权利要求书: 1.一种
铝轧机出口吹扫装置,其特征在于:包括引流装置和集油箱,所述引流装置和铝箔紧贴设置,引流装置和铝箔表面呈一定角度设置,铝箔表面的油液可被斜面引导流动,引流装置包括上引流块和下引流块,所述上引流块末端与集油箱连接,所述下引流块上设置有引流槽,引流槽口与集油箱连接。
2.根据权利要求1所述铝轧机出口吹扫装置,其特征在于:所述上引流块和铝箔接触的末端设置有开口,开口平行于上引流块,且从内部贯穿于接触到油液的第一个面,开口的末端设置在集油箱集油口一侧。
3.根据权利要求2所述铝轧机出口吹扫装置,其特征在于:所述上引流块内部设置有出风口,出风口正对集油箱设置在开口的端面上。
4.根据权利要求3所述的铝轧机出口吹扫装置,其特征在于:所述上引流块的开口上端设置有引流滚筒,引流滚筒垂直表面设置有若干引流板,引流滚筒的一端与驱动电机连接。
5.根据权利要求1所述的铝轧机出口吹扫装置,其特征在于:所述下引流块底部设置有L形的挡板,挡板伸出下引流块设置,挡板与下引流块组合形成一个引流槽,引流槽的末端和集油箱的集油口相连。
6.根据权利要求5所述的铝轧机出口吹扫装置,其特征在于:所述下引流块的形状由靠近集油箱的一端向后端收束,整体呈现出一个斜面形状。
7.根据权利要求4所述的铝轧机出口吹扫装置,其特征在于:所述上引流块的一端与吹油装置连接,所述吹油装置包括吹风模块和加热模块,加热模块和吹风模块固定连接。
8.根据权利要求7所述的铝轧机出口吹扫装置,其特征在于:所述吹风模块上设置有高压风口,高压风口呈一定角度设置,且高压风口正对于上引流块的开口位置。
9.根据权利要求8所述的铝轧机出口吹扫装置,其特征在于:所述加热模块平行于吹风模块设置,加热模块设置有环形的内凹槽,内凹槽上设置有加热灯管。
10.根据权利要求9所述的铝轧机出口吹扫装置,其特征在于:所述上引流块、下引流块、加热模块和吹风模块共同固定连接在支撑杆上。
说明书: 一种铝轧机出口吹扫装置技术领域[0001] 本实用新型涉及工业清洁技术领域,特别涉及一种铝轧机出口吹扫装置。背景技术[0002] 铝箔轧机是一种主要用于铝箔轧制、加工的一套铝行业机械设备。然而,在近几年的生产过程中,铝箔轧机上装载轧制油的油箱内频繁出现明火,使得轧制油油箱内的局部温度升高,最高时可达到150℃,给生产和设备带来了重大的安全隐患,同时也影响了铝箔轧机的正常生产。[0003] 在铝带的冷轧或热轧生产过程中,需要用到乳化液对轧辊和铝带进行润滑,导致轧制结束后铝带表面会附着较多的乳化油,需要对铝带表面进行清理才能进行下一步加工工序。目前常用的清理方式是采用刮油橡胶条或除油辊来清理铝带表面,这种方式的清理过程中,容易发生刮油橡胶条变形导致清理不干净,或者除油辊表面附着较多油污,导致除油辊的除油能力下降,影响对铝带表面的除油效果。实用新型内容
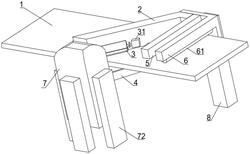
[0004] 针对背景技术中存在的技术问题,本实用新型的目的是提供一种铝轧机出口吹扫装置,能高效的去除铝箔表面的油污,同时在清理油污时油污不会随意流动。[0005] 为实现上述目的,本实用新型提供的技术方案为:[0006] 一种铝轧机出口吹扫装置,包括引流装置和集油箱,所述引流装置和铝箔紧贴设置,引流装置和铝箔表面呈一定角度设置,铝箔表面的油液可被斜面引导流动,引流装置包括上引流块和下引流块,所述上引流块末端与集油箱连接,所述下引流块上设置有引流槽,引流槽口与集油箱连接。[0007] 作为优选,所述上引流块和铝箔接触的末端设置有开口,开口平行于上引流块,且从内部贯穿于接触到油液的第一个面,开口的末端设置在集油箱集油口一侧。[0008] 作为优选,所述上引流块内部设置有出风口,出风口正对集油箱设置在开口的端面上。