权利要求书: 1.一种适用双机联动的超大型轴类楔横轧机的液压压下系统,其特征在于,包括:第一轧机液压压下系统、第二轧机液压压下系统以及恒压油源;第一轧机液压压下系统包含:第一轧机压下装置、第一轧机轧辊平衡液压装置、第一轧机预应力液压装置;第二轧机液压压下系统包含第二轧机压下装置、第二轧机轧辊平衡液压装置、第二轧机预应力液压装置;
其中,第一轧机压下装置和第二轧机压下装置组成压下装置,第一轧机轧辊平衡液压装置和第二轧机轧辊平衡液压装置组成平衡装置,第一轧机预应力液压装置和第一轧机预应力液压装置组成预应力装置;压下装置分布在牌坊和上轴承座上,平衡装置分布在压下装置的两端,并与平衡梁连接,预应力装置分布在上轴承座和下轴承座之间;恒压油源用于供油至第一轧机液压压下系统和第二轧机液压压下系统;
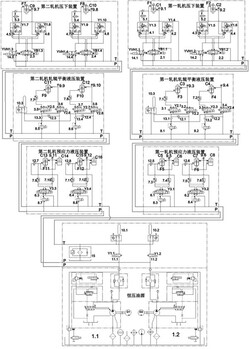
恒压油源包括第一恒压油源和第二恒压油源,第一恒压油源供油第一轧机液压压下系统,第二恒压油源供油第二轧机液压压下系统;在第一恒压油源和第二恒压油源的出油口设置第一蓄能器和第二蓄能器,用来吸收第一恒压油源和第二恒压油源中液压泵产生的压力和流量脉动;第一二位二通电磁换向阀一端通过油管联接至第一蓄能器的出油口,另一端通过油管与第一轧机液压压下系统的主压力油管相连,第一蓄能器的回油口通过油管联接至回油箱;第二二位二通电磁换向阀一端通过油管联接至第二蓄能器的出油口,另一端通过油管与第二轧机液压压下系统的主压力油管相连,第二蓄能器的回油口通过油管联接至回油箱;
第一轧机压下装置包括第一传动侧压下装置和第一操作侧压下装置;第一轧机轧辊平衡液压装置包括第一传动侧轧辊平衡液压装置和第一操作侧轧辊平衡液压装置;第一轧机预应力液压装置包括第一传动侧预应力液压装置和第一操作侧预应力液压装置;其中,第一传动侧压下装置、第一操作侧压下装置、第一传动侧轧辊平衡液压装置、第一操作侧轧辊平衡液压装置、第一传动侧预应力液压装置、第一操作侧预应力液压装置分别连接主压力油管和主回油管;
第一传动侧压下装置和第一操作侧压下装置采用电磁球阀控制插装阀的组合节流调速回路;
第一传动侧轧辊平衡液压装置和第一操作侧轧辊平衡液压装置采用差动控制,在力控制和位置控制两种工作状态进行切换选择;
对第一传动侧压下装置和第一操作侧压下装置位置闭环和压力闭环进行协同控制;对第一传动侧轧辊平衡液压装置和第一操作侧轧辊平衡液压装置位置闭环和压力闭环进行协同控制;对第一传动侧预应力液压装置和第一操作侧预应力液压装置位置闭环和压力闭环进行协同控制;
第一传动侧压下油缸的无杆腔和第二插装阀的B口之间的油管上并联连接有第一比例溢流阀;
第一操作侧压下油缸的无杆腔和第四插装阀的B口之间的油管上并联连接有第二比例溢流阀。
2.如权利要求1所述的适用双机联动的超大型轴类楔横轧机的液压压下系统,其特征在于,第一轧机液压压下系统的轧机力能参数如下:正常轧制力为3300KN,最大轧制力为
4950KN;第二轧机液压压下系统的轧机力能参数如下:正常轧制力为3600KN,最大轧制力为
5400KN。
说明书: 一种适用双机联动的超大型轴类楔横轧机的液压压下系统技术领域[0001] 本发明属于楔横轧制技术领域,具体涉及一种适用双机联动的超大型轴类楔横轧机的液压压下系统。背景技术[0002] 楔横轧是一种高效清洁的零件塑性成形技术,其工艺适用于带旋转体的轴类零件的生产,它不仅能代替粗车工艺来生产各种轴类零件,而且也能为各种模锻零件提供周密的模锻毛坯。其工艺特点:(1)具有高的生产效率;(2)材料利用率高;(3)模具寿命高;(4)产品质量好。[0003] 为适应生产需求,同时针对现有快锻工艺生产效率低、耗材多、成本高、污染重等技术局限性,提出采用高效清洁的楔横轧技术方案以制备超大型轴类零件,研发目前世界上最大的楔横轧机;同时兼顾到轧机刚度、轧辊强度、产品尺寸精度,以保证超大型轴类零件的高效高质量生产。[0004] 而按照传统轧机的设计思路来设计超大型轴类楔横轧机,会导致轧机结构巨大,极大地增加制造成本,同时产品的成品率难以保证,因此采用双机联动的楔横轧机来制备超大型轴类零件,轧机采用双机架串联排列,可实现轧件两道次精确轧制,保证了轧机刚度高、承载能力大、几何精度控制高、可靠性高的同时极大地提高超大型轴类零件的成形效率和精度。