权利要求书: 1.一种用于三辊精密轧机出口导卫的弧形喷水装置,其特征在于,包括导卫壳体,所述导卫壳体外壁上至少设置有一根弧形喷水管和一根进口水管;
每根所述弧形喷水管和进口水管均与导卫壳体内部连通;每根弧形喷水管和进口水管的圆周外壁上均设置有多个喷嘴,每个喷嘴均与弧形喷水管内部连通,弧形喷水管的朝向冷却轧机上的辊环方向弯曲;每个喷嘴的喷水方向均朝向冷却轧机上辊环的方向;
导卫壳体中部还设置有用于通过轧钢的出口导筒,所述出口导筒贯穿导卫壳体。
2.根据权利要求1所述的用于三辊精密轧机出口导卫的弧形喷水装置,其特征在于,所述导卫壳体的俯视投影呈三角形结构,导卫壳体的一侧设置有所述进口水管,其余两侧分别设置有一根所述弧形喷水管。
3.根据权利要求1所述的用于三辊精密轧机出口导卫的弧形喷水装置,其特征在于,所述进口水管的端部设置有接嘴。
4.根据权利要求2所述的用于三辊精密轧机出口导卫的弧形喷水装置,其特征在于,所述进口水管和每根所述弧形喷水管的圆周外壁上均设置有多个用于安装多个所述喷嘴的型槽;每个所述型槽的侧壁上均开设有安装孔,所述喷嘴与所述安装孔配合。
5.根据权利要求1所述的用于三辊精密轧机出口导卫的弧形喷水装置,其特征在于,所述出口导筒通过固定导筒与所述导卫壳体中部固定连接;
导卫壳体中部贯穿设置有安装通孔,所述安装通孔的直径与固定导筒的外径相匹配;
固定导筒的上端面设置有环向安装台阶,所述环向安装台阶直径大于安装通孔直径;环向安装台阶位于导卫壳体的上端面并通过第一压块装置与导卫壳体固定连接;
出口导筒位于固定导筒中部,出口导筒的外径与固定导筒内径相匹配,出口导筒顶部的圆周外壁上设置有环向安装槽,环向安装台阶的上端面设置有用于与环向安装槽配合的第二压块装置。
6.根据权利要求5所述的用于三辊精密轧机出口导卫的弧形喷水装置,其特征在于,所述第一压块装置包括第一连接螺栓和第一压块,所述第一压块设置于导卫壳体的上端面和环向安装台阶的上端面之间,所述第一连接螺栓穿过第一压块与导卫壳体的上端面固定连接;
所述第二压块装置包括第二连接螺栓和第二压块,所述第二压块设置于环向安装台阶的上端面和环向安装槽的上端面之间,第二连接螺栓穿过第二压块与环向安装台阶的上端面固定连接。
7.根据权利要求2所述的用于三辊精密轧机出口导卫的弧形喷水装置,其特征在于,所述导卫壳体的侧壁上设置有吊环。
说明书: 一种用于三辊精密轧机出口导卫的弧形喷水装置技术领域[0001] 本实用新型涉及金属棒线材轧制领域,特别涉及一种用于三辊精密轧机出口导卫的弧形喷水装置。背景技术[0002] 三辊精密轧机出口导卫的弧形喷水装置属于金属棒线材轧制领域,主要用于在线对三辊精密轧机辊环进行均匀冷却降温。目前三辊精密轧机的出口导卫虽均有喷水系统,但喷水管均为直管,对辊环进行冷却降温时喷水管各喷水口到辊环的距离皆不相同,使辊环各点接受的水量不同,进而冷却效果也不同。对三辊精密轧机辊环的冷却是非常必要的,若冷却不到位可能出现辊环粘钢的情况,一旦粘钢较为严重将会造成降低轧制产品稳定性的问题。实用新型内容
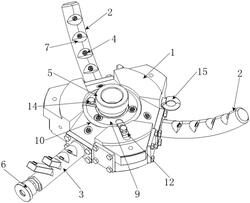
[0003] 针对现有技术中的上述问题,本实用新型提供了一种用于三辊精密轧机出口导卫的弧形喷水装置,解决现有的喷水系统因喷水管采用直管设置而导致辊环冷却不均匀,会出现辊环粘钢和影响轧制产品的稳定性的问题。[0004] 为了达到上述发明目的,本实用新型采用的技术方案如下:[0005] 提供了一种用于三辊精密轧机出口导卫的弧形喷水装置,其包括导卫壳体,导卫壳体外壁上至少设置有一根弧形喷水管和一根进口水管;[0006] 每根弧形喷水管和进口水管均与导卫壳体内部连通;每根弧形喷水管和进口水管的圆周外壁上均设置有多个喷嘴,每个喷嘴均与弧形喷水管内部连通,弧形喷水管的朝向冷却轧机上的辊环方向弯曲;每个喷嘴的喷水方向均朝向冷却轧机上辊环的方向;[0007] 导卫壳体中部还设置有用于通过轧钢的出口导筒,出口导筒贯穿导卫壳体。