权利要求书: 1.一种在线轧机用雾化除尘装置,其特征在于:包括喷淋嘴(2)和
传感器,所述喷淋嘴(2)设于轧机的出口导卫(1)出口端上方,所述喷淋嘴(2)对向出口导卫(1),所述喷淋嘴(2)通过喷淋水管(3)与水源连通,所述水源流入喷淋水管(3)后由喷淋嘴(2)雾化喷出,对红钢经所述出口导卫(1)产生的粉尘进行喷淋;所述喷淋水管(3)上设有控制阀,所述控制阀与PLC系统信号连接,所述传感器设于轧机进口导卫进口端,所述传感器对是否有红钢进入轧机进行检测,并将检测信号反馈于PLC系统,所述PLC系统控制控制阀打开或关闭,实现喷淋水管导通或关闭。
2.根据权利要求1所述的一种在线轧机用雾化除尘装置,其特征在于:所述喷淋嘴(2)与红钢之间的竖向间距为70~80cm。
说明书: 一种在线轧机用雾化除尘装置技术领域[0001] 本实用新型涉及一种在线轧机用雾化除尘装置,属于轧制技术领域。背景技术[0002] 高速线棒材轧机是通过由上轧辊与下轧辊组成的轧辊组来完成对轧件的轧制成型,上轧辊与下轧辊之间为轧件变形区域,在轧辊组的出口侧设置有能将轧制完成的轧件
稳定导出轧辊组的轧机出口导卫。钢厂生产棒线材轧制过程中由于钢温变化、变形变化,导
致钢表面氧化,形成氧化铁,氧化铁在轧制时,从而以粉尘的形式向空中飘去,导致生产现
场灰蒙蒙的,恶劣的工况会对现场工作人员的健康造成不可逆的影响,而且粉尘落下留在
红钢表面,影响产品质量。
实用新型内容
[0003] 本实用新型所要解决的技术问题是针对上述现有技术提供一种在线轧机用雾化除尘装置,避免现场粉尘飘散,有效改善现场工作,提高红钢表面的质量,保护作业人员的
身心健康。
[0004] 本实用新型解决上述问题所采用的技术方案为:一种在线轧机用雾化除尘装置,包括喷淋嘴和传感器,所述喷淋嘴设于轧机的出口导卫出口端上方,所述喷淋嘴对向出口
导卫,所述喷淋嘴通过喷淋水管与水源连通,所述水源流入喷淋水管后由喷淋嘴雾化喷出,
对红钢经所述出口导卫产生的粉尘进行喷淋;所述喷淋水管上设有控制阀,所述控制阀与
PLC系统信号连接,所述传感器设于轧机进口导卫进口端,所述传感器对是否有红钢进入轧
机进行检测,并将检测信号反馈于PLC系统,所述PLC系统控制控制阀打开或关闭,实现喷淋
水管导通或关闭。
[0005] 所述喷淋嘴与红钢之间的竖向间距为70~80cm,使得喷淋嘴对粉尘喷淋灭尘效果最佳。
[0006] 与现有技术相比,本实用新型的优点在于:一种在线轧机用雾化除尘装置,在出口导卫出口处上方设置喷淋嘴,对红钢在出口导卫产生的粉尘进行喷淋,雾化水裹住粉尘后
流至冲渣沟内,避免现场粉尘飘散,改善工作工况,提高了红钢表面的质量,保护作业人员
的身心健康。喷淋水管上设置控制阀,轧机进口导卫进口端设置传感器,通过传感器对红钢
是否进入轧机进行检测,自动控制控制阀的开闭,实现自动喷淋,节约水资源。
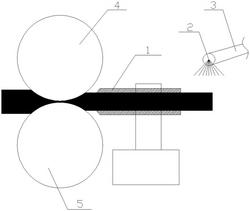
附图说明[0007] 图1为本实用新型实施例一种在线轧机用雾化除尘装置的示意图;[0008] 图中1出口导卫、2喷淋嘴、3喷淋水管、4上轧辊、5下轧辊。具体实施方式[0009] 以下结合附图实施例对本实用新型作进一步详细描述。[0010] 如图1所示,本实施例中的一种在线轧机用雾化除尘装置,红钢经进口导卫导入轧机,轧机内的上轧辊4和下轧辊5对红钢进行轧制,完成轧制后的红钢经出口导卫1导出,该
雾化除尘装置设于轧机的出口导卫1上方。包括喷淋嘴2和传感器,喷淋嘴2设于轧机的出口
导卫1出口端上方,喷淋嘴2对向出口导卫1,且喷淋嘴2与出口导卫1导出的红钢之间的竖向
间距为70cm。喷淋嘴2通过喷淋水管3与水源连通,水源流入喷淋水管3后由喷淋嘴2雾化喷
出,对红钢在出口导卫1产生的粉尘进行喷淋,雾化水裹住粉尘后流至冲渣沟内,避免现场
粉尘飘散,有效改善现场工作,提高了红钢表面的质量,保护作业人员的身心健康。
[0011] 喷淋水管3上设有电磁换向阀,电磁换向阀与PLC系统信号连接。在轧机进口导卫进口端设置传感器,传感器对是否有红钢进入轧机进行检测,并将检测信号反馈于PLC系
统,PLC系统控制电磁换向阀打开或关闭,使得喷淋水管3导通或关闭。当传感器检测到红钢
进入轧机进行轧制时,喷淋水管3导通,实现喷淋嘴2将水源雾化喷出,对产生的粉尘进行喷
淋,使之与冷却水一起流入冲渣沟内;当传感器未检测到红钢进入轧机,喷淋水管关闭,使
得喷淋嘴无雾化水喷出,实现自动喷淋,节约水资源。
[0012] 除上述实施例外,本实用新型还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本实用新型权利要求的保护范围之内。
声明:
“在线轧机用雾化除尘装置” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1242
编辑:管理员
来源:江阴兴澄特种钢铁有限公司
1242
编辑:管理员
来源:江阴兴澄特种钢铁有限公司



 咨询细节
咨询细节







































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 
