[0005] 为保证超大轴件的最终尺寸精度,需要满足两机架压下系统的大压力压下、快速响应和高精度协同控制。如果采用电动压下需要分别控制四台电机,难以满足大压力压下以及协同控制精度,而液压压下可以实现一套液压泵同时控制两台轧机的压下,压下力大,而液压压下装置因其惯性小、动作速度快,且灵敏度高,可以使压下系统获得较高的精度,而且能够很好进行尺寸偏差的控制,以保证车轴的成品率。[0006] 超大型轴类楔横轧机因其尺寸和质量的原因难以消除有关零件间的配合间隙,同时需要根据产品轧制规格,快速更换轧辊或模具,满足不同规格产品轧制节奏的需求,而设置轧辊平衡装置的目的就是为了消除在轧制过程中,因工作机架中有关零件间的配合间隙所造成的冲击现象,以保证轧件的轧制精度。液压式平衡装置结构紧凑,适于各种高度的上轧辊的平衡,能满足超大型车轴几何尺寸精度控制的要求;同时拆卸方便,可以显著加快换辊过程,利于快速换辊系统的工作。[0007] 采用超大型楔横轧机制备轴类零件也对轧机的机架刚度提出更高要求,直接决定产品外形尺寸和精度。用预应力法来提升轧机的机架刚度属于较为经济的方法,传统楔横轧机预应力装置主要是在上下轧辊轴承座中增加高度可调的支撑柱,支撑柱的压应力获取途径主要依靠压下装置中电机、蜗轮蜗杆机构、压下螺纹副结构共同实现,这种方式结构简单、控制方便,但是仅仅能在需求较小预应力效果的楔横轧机上运用,而针对超大型车轴楔横轧机来说,因轧制力数值较大,传统结构形式难以满足该轧制力的预应力要求。发明内容[0008] 本发明要解决的技术问题是,提供一种适用双机联动的超大型轴类楔横轧机的液压压下系统,以满足双机联动的楔横轧机制备超大型轴类零件时的工作需求,满足压下系统高压大流量的大型轴类楔横轧机的双机联动工作的需求,满足了超大型轴类楔横轧机轧制力数值较大的情况下所需的大预应力要求,确保了轧制过程中轧机机架的预应力大小恒定,同时达到节能的效果。[0009] 为实现上述目的,本发明提供了如下方案:[0010] 一种适用双机联动的超大型轴类楔横轧机的液压压下系统,包括:第一轧机液压压下系统、第二轧机液压压下系统以及恒压油源;第一轧机液压压下系统包含:第一轧机压下装置、第一轧机轧辊平衡液压装置、第一轧机预应力液压装置;第二轧机液压压下系统包含第二轧机压下装置、第二轧机轧辊平衡液压装置、第二轧机预应力液压装置;[0011] 其中,第一轧机压下装置和第二轧机压下装置组成压下装置,第一轧机轧辊平衡液压装置和第二轧机轧辊平衡液压装置组成平衡装置,第一轧机预应力液压装置和第二轧机预应力液压装置组成预应力装置;压下装置分布在牌坊和上轴承座上,平衡装置分布在压下装置的两端,并与平衡梁连接,预应力装置分布在上轴承座和下轴承座之间;恒压油源用于供油至第一轧机液压压下系统和第二轧机液压压下系统。[0012] 作为优选,恒压油源包括第一恒压油源和第二恒压油源,第一恒压油源供油第一轧机液压压下系统,第二恒压油源供油第二轧机液压压下系统;在第一恒压油源和第二恒压油源的出油口设置第一蓄能器和第二蓄能器,用来吸收第一恒压油源和第二恒压油源中液压泵产生的压力和流量脉动。[0013] 作为优选,第一二位二通电磁换向阀一端通过油管联接至第一蓄能器的出油口,另一端通过油管与第一轧机液压压下系统的主压力油管相连,第一蓄能器的回油口通过油管联接至回油箱;第二二位二通电磁换向阀一端通过油管联接至第二蓄能器的出油口,另一端通过油管与第二轧机液压压下系统的主压力油管相连,第二蓄能器的回油口通过油管联接至回油箱。[0014] 作为优选,第一轧机压下装置包括第一传动侧压下装置和第一操作侧压下装置;第一轧机轧辊平衡液压装置包括第一传动侧轧辊平衡液压装置和第一操作侧轧辊平衡液压装置;第一轧机预应力液压装置包括第一传动侧预应力液压装置和第一操作侧预应力液压装置;其中,第一传动侧压下装置、第一操作侧压下装置、第一传动侧轧辊平衡液压装置、第一操作侧轧辊平衡液压装置、第一传动侧预应力液压装置、第一操作侧预应力液压装置分别连接主压力油管和主回油管。