[0008] 本实用新型中用于三辊精密轧机出口导卫的弧形喷水装置的基本原理为:首先将整个弧形喷水装置安装在轧机上,然后冷却水从进口水管进入导卫壳体内部,再经过多根弧形喷水管,冷却水从多个喷嘴喷向冷却轧机上的辊环,实现对辊环进行均匀冷却降温,轧机上的轧钢通过出口导筒导出。[0009] 进一步地,作为导卫壳体的一种具体设置方式,导卫壳体的俯视投影呈三角形结构,导卫壳体的一侧设置有进口水管,其余两侧分别设置有一根弧形喷水管。[0010] 进一步地,为了便于水管与进口水管固定连接,便于冷却水通过进口水管进入导卫壳体,进口水管的端部设置有接嘴,接嘴的设置,便于与水管固定连接。[0011] 进一步地,作为固定喷嘴的具体设置方式,进口水管和每根弧形喷水管的圆周外壁上均设置有多个用于安装多个喷嘴的型槽;每个型槽的侧壁上均开设有安装孔,喷嘴与安装孔配合。[0012] 进一步地,作为出口导筒与导卫壳体之间具体的固定方式,出口导筒通过固定导筒与导卫壳体中部固定连接;[0013] 导卫壳体中部贯穿设置有安装通孔,安装通孔的直径与固定导筒的外径相匹配;固定导筒的上端面设置有环向安装台阶,环向安装台阶直径大于安装通孔直径;环向安装台阶位于导卫壳体的上端面并通过第一压块装置与导卫壳体固定连接;
[0014] 出口导筒位于固定导筒中部,出口导筒的外径与固定导筒内径相匹配,出口导筒顶部的圆周外壁上设置有环向安装槽,环向安装台阶的上端面设置有用于与环向安装槽配合的第二压块装置。[0015] 进一步地,作为第一压块装置和第二压块装置具体的设置方式,第一压块装置包括第一连接螺栓和第一压块,第一压块设置于导卫壳体的上端面和环向安装台阶的上端面之间,第一连接螺栓穿过第一压块与导卫壳体的上端面固定连接;[0016] 第二压块装置包括第二连接螺栓和第二压块,第二压块设置于环向安装台阶的上端面和环向安装槽的上端面之间,第二连接螺栓穿过第二压块与环向安装台阶的上端面固定连接。[0017] 进一步地,导卫壳体的侧壁上设置有吊环,通过吊环吊装设备吊装整个弧形喷水装置,便于弧形喷水装置的安装和维修。[0018] 本实用新型的有益效果为:通过在弧形喷水装置上设置有进口水管和两根弧形喷水管,进口水管和两根弧形喷水管上均设置有多个喷嘴,每个喷嘴的喷水方向均朝向冷却轧机上辊环的方向,实现对辊环进行均匀冷却降温,解决了现有的喷水系统因喷水管采用直管设置而导致辊环冷却不均匀,会出现辊环粘钢和影响轧制产品的稳定性的问题。附图说明[0019] 图1为一种用于三辊精密轧机出口导卫的弧形喷水装置的三维结构示意图。[0020] 图2为一种用于三辊精密轧机出口导卫的弧形喷水装置的俯视结构示意图。[0021] 图3为导卫壳体的内部剖视结构示意图。[0022] 其中,1、导卫壳体;2、弧形喷水管;3、进口水管;4、喷嘴;5、出口导筒;6、接嘴;7、型槽;8、安装孔;9、固定导筒;10、安装通孔;11、环向安装台阶;12、第一压块装置;121、第一连接螺栓;122、第一压块;13、环向安装槽;14、第二压块装置;141、第二连接螺栓;142、第二压块;15、吊环。具体实施方式[0023] 下面对本实用新型的具体实施方式进行描述,以便于本技术领域的技术人员理解本实用新型,但应该清楚,本实用新型不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本实用新型的精神和范围内,这些变化是显而易见的,一切利用本实用新型构思的发明创造均在保护之列。[0024] 如图1~图3所示,本实用新型提供的一种用于三辊精密轧机出口导卫的弧形喷水装置,其包括导卫壳体1,导卫壳体1外壁上至少设置有一根弧形喷水管2和一根进口水管3;[0025] 每根弧形喷水管2和进口水管3均与导卫壳体1内部连通;每根弧形喷水管2和进口水管3的圆周外壁上均设置有多个喷嘴4,每个喷嘴4均与弧形喷水管2内部连通,弧形喷水管2的朝向冷却轧机上的辊环方向弯曲;每个喷嘴4的喷水方向均朝向冷却轧机上辊环的方向;导卫壳体1中部还设置有用于通过轧钢的出口导筒5,出口导筒5贯穿导卫壳体1。