断螺杆4,断螺杆4螺纹连接在螺纹孔9内侧,为便于断螺杆4的取出,现设计一种焊接结构,该结构包括T型内套5、螺杆延长焊接件2和配套螺帽1;所述T型内套5设置在螺纹孔9内,其底部与断螺杆4顶部相抵接触,其顶部设置所述配套螺帽1;所述螺杆延长焊接件2设置在T型内套5和配套螺帽1的内孔内,其由焊丝采用手工氩弧焊焊接而成,其底部和外侧分别与断螺栓杆
4顶部及T型内套5和配套螺帽1内侧焊接固定。
[0035] 应用时,将断螺杆4顶部污渍清理干净并打磨露出金属光泽,恢复断螺杆4上方螺纹孔9的丝牙6,然后在螺纹孔9内安装T型内套5,焊接螺杆延长焊接件2并使得螺杆延长焊接件2外侧及底部分别与T型内套5和断螺杆4顶部熔合一起,在T型内套5顶部表面设置配套螺帽1,然后继续焊接螺杆延长焊接件2并使得螺杆延长焊接件2外侧与配套螺帽1焊接牢固,再用常规活动扳手在不破坏本体情况下锁紧配套螺帽1,再逆时针方向旋转螺杆延长焊接件2连同T型内套5和断螺杆4一起从螺纹孔9内取出。[0036] 本实施例中,所述T型内套5采用钢管机械加工而成,其外径小于断螺杆4直径,其壁厚1.5~2mm,内贴在丝牙6外侧,防止丝牙6在焊接时被破坏,另外T型内套5垂直放置在断螺杆4上表面,在焊接时跟螺杆延长焊接件2堆焊熔合一起。[0037] 本实施例中,所述配套螺帽1采用圆钢机械加工而成,配套螺帽1内径大于螺杆延长焊接件2外径,能够满足焊接安装在螺杆延长焊接件2上,配套螺帽1外侧形状呈6方体,任意两个平面满足常规活动扳手插入,便于拆卸。[0038] 本实施例中,所述T型内套5与配套螺帽1的内径相同,便于与螺杆延长焊接件2焊接连接。[0039] 实施例2:[0040] 如图1?4所示,本实用新型一种球磨机人孔本体上断螺杆取出的焊接工艺,对应实施例1所述的焊接结构,所述球磨机包括球磨机筒体3,球磨机筒体3上开设有人孔并在人孔边沿开设多个用于通过锁紧螺杆8安装人孔盖板7的螺纹孔9,螺纹孔9内侧设置丝牙6并与锁紧螺杆8连接,若干锁紧螺杆8断裂形成顶部低于螺纹孔9孔口的断螺杆4;将断螺杆4顶部污渍清理干净并打磨露出金属光泽,恢复断螺杆4上方螺纹孔9的丝牙6,然后在螺纹孔9内安装T型内套5,焊接螺杆延长焊接件2并使得螺杆延长焊接件2外侧及底部分别与T型内套5和断螺杆4顶部熔合一起,在T型内套5顶部表面设置配套螺帽1,然后继续焊接螺杆延长焊接件2并使得螺杆延长焊接件2外侧与配套螺帽1焊接牢固,再用常规活动扳手在不破坏本体情况下锁紧配套螺帽1,再逆时针方向旋转螺杆延长焊接件2连同T型内套5和断螺杆4一起从螺纹孔9内取出。[0041] 具体步骤如下:[0042] 步骤一、焊前准备:[0043] 1.1)、焊接设备:型号为HT400D或HT500D数字化控制逆变式手工直流氩弧焊机,焊接材料采用ER50?6焊丝;[0044] 1.2)、焊接位置:平焊;[0045] 1.3)、焊前要求:焊接位置区域不得有油污、氧化层和水分,需露出金属光泽;[0046] 1.4)、焊接技术要求:堆焊层熔合保护丝牙内套和底层熔合;[0047] 1.5)、焊件材质:8.8级高强螺杆;[0048] 1.6)、辅助设施:样板、放大镜、面罩、手套、清渣锤、锤子、凿子、锉刀、钢丝刷、砂纸、钢直尺、水平尺、活动板手、直磨机、角向磨光机、钢丝钳、钢锯条、劳动防护用品(工作服、鞋、帽、平光镜);[0049] 1.7)、焊接工艺参数:根据焊接设备、焊接材料、焊件材质以及焊接要求制定焊接参数;[0050] 手工钨极氩弧焊焊接工艺参数[0051]焊条型号 焊层 焊条直径/mm 焊接电流A 电弧电压/v 钨极棒直径。