[0015] 作为优选,第一传动侧压下装置和第一操作侧压下装置采用电磁球阀控制插装阀的组合节流调速回路。[0016] 作为优选,第一传动侧轧辊平衡液压装置和第一操作侧轧辊平衡液压装置采用差动控制,在力控制和位置控制两种工作状态进行切换选择。[0017] 作为优选,对第一传动侧压下装置和第一操作侧压下装置位置闭环和压力闭环进行协同控制;对第一传动侧轧辊平衡液压装置和第一操作侧轧辊平衡液压装置位置闭环和压力闭环进行协同控制;对第一传动侧预应力液压装置和第一操作侧预应力液压装置位置闭环和压力闭环进行协同控制。[0018] 作为优选,第一轧机液压压下系统的轧机力能参数如下:正常轧制力为3300KN,最大轧制力为4950KN;第二轧机液压压下系统的轧机力能参数如下:正常轧制力为3600KN,最大轧制力为5400KN。[0019] 与现有技术相比本发明具有如下技术效果和优点:[0020] 1、本发明满足了双机联动的超大型轴类楔横轧机制备大型轴类零件时的工作需求;[0021] 2、本发明所设计的液压压下系统适用高压大流量的大型轴类楔横轧机的双机联动工作;[0022] 3、本发明所设计的液压装置方便了换辊操作,满足了超大型轴类楔横轧机轧制力数值较大的情况下所需的大预应力要求,确保了轧制过程中轧机机架的预应力大小恒定;[0023] 4、本发明所设计的液压压下系统的节能效果显著;[0024] 5、各装置中位置闭环和压力闭环的协同控制,保证了整个液压压下系统的控制精度。附图说明[0025] 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍。[0026] 图1为双机联动的超大型轴类楔横轧机的结构示意图;[0027] 图2为双机联动的超大型轴类楔横轧机的侧视图;[0028] 图3为双机联动的超大型轴类楔横轧机液压压下系统的液压原理图;[0029] 图4为第一轧机液压压下系统的液压原理图;[0030] 图5为装置恒压油源、回油箱以及蓄能器的油路图。[0031] 其中,1?压下装置,2?平衡装置,3?平衡梁,4?上轴承座,5?预应力装置,6?下轴承座,7?牌坊,1.1?第一恒压油源,1.2?第二恒压油源,2.1?第一伺服阀,2.2?第二伺服阀,2.3?第三伺服阀,2.4?第四伺服阀,3.1?第一二位四通比例换向阀,3.2?第二二位四通比例换向阀,3.3?第三二位四通比例换向阀,3.4?第四二位四通比例换向阀,3.5?第五二位四通比例换向阀,3.6?第六二位四通比例换向阀,3.7?第七二位四通比例换向阀,3.8?第八二位四通比例换向阀,4.1?第一插装阀,4.2?第二插装阀,4.3?第三插装阀,4.4?第四插装阀,
4.5?第五插装阀,4.6?第六插装阀,4.7?第七插装阀,4.8?第八插装阀,5.1?第一比例溢流阀,5.2?第二比例溢流阀,5.3?第三比例溢流阀,5.4?第四比例溢流阀,6.1?第一三位四通比例换向阀,6.2?第二三位四通比例换向阀,6.3?第三三位四通比例换向阀,6.4?第四三位四通比例换向阀,7.1?第一液控单向阀,7.2?第二液控单向阀,7.3?第三液控单向阀,7.4?第四液控单向阀,7.5?第五液控单向阀,7.6?第六液控单向阀,7.7?第七液控单向阀,7.8?第八液控单向阀,7.9?第九液控单向阀,7.10?第十液控单向阀,7.11?第十一液控单向阀,
7.12?第十二液控单向阀,8.1?第一比例减压阀,8.2?第二比例减压阀,8.3?第三比例减压阀,8.4?第四比例减压阀,8.5?第五比例减压阀,8.6?第六比例减压阀,8.7?第七比例减压阀,8.8?第八比例减压阀,9.1?第一压力
传感器,9.2?第二压力传感器,9.3?第三压力传感器,9.4?第四压力传感器,9.5?第五压力传感器,9.6?第六压力传感器,9.7?第七压力传感器,9.8、第八压力传感器,9.9?第九压力传感器,9.10?第十压力传感器,9.11?第十一压力传感器,9.12?第十二压力传感器,10.1?第一蓄能器,10.2?第二蓄能器,10.3?第三蓄能器,
11.1?第一二位二通电磁换向阀,11.2?第二二位二通电磁换向阀,12.1?第一溢流阀,12.2?第二溢流阀,12.3?第三溢流阀,12.4?第四溢流阀,12.5?第五溢流阀,12.6?第六溢流阀,
12.7?第七溢流阀,12.8?第八溢流阀,13.1?第一单向阀,13.2?第二单向阀,13.3?第三单向阀,13.4?第四单向阀,14.1?第一电磁球阀,14.2?第二电磁球阀,14.3?第三电磁球阀,