[0009] 作为优选,所述上引流块的开口上端设置有引流滚筒,引流滚筒垂直表面设置有若干引流板,引流滚筒的一端与驱动电机连接。[0010] 作为优选,所述下引流块底部设置有L形的挡板,挡板伸出下引流块设置,挡板与下引流块组合形成一个引流槽,引流槽的末端和集油箱的集油口相连。[0011] 作为优选,所述下引流块的形状由靠近集油箱的一端向后端收束,整体呈现出一个斜面形状。[0012] 作为优选,所述上引流块的一端与吹油装置连接,所述吹油装置包括吹风模块和加热模块,加热模块和吹风模块固定连接。[0013] 作为优选,所述吹风模块上设置有高压风口,高压风口呈一定角度设置,且高压风口正对于上引流块的开口位置。[0014] 作为优选,所述加热模块平行于吹风模块设置,加热模块设置有环形的内凹槽,内凹槽上设置有加热灯管。[0015] 作为优选,所述上引流块、下引流块、加热模块和吹风模块共同固定连接在支撑杆上。[0016] 本实用新型具有如下优点和有益效果:[0017] 一、本实用新型中,需要对铝轧机出口吹扫时,将整个装置放在铝箔上,上引流块和下引流块贴合在铝箔上,当铝箔在轧机上运动时,油液在加热模块的作用下逐渐软化,软化后的油液在上引流块的斜面作用下,往开口方向流动,此时正对着开口方向的吹风模块将油液往开口处吹,同时引流滚筒转动,将多余的油液也卷入开口中,开口中的油液通过吹风口吹入到集油箱中,铝箔下端的油液碰到下引流块时,斜面和重力作用下,滴入下引流块的凹槽内,凹槽中的油液通过斜面流入集油槽中,当铝箔加工完成后,可拆下集油箱进行清洗。[0018] 二、本实用新型中,下引流块整体为斜面形状,利于油液的流动。[0019] 三、本实用新型中,通过多种引流方法,将铝箔表面的油液引导至集油箱中,结构简单,操作便利。附图说明[0020] 图1为本实用新型提供的铝轧机出口吹扫装置的三维图;[0021] 图2为本实用新型提供的铝轧机出口吹扫装置的上引流块开口结构图;[0022] 图3为本实用新型提供的铝轧机出口吹扫装置的上引流块结构图;[0023] 图4为本实用新型提供的铝轧机出口吹扫装置的下引流块结构图;[0024] 图5为本实用新型提供的铝轧机出口吹扫装置的引流槽位置图;[0025] 图6为本实用新型提供的铝轧机出口吹扫装置的吹油装置结构图;[0026] 图7为本实用新型提供的铝轧机出口吹扫装置的集油箱结构图;[0027] 图8为本实用新型提供的铝轧机出口吹扫装置的内部结构图;[0028] 图标:1?铝箔,2?上引流块,21?开口,22?出风口,3?引流滚筒,31?驱动电机,32?引流板,4?下引流块,41?挡板,42?引流槽,5?吹风模块,51?高压风口,6?加热模块,61?加热灯管,7?集油箱,71?集油口,72?稳定杆,8?支撑杆。具体实施方式[0029] 为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。[0030] 因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。[0031] 实施例[0032] 一种铝轧机出口吹扫装置,其特征在于:包括引流装置和集油箱,所述引流装置和铝箔1紧贴设置,引流装置和铝箔1表面呈一定角度设置,铝箔1表面的油液可被斜面引导流动,引流装置包括上引流块2和下引流块4,所述上引流块2末端与集油箱7连接,所述下引流块4上设置有引流槽42,引流槽口42与集油箱7连接。[0033] 铝轧机的铝箔1加工时油液往往会附着在表面,对轧机和铝箔质量带来一定影响,本实用新型中用上引流块2、下引流块4和吹油装置,将铝箔1表面的油液进行清理,减少油液带来的安全隐患的同时,保证铝箔1的生产质量。[0034] 作为本实用新型的一种优选方式,具体的:[0035] 如图2所示,上引流块2包括开口21和出风口22,上引流块2上设置有三个斜面,其中最大的斜面上设置有开口21,开口21的平行于斜面设置,开口21中设置有出风口22,开口21斜面用来将油液引导至开口21中,出风口22吹出气流,推动油液在开口21能流动。