[0026] 如图1和图2所示,具体地,本实用新型的弧形喷水装置安装在三辊精密轧机上,所述导卫壳体1的俯视投影呈三角形结构,导卫壳体1的一侧设置有所述进口水管3,其余两侧分别设置有一根所述弧形喷水管2。一根进口水管3和两根弧形喷水管2分别对准轧机的三个辊环,并然后冷却水从进口水管3进入导卫壳体1内部,再经过多根弧形喷水管2,冷却水从多个喷嘴4喷向冷却轧机上的辊环,实现对辊环进行均匀冷却降温,轧机上的轧钢通过出口导筒5导出,不会因为安装有弧形喷水装置而导致轧机无法出料。[0027] 导卫壳体1的侧壁上设置有吊环15,通过吊环15吊装设备吊装整个弧形喷水装置,便于弧形喷水装置的安装和维修。[0028] 优选但不局限地,为了便于水管与进口水管3固定连接,便于冷却水通过进口水管3进入导卫壳体1,进口水管3的端部设置有接嘴6,接嘴6的设置,便于与水管固定连接。
[0029] 而作为固定喷嘴4的具体设置方式,进口水管3和每根弧形喷水管2的圆周外壁上均设置有多个用于安装多个喷嘴4的型槽7,型槽7的开设角度优选为90°;每个型槽7的侧壁上均开设有安装孔8,喷嘴4与安装孔8配合,便于安装喷嘴4的同时,使得喷嘴4的喷水方向均朝向冷却轧机上辊环的方向,对辊环进行均匀冷却降温。[0030] 如图2和图3所示,作为出口导筒5与导卫壳体1之间具体的固定方式,出口导筒5通过固定导筒9与导卫壳体1中部固定连接。[0031] 导卫壳体1中部贯穿设置有安装通孔10,安装通孔10的直径与固定导筒9的外径相匹配;固定导筒9的上端面设置有环向安装台阶11,环向安装台阶11直径大于安装通孔10直径;环向安装台阶11位于导卫壳体1的上端面并通过第一压块装置12与导卫壳体1固定连接。[0032] 出口导筒5位于固定导筒9中部,出口导筒5的外径与固定导筒9内径相匹配,出口导筒5顶部的圆周外壁上设置有环向安装槽13,环向安装台阶11的上端面设置有用于与环向安装槽13配合的第二压块装置14。[0033] 作为第一压块装置12和第二压块装置14具体的设置方式,第一压块装置12包括第一连接螺栓121和第一压块122,第一压块122设置于导卫壳体1的上端面和环向安装台阶11的上端面之间,第一连接螺栓121穿过第一压块122与导卫壳体1的上端面固定连接;实现了固定导筒9与导卫壳体1之间的固定连接。[0034] 第二压块装置14包括第二连接螺栓141和第二压块142,第二压块142设置于环向安装台阶11的上端面和环向安装槽13的上端面之间,第二连接螺栓141穿过第二压块142与环向安装台阶11的上端面固定连接,实现了出口导筒5与固定导筒9的固定连接,进而实现了出口导筒5通过固定导筒9与导卫壳体1的固定连接。[0035] 作为第一压块装置12和第二压块装置14具体的设置方式,第一压块装置12包括第一连接螺栓121和第一压块122,第一压块122设置于导卫壳体1的上端面和环向安装台阶11的上端面之间,第一连接螺栓121穿过第一压块122与导卫壳体1的上端面固定连接;[0036] 第二压块装置14包括第二连接螺栓141和第二压块142,第二压块142设置于环向安装台阶11的上端面和环向安装槽13的上端面之间,第二连接螺栓141穿过第二压块142与环向安装台阶11的上端面固定连接。
声明:
“用于三辊精密轧机出口导卫的弧形喷水装置” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1192
编辑:管理员
来源:四川易尚天交实业有限公司
1192
编辑:管理员
来源:四川易尚天交实业有限公司



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