14.4?第四电磁球阀,15?回油箱,C1?第一传动侧压下油缸,C2?第一操作侧压下油缸,C3?第一平衡液压缸,C4?第二平衡液压缸,C5?第一预应力液压缸,C6?第二预应力液压缸,C7?第三预应力液压缸,C8?第四预应力液压缸,C9?第二传动侧压下油缸,C10?第二操作侧压下油缸,C11?第三平衡液压缸,C12?第四平衡液压缸,C13?第五预应力液压缸,C14?第六预应力液压缸,C15?第七预应力液压缸,C16?第八预应力液压缸,F1?第一位移传感器,F2?第二位移传感器,F3?第三位移传感器,F4?第四位移传感器,F5?第五位移传感器,F6?第六位移传感器,F7?第七位移传感器,F8?第八位移传感器,F9?第九位移传感器,F10?第十位移传感器,F11?第十一位移传感器,F12?第十二位移传感器,YB1.1、YB1.2、YB1.3、YB1.4?伺服驱动换向装置,YH1.1、YH1.2、YH1.3、YH1.4、Y1.1、Y1.2、Y1.3、Y1.4、Y1.5、Y1.6、Y1.7、Y1.8、Y1.9、Y1.10?电磁铁,Y2.1、Y2.2、Y2.3、Y2.4、Y2.5、Y2.6、Y2.7、Y2.8、Y3.1、Y3.2、Y3.3、Y3.4?比例电磁铁。
具体实施方式[0032] 为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。[0033] 如图1至5所示,本发明提供一种适用双机联动的超大型轴类楔横轧机的液压压下系统,包括:第一轧机液压压下系统、第二轧机液压压下系统以及恒压油源;第一轧机液压压下系统包括第一轧机压下装置、第一轧机轧辊平衡液压装置、第一轧机预应力液压装置;第二轧机液压压下系统包括第二轧机压下装置、第二轧机轧辊平衡液压装置、第二轧机预应力液压装置。第一轧机压下装置和第二轧机压下装置组成压下装置1,第一轧机轧辊平衡液压装置和第二轧机轧辊平衡液压装置组成平衡装置2,第一轧机预应力液压装置和第二轧机预应力液压装置组成预应力装置5;压下装置1分布在牌坊7和上轴承座4上,平衡装置2分布在压下装置1的两端,并与平衡梁3连接,预应力装置5分布在上轴承座4和下轴承座6之间。
[0034] 恒压油源包括第一恒压油源1.1和第二恒压油源1.2,其中第一恒压油源1.1供油第一轧机液压压下系统,第二恒压油源1.2供油第二轧机液压压下系统。第一二位二通电磁换向阀11.1一端通过油管联接至第一蓄能器10.1的出油口,另一端通过油管与第一轧机液压压下系统的主压力油管P相连,第一蓄能器10.1的回油口通过油管联接至回油箱15;第二二位二通电磁换向阀11.2一端通过油管联接至第二蓄能器10.2的出油口,另一端通过油管与第二轧机液压压下系统的主压力油管P相连,第二蓄能器10.2的回油口通过油管联接至回油箱15。[0035] 在第一恒压油源1.1和第二恒压油源1.2的出油口设置第一蓄能器10.1和第二蓄能器10.2,用来吸收第一恒压油源1.1和第二恒压油源1.2中液压泵产生的压力和流量脉动,保持压下装置工作时的工作压力,并吸收轧辊平衡装置和预应力液压装置工作时产生的液压冲击力,保证系统稳定。[0036] 由于第一轧机液压压下系统与第二轧机液压压下系统的液压原理图相同,只是两轧机的力能参数不同,第一轧机液压压下系统的轧机力能参数如下:正常轧制力为3300KN,最大轧制力为4950KN;第二轧机液压压下系统的轧机力能参数如下:正常轧制力为3600KN,最大轧制力为5400KN。因此只对第一轧机液压压下系统的液压原理图做详细描述。[0037] 所述第一轧机压下装置包括第一传动侧压下装置和第一操作侧压下装置;第一轧机轧辊平衡液压装置包括第一传动侧轧辊平衡液压装置和第一操作侧轧辊平衡液压装置;第一轧机预应力液压装置包括第一传动侧预应力液压装置和第一操作侧预应力液压装置。
[0038] 所述第一传动侧压下装置包括第一伺服阀2.1、第一插装阀4.1、第二插装阀4.2、第一比例溢流阀5.1、第一电磁球阀14.1、第一位移传感器F1、第一传动侧压下油缸C1、第一压力传感器9.1;所述第一伺服阀2.1的P口通过油管联接至主压力油管P上,第一伺服阀2.1的A口通过油管联接至第一插装阀4.1的A口上,第一伺服阀2.1的B口通过油管联接至第二插装阀4.2的A口上,第一插装阀4.1的B口和第二插装阀4.2的B口分别通过油管联接至第一传动侧压下油缸C1的有杆腔和无杆腔,第一伺服阀2.1的T口与主回油管T相连;第一插装阀4.1的X口第二插装阀4.2的X口通过油管共同联接至第一电磁球阀14.1的A口上,第一插装阀4.1的Y口第二插装阀4.2的Y口通过油管共同与主回油管T相连,第一电磁球阀14.1的P口和T口分别通过油管与主压力油管P和主回油管T相连。