ER50?6 打底层 φ2.0mm 90?130 24±1 φ2.0mm
ER50?6 堆焊层 φ3.0mm 140?160 26±1 φ2.5mm
[0052] 步骤二、实施操作:[0053] 2.1)、把存在断螺杆4的位置通过球磨机筒体3转动至水平位置,使用氧·乙炔火焰去除在断螺杆4位置处的水分、油污等污渍,再通过砂布或磨削砂轮机打磨除锈,然后采用角磨机对断螺杆4顶部进行清理,待断螺杆4上表面打磨平整并透出光亮后,采用手工机械工具恢复螺纹孔9上部的丝牙6,然后安装一个与螺纹孔9适配的T型内套5,确保T型内套5底部与断螺杆4顶部相抵接触,然后通过数字化控制逆变式手工直流氩弧焊机实施螺杆延长焊接件2的焊接;[0054] 2.2)、打底层焊接时,自T型内套5与断螺杆4顶部交界处开始,焊接顺序以圆圈形自外向内依次操作焊接(如图3和4所示的焊缝1’?4’的焊接顺序),电弧引燃后在焊件开始的地方预热3?5秒,形成熔池后开始送丝,焊接方法小月牙型,因焊丝焊枪在螺纹孔9内焊接,焊丝跟焊件表面水平夹角为70?90°,焊枪跟焊件的水平夹角为80?95°;打底层焊接完成并检测无任何焊接缺陷后,再进行堆焊,焊接顺序与打底层一致(如图3中焊缝5’~16’),堆焊层必须熔合好T型内套5并控制层间温度,确保T型内套5本体外侧不能熔化以保护丝牙6,堆焊层各层之间不能产生任何焊接缺陷,待堆焊层焊接延长至螺纹孔9外以后,即焊枪等可以在螺纹孔以外操作时,焊丝跟焊件表面水平夹角为20?35°,焊枪跟焊件的水平夹角为70?85°,确保焊丝送入均匀,使得整体焊接的螺杆延长焊接件2为圆柱形,并与T型内套5内侧牢固连接。
[0055] 2.3)、待焊接的螺杆延长焊接件2顶部接近T型内套5顶部时,采用角磨机修磨堆焊层外侧,再将配套螺帽1设置在T型内套5顶部表面,使得配套螺帽1和T型内套5相对应,然后继续螺杆延长焊接件2的焊接(如图3中焊缝17’~24’),底层焊接熔合好螺杆延长焊接件2已焊接的圆柱形上表面,堆焊层熔合好配套螺帽1内侧,焊接方法、焊接顺序、焊接角度等同底层焊接,使得最终焊接形成的螺杆延长焊接件2分别与断螺栓杆4顶部及T型内套5和配套螺帽1内侧牢固连接;[0056] 2.4)、全部焊接完成后进行冷却,最后采用常规活动扳手在不破坏本体情况下锁紧配套螺帽1,然后逆时针方向旋转螺杆延长焊接件2连同T型内套5和断螺杆4一起取出,交付使用。
声明:
“球磨机人孔本体上断螺杆取出的焊接结构” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1325
编辑:
来源:安徽马钢设备检修有限公司
1325
编辑:
来源:安徽马钢设备检修有限公司



 咨询细节
咨询细节














































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