[0036] 如图3所示开口21的上端设置有引流滚筒3,引流滚筒3上设置有四个垂直于圆周面的引流板32,引流滚筒3上的引流板32底端设置有软毛,软毛贴合于铝箔1设置,软毛可对铝箔1表面进行刮刷,引流滚筒3的一端设置有驱动电机31,驱动电机31带动引流滚筒3进行转动,引流滚筒3的转动带动引流板32同步进行转动,将油液卷入开口21中。[0037] 如图4、图5所示,下引流块4上设置有L形挡板41,L形挡板41和下引流块4固定连接,并且共同组合出一个引流槽42,下引流块4靠近集油箱7的一端(图中所示A)高度较高,而后逐渐递减,呈现出一个斜面形状,便于油液在引流槽42中流动。[0038] 如图1所示,上引流块2和下引流块4紧贴铝箔1设置,且铝箔1能在其中正常的运动。[0039] 如图6所示,吹油装置包括吹风模块5和加热模块6,吹风模块5垂直于铝箔1的进给方向设置,吹风模块5上的高压风口51采用倾斜结构设计,高压风口51设置在吹风模块5的前端位置,高压风口51正对于上引流块2中的开口21位置,便于将油液吹进开口21中。[0040] 如图6所示,加热模块6垂直于铝箔1的进给方向设置,且加热模块6与吹风模块5固定连接,加热模块6设置在吹风模块5的前面,加热模块6上设置有加热灯管61,加热灯管61底面伸出加热模块6,用于将油液加热软化。[0041] 如图7所示,集油箱7设置有集油口71和稳定杆72,集油口71的上端紧贴于上引流块2,集油口71的下端紧贴下引流块4的底面,稳定杆72设置在除去集油口71端面的另外三个端面上,可将油液引导至集油箱7内。[0042] 如图8所示,上引流块2和下引流块4固定连接在吹油装置上,并且所有装置共同固定在支撑杆8上。[0043] 作为本实用新型的另一种优选方式:移除驱动电机31,其余结构不变,调整高压风口51正对引流滚筒3的引流板32,当铝箔1在生产过程中,油液通过加热模块6软化,碰到上引流块1的斜面,流到引流滚筒3前时,高压风口51向引流板32吹风,带动引流滚筒3转动,将油液卷入开口21中。[0044] 工作原理:需要对铝轧机出口吹扫时,将整个装置放在铝箔1上,上引流块2和下引流块4贴合在铝箔1上,当铝箔1在轧机上运动时,油液在加热模块6的作用下逐渐软化,软化后的油液在上引流块2的斜面作用下,往开口21方向流动,此时正对着开口21方向的吹风模块5将油液往开口21处吹,同时引流滚筒3转动,引流滚筒3上的引流板32同步转动,将多余的油液也卷入开口21中,开口21中的油液通过出风口22吹入到集油箱7中,铝箔1下端的油液碰到下引流块4时,在下引流块4斜面和重力作用下,油液滴入下引流块4的引流槽42内,引流槽42中的油液通过斜面流入集油口71中,当铝箔1加工完成后,可拆下集油箱7进行清洗。[0045] 以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
声明:
“铝轧机出口吹扫装置” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1178
编辑:管理员
来源:云南浩鑫铝箔有限公司
1178
编辑:管理员
来源:云南浩鑫铝箔有限公司



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日