[0039] 第一传动侧压下油缸C1的活塞运动速度受到第一伺服阀2.1的伺服驱动换向装置YB1.1的控制,伺服驱动换向装置YB1.1通过的电流越大,第一伺服阀2.1的阀芯的开口度越大,流入第一传动侧压下油缸C1的无杆腔的油液越多,第一传动侧压下油缸C1活塞运动速度越快;相反,伺服驱动换向装置YB1.1通过的电流越小,第一伺服阀2.1的阀芯的开口度越小,流入第一传动侧压下油缸C1的无杆腔的油液越少,第一传动侧压下油缸C1活塞运动速度越慢;通过控制伺服驱动换向装置YB1.1电流可以控制流入油缸的流量,从而可以控制油缸活塞的位移。具体工作时,当需要第一传动侧压下油缸C1下压时,电磁铁YH1.1、伺服驱动换向装置YB1.1、电磁铁Y1.3、电磁铁Y1.4同时得电,油液经过第一伺服阀2.1的P?A通道、第一插装阀4.1的A?B通道流入第一传动侧压下油缸C1的无杆腔内,同时,第一传动侧压下油缸C1的有杆腔内的油液经过第二插装阀4.2的B?A通道、第一伺服阀2.1的B?T通道流入主回油管内,从而驱动第一传动侧压下油缸C1的活塞向下运动。[0040] 为了保护第一传动侧压下装置,所述第一传动侧压下油缸C1的无杆腔和第二插装阀4.2的B口之间的油管上并联连接有第一比例溢流阀5.1。[0041] 当遇到紧急情况需要停机时,可以通过第一比例溢流阀5.1对第一传动侧压下油缸C1的无杆腔实现无冲击卸荷制动。[0042] 第一传动侧压下油缸C1的活塞杆内安装有第一位移传感器F1,第一传动侧压下油缸C1活塞的位置控制精度通过第一位移传感器F1与第一伺服阀2.1组成位置闭环来保证;第一传动侧压下油缸C1的P2口连接有第一压力传感器9.1,第一传动侧压下油缸C1的工作压力的控制精度通过第一压力传感器9.1与第一伺服阀2.1组成压力闭环来保证。
[0043] 同理,所述第一操作侧压下装置包括第二伺服阀2.2、第三插装阀4.3、第四插装阀4.4、第二比例溢流阀5.2、第二电磁球阀14.2、第二位移传感器F2、第一操作侧压下油缸C2、第二压力传感器9.2;所述第二伺服阀2.2的P口通过油管联接至主压力油管P上,第二伺服阀2.2的A口通过油管联接至第三插装阀4.3的A口上,第二伺服阀2.2的B口通过油管联接至第四插装阀4.4的A口上,第三插装阀4.3的B口和第四插装阀4.4的B口分别通过油管联接至第一操作侧压下油缸C2的有杆腔和无杆腔,第二伺服阀2.2的T口与主回油管T相连;第三插装阀4.3的X口第四插装阀4.4的X口通过油管共同联接至第二电磁球阀14.2的A口上,第三插装阀4.3的Y口第四插装阀4.4的Y口通过油管共同与主回油管T相连,第二电磁球阀14.2的P口和T口分别通过油管与主压力油管P和主回油管T相连。
[0044] 第一操作侧压下油缸C2的活塞运动速度的受到第二伺服阀2.2的伺服驱动换向装置YB1.2的控制,伺服驱动换向装置YB1.2通过的电流越大,第二伺服阀2.2的阀芯的开口度越大,流入第一操作侧压下油缸C2的无杆腔的油液越多,第一操作侧压下油缸C2活塞运动速度越快;相反,伺服驱动换向装置YB1.2通过的电流越小,第二伺服阀2.2的阀芯的开口度越小,流入第一操作侧压下油缸C2的无杆腔的油液越少,第一操作侧压下油缸C2活塞运动速度越慢;通过控制伺服驱动换向装置YB1.2电流可以控制流入油缸的流量,从而可以控制油缸活塞的位移。[0045] 具体工作时,当需要第一操作侧压下油缸C2下压时,电磁铁YH1.2、伺服驱动换向装置YB1.2、电磁铁Y1.5、电磁铁Y1.6同时得电,油液经过第二伺服阀2.2的P?A通道、第三插装阀4.3的A?B通道流入第一操作侧压下油缸C2的无杆腔内,同时,第一操作侧压下油缸C2的有杆腔内的油液经过第四插装阀4.4的B?A通道、第二伺服阀2.2的B?T通道流入主回油管内,从而驱动第一操作侧压下油缸C2的活塞向下运动。[0046] 为了保护第一操作侧压下装置,所述第一操作侧压下油缸C2的无杆腔和第四插装阀4.4的B口之间的油管上并联连接有第二比例溢流阀5.2。[0047] 当遇到紧急情况需要停机时,可以通过第二比例溢流阀5.2对第一操作侧压下油缸C2的无杆腔实现无冲击卸荷制动。[0048] 第一操作侧压下油缸C2的活塞杆内安装有第二位移传感器F2,第一操作侧压下油缸C2活塞的位置控制精度通过第二位移传感器F2与第二伺服阀2.2组成位置闭环来保证;第一操作侧压下油缸C2的P2口连接有第二压力传感器9.2,第一操作侧压下油缸C2的工作压力的控制精度通过第二压力传感器9.2与第二伺服阀2.2组成压力闭环来保证。
[0049] 第一传动侧压下装置和第一操作侧压下装置位置闭环和压力闭环的协同控制,保证了压下装置的控制精度。[0050] 第一传动侧压下装置和第一操作侧压下装置采用电磁球阀控制插装阀的组合节流调速回路代替传统的节流调速回路,使压下装置组合化、集成化;同时此组合具有通流能力大,压力损失小的特点,使其更加适用高压大流量的超大型轴类楔横轧机的液压压下系统;并且插装阀回路控制特性好,维护方便;插装阀具有抗污染能力强,性能可靠,寿命长,泄漏量小,阀组体积小等优点,可以保证压下装置的高效稳定运行。[0051] 所述第一传动侧轧辊平衡液压装置包括第一二位四通比例换向阀3.1、第二二位四通比例换向阀3.2、第一液控单向阀7.1、第一比例减压阀8.1、第三压力传感器9.3、第三蓄能器10.3、第一溢流阀12.1、第一单向阀13.1、第一平衡液压缸C3、第三位移传感器F3;所述第一比例减压阀8.1的A口通过油管联接至主压力油管P上,第一单向阀13.1两端分别通过油管与第一比例减压阀8.1的B口和第一二位四通比例换向阀3.1和第二二位四通比例换向阀3.2的P口相连,第一二位四通比例换向阀3.1的A口通过油管与第一液控单向阀7.1的A口相连,第一液控单向阀7.1的B口通过油管联接至第一平衡液压缸C3的无杆腔,第二二位四通比例换向阀3.2的A口分别通过油管联接至第一液控单向阀7.1的Y口和第一平衡液压缸C3的有杆腔。第一二位四通比例换向阀3.1的T口和第二二位四通比例换向阀3.2的T口通过油管与主回油管T相连。第三蓄能器10.3的出油口通过油管联接至第一二位四通比例换向阀3.1的P口和第二二位四通比例换向阀3.2的P口,第三蓄能器10.3的回油口通过油管与主回油管T相连。第一单向阀13.1的出油口连接有第一溢流阀12.1。[0052] 具体工作时,第三蓄能器10.3、第一二位四通比例换向阀3.1、第二二位四通比例换向阀3.2、第一液控单向阀7.1及第一平衡液压缸C3的油室之间形成一连通器;压力油只有在连通器的泄漏量超过一定值时才向连通器中供油,其余时间主要通过第三蓄能器10.3供油;当使轧辊平衡时,比例电磁铁Y2.1、比例电磁铁Y2.2不得电,油液主要从第三蓄能器10.3中流出,一方面经过第一二位四通比例换向阀3.1的P?A通道、第一液控单向阀7.1的A?B通道流入第一平衡液压缸C3的无杆腔内,另一方面经过第二二位四通比例换向阀3.2的P?A通道流入第一平衡液压缸C3的有杆腔内,形成差动连接,由于第一平衡液压缸C3两腔的面积差的存在,使第一平衡液压缸C3产生一个向有杆腔的一个推力,起到平衡轧辊的作用;当第一传动侧压下装置进行压下时,第一平衡液压缸C3的活塞杆受到压力退回时,第一平衡液压缸C3的无杆腔排出的油液经过第一液控单向阀7.1的B?A通道、第一二位四通比例换向阀3.1的A?P通道一方面经过第二二位四通比例换向阀3.2的P?A通道流入第一平衡液压缸C3的有杆腔中,另一方面多余的流入第三蓄能器10.3中进行存储。
[0053] 进行换辊操作时,当需要第一平衡液压缸C3上升时,比例电磁铁Y2.1不得电,比例电磁铁Y2.2得电;当需要第一平衡液压缸C3下降时,比例电磁铁Y2.1得电,比例电磁铁Y2.2不得电;当需要第一平衡液压缸C3停止时,比例电磁铁Y2.1得电,比例电磁铁Y2.2得电。[0054] 第一平衡液压缸C3的活塞杆内安装有第三位移传感器F3,第一平衡液压缸C3活塞的位置控制精度通过第三位移传感器F3与第一二位四通比例换向阀3.1和第二二位四通比例换向阀3.2组成位置闭环来保证;第一平衡液压缸C3的P2口连接有第三压力传感器9.3,第一平衡液压缸C3的工作压力的控制精度通过第三压力传感器9.3和第一比例减压阀8.1组成压力闭环来保证。[0055] 同理,所述第一操作侧轧辊平衡液压装置包括第三二位四通比例换向阀3.3、第四二位四通比例换向阀3.4、第二液控单向阀7.2、第二比例减压阀8.2、第四压力传感器9.4、第三蓄能器10.3、第二溢流阀12.2、第二单向阀13.2、第二平衡液压缸C4、第四位移传感器F4;所述第二比例减压阀8.2的A口通过油管联接至主压力油管P上,第二单向阀13.2两端分别通过油管与第二比例减压阀8.2的B口和第三二位四通比例换向阀3.3和第四二位四通比例换向阀3.4的P口相连,第三二位四通比例换向阀3.3的A口通过油管与第二液控单向阀7.2的A口相连,第二液控单向阀7.2的B口通过油管联接至第二平衡液压缸C4的无杆腔,第四二位四通比例换向阀3.4的A口分别通过油管联接至第二液控单向阀7.2的Y口和第二平衡液压缸C4的有杆腔。第三二位四通比例换向阀3.3的T口和第四二位四通比例换向阀3.4的T口通过油管与主回油管T相连。第三蓄能器10.3的出油口通过油管联接至第三二位四通比例换向阀3.3的P口和第四二位四通比例换向阀3.4的P口,第三蓄能器10.3的回油口通过油管与主回油管T相连。第二单向阀13.2的出油口连接有第二溢流阀12.2。
[0056] 具体工作时,第三蓄能器10.3、第三二位四通比例换向阀3.3、第四二位四通比例换向阀3.4、第二液控单向阀7.2及第二平衡液压缸C4的油室之间形成一连通器;压力油只有在连通器的泄漏量超过一定值时才向连通器中供油,其余时间主要通过第三蓄能器10.3供油;当使轧辊平衡时,比例电磁铁Y2.3、比例电磁铁Y2.4不得电,油液主要从第三蓄能器10.3中流出,一方面经过第三二位四通比例换向阀3.3的P?A通道、第二液控单向阀7.2的A?B通道流入第二平衡液压缸C4的无杆腔内,另一方面经过第四二位四通比例换向阀3.4的P?A通道流入第二平衡液压缸C4的有杆腔内,形成差动连接,由于第二平衡液压缸C4两腔的面积差的存在,使第二平衡液压缸C4产生一个向有杆腔的一个推力,起到平衡轧辊的作用;当第一操作侧压下装置进行压下时,第二平衡液压缸C4的活塞杆受到压力退回时,第二平衡液压缸C4的无杆腔排出的油液经过第二液控单向阀7.2的B?A通道、第三二位四通比例换向阀3.3的A?P通道一方面经过第四二位四通比例换向阀3.4的P?A通道流入第二平衡液压缸C4的有杆腔中,另一方面多余的流入第三蓄能器10.3中进行存储。
[0057] 进行换辊操作时,当需要第二平衡液压缸C4上升时,比例电磁铁Y2.3不得电,比例电磁铁Y2.4得电;当需要第二平衡液压缸C4下降时,比例电磁铁Y2.3得电,比例电磁铁Y2.4不得电;当需要第二平衡液压缸C4停止时,比例电磁铁Y2.3得电,比例电磁铁Y2.4得电。[0058] 第二平衡液压缸C4的活塞杆内安装有第四位移传感器F4,第二平衡液压缸C4活塞的位置控制精度通过第四位移传感器F4与第三二位四通比例换向阀3.3和第四二位四通比例换向阀3.4组成位置闭环来保证;第二平衡液压缸C4的P2口连接有第四压力传感器9.4,第二平衡液压缸C4的工作压力的控制精度通过第四压力传感器9.4和第二比例减压阀8.2组成压力闭环来保证。[0059] 第一传动侧轧辊平衡液压装置和第一操作侧轧辊平衡液压装置位置闭环和压力闭环的协同控制,保证了轧辊平衡液压装置的控制精度。[0060] 第一传动侧轧辊平衡液压装置和第一操作侧轧辊平衡液压装置采用了差动控制技术,提高了装置的响应速度;该装置方便了换辊操作,其具有力控制和位置控制两种工作状态进行切换选择;回路简单实用,具有稳定平衡力的特点。装置在工作时,一般主要靠蓄能器供油,当平衡液压缸的活塞杆在轧机压下装置作用下缩回时,无杆腔多余的油液回送到蓄能器储存,避免了能量损失,节能效果显著。[0061] 所述第一传动侧预应力液压装置包括第一三位四通比例换向阀6.1、第三液控单向阀7.3、第四液控单向阀7.4、第三比例减压阀8.3、第五压力传感器9.5、第一预应力液压缸C5、第二预应力液压缸C6、第五位移传感器F5;所述第三比例减压阀8.3的A口通过油管联接至主压力油管P上,第三比例减压阀8.3的B口通过油管与第一三位四通比例换向阀6.1的P口相连,第三液控单向阀7.3的A口和第四液控单向阀7.4的A口分别通过油管与第一三位四通比例换向阀6.1的A口和B口相连,第三液控单向阀7.3的B口和第四液控单向阀7.4的B口分别通过油管联接至第一预应力液压缸C5和第二预应力液压缸C6的有杆腔和无杆腔,第三液控单向阀7.3的Y口和第四液控单向阀7.4的Y口分别通过油管联接至第一三位四通比例换向阀6.1的B口和A口,第一三位四通比例换向阀6.1的T口与主回油管T相连。[0062] 具体工作时,比例电磁铁Y3.1得电,油液经过第三比例减压阀8.3的A?B通道、第一三位四通比例换向阀6.1的P?A通道、第三液控单向阀7.3的A?B通道流入第一预应力液压缸C5和第二预应力液压缸C6的无杆腔内,同时,第一预应力液压缸C5和第二预应力液压缸C6有杆腔内的油液经过第四液控单向阀7.4的B?A通道、第一三位四通比例换向阀6.1的B?T通道流入主回油管内,从而驱动第一预应力液压缸C5和第二预应力液压缸C6的活塞杆向上运动。[0063] 第一预应力液压缸C5的活塞杆内安装有第五位移传感器F5,第一预应力液压缸C5活塞的位置控制精度通过第五位移传感器F5与第一三位四通比例换向阀6.1组成位置闭环来保证;第一预应力液压缸C5和第二预应力液压缸C6的P2口共同连接有第五压力传感器9.5,第一预应力液压缸C5和第二预应力液压缸C6的工作压力的控制精度通过第五压力传感器9.5和第三比例减压阀8.3组成压力闭环来保证。
[0064] 同理,所述第一操作侧预应力液压装置包括第二三位四通比例换向阀6.2、第五液控单向阀7.5、第六液控单向阀7.6、第四比例减压阀8.4、第六压力传感器9.6、第三预应力液压缸C7、第四预应力液压缸C8、第六位移传感器F6;所述第四比例减压阀8.4的A口通过油管联接至主压力油管P上,第四比例减压阀8.4的B口通过油管与第二三位四通比例换向阀6.2的P口相连,第五液控单向阀7.5的A口和第六液控单向阀7.6的A口分别通过油管与第二三位四通比例换向阀6.2的A口和B口相连,第五液控单向阀7.5的B口和第六液控单向阀7.6的B口分别通过油管联接至第三预应力液压缸C7和第四预应力液压缸C8的有杆腔和无杆腔,第五液控单向阀7.5的Y口和第六液控单向阀7.6的Y口分别通过油管联接至第二三位四通比例换向阀6.2的B口和A口,第二三位四通比例换向阀6.2的T口与主回油管T相连。
[0065] 具体工作时,比例电磁铁Y3.2得电,油液经过第四比例减压阀8.4的A?B通道、第二三位四通比例换向阀6.2的P?A通道、第五液控单向阀7.5的A?B通道流入第三预应力液压缸C7和第四预应力液压缸C8的无杆腔内,同时,第三预应力液压缸C7和第四预应力液压缸C8有杆腔内的油液经过第六液控单向阀7.6的B?A通道、第二三位四通比例换向阀6.2的B?T通道流入主回油管内,从而驱动第三预应力液压缸C7和第四预应力液压缸C8的活塞杆向上运动。[0066] 第三预应力液压缸C7的活塞杆内安装有第六位移传感器F6,第三预应力液压缸C7活塞的位置控制精度通过第六位移传感器F6与第二三位四通比例换向阀6.2组成位置闭环来保证;第三预应力液压缸C7和第四预应力液压缸C8的P2口共同连接有第六压力传感器9.6,第三预应力液压缸C7和第四预应力液压缸C8的工作压力的控制精度通过第六压力传感器9.6和第四比例减压阀8.4组成压力闭环来保证。
[0067] 第一传动侧预应力液压装置和第一操作侧预应力液压装置位置闭环和压力闭环的协同控制,保证了轧辊平衡液压装置的控制精度。[0068] 采用预应力液压装置来提升楔横轧机机架刚度,极大地精简了设备结构,减小了设备的制造成本投入,同时满足了超大型轴类楔横轧机的轧制力数值较大的情况下所需的大预应力要求。通过调整预应力液压缸,可以确保轧制过程中轧机机架的预应力大小恒定,满足不同规格轴类工件轧制精度要求。[0069] 以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
声明:
“适用双机联动的超大型轴类楔横轧机的液压压下系统” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1186
编辑:管理员
来源:太原理工大学
1186
编辑:管理员
来源:太原理工大学



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















