
全部
▼
热搜:

近日,由广元应和汽车零部件制造有限公司投资建设的年产3万吨铝合金零部件绿色数智制造项目在四川广元市袁家坝街道石盘工业园正式开工。该项目主要生产新能源汽车关键零部件,包括电驱桥减速箱壳体、底盘摆臂及转向节等,计划于2026年8月竣工投产,为新能源汽车产业发展提供重要支持。
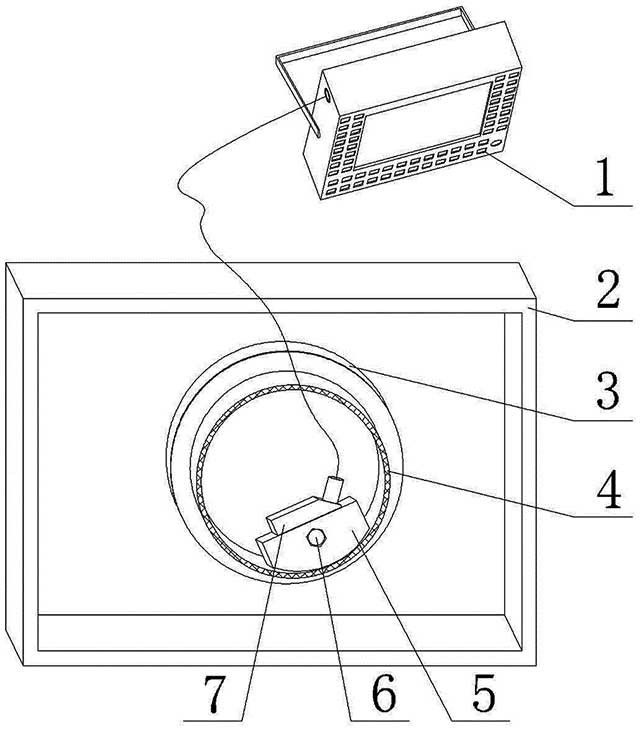
本发明涉及铝合金压铸件无损探伤技术领域,具体为一种圆筒形铝合金压铸件夹皮的检测方法,包括超声波探伤仪(1)、水浸探头(7)、水箱(2)、转台(3),所述水箱(2)中装有水,并且水箱(2)底部放置着一个转台(3),转台(3)上放置有一个圆筒形铝合金压铸件(4),圆筒形铝合金压铸件(4)的内孔壁与一个仿形楔块(5)的仿形探测面贴合,所述仿形楔块(5)的内槽中,通过固定螺钉(6)固定连接着一个水浸探头(7),水浸探头(7)通过电线束与超声波探伤仪(1)连接,本发明通过超声波探伤这种无损探伤技术,能够准确、高效的找出铝压铸件存在夹皮缺陷的问题,通过实际运用夹皮检出率100%,满足了检测要求。

2025 年 3 月,由广元应和汽车零部件制造有限公司投资建设的德阳天和(广元)新能源汽车铝合金铸造项目在四川广元市袁家坝街道石盘工业园正式破土动工。该项目计划年产 3 万吨铝合金零部件,主要生产博世新能源重卡电驱桥减速箱壳体、长安汽车新能源汽车底盘零部件(摆臂)、问界汽车前转向节/后转向节等产品。项目预计于 2026 年 8 月竣工投产,将为广元市及周边地区的新能源汽车产业提供重要支持,推动区域经济高质量发展。

2025年3月24日,新疆众和发布2024年年度报告。公司实现营业收入73.21亿元,同比增长12.03%;归属于上市公司股东的净利润为12.03亿元,同比下降22.94%。尽管市场竞争加剧导致主要产品价格承压下行,但在电力电工升级和汽车轻量化趋势的推动下,铝合金及高端铝制品需求有所增长,铝价同比上行。然而,氧化铝等原材料成本的同步上涨压缩了利润空间。公司拟向全体股东每股派发现金红利0.27元(含税)。

山东志特新材料科技有限公司于2024年6月申请的一项名为“一种铝合金内延板”的专利,最近获得了授权。这个内延板是建筑用铝件,采用铝合金材质,通过一次性挤压成型技术制成,包括长边框、水平板、短边框和加筋板。它结构简单、设计合理,加工成本低,承载力高,重量轻且不易生锈,方便安装拆卸,使用寿命长,还能重复利用。这家公司成立于2017年,位于潍坊市,注册资本1亿人民币,实缴资本也是1亿,有30条专利信息,还参与了一些投资项目和招投标。

智慧鑫源年产50万吨再生铝合金高端智能化产业项目于3月19日进入试产阶段。该项目一期工程已完成建设,二期工程计划于4月启动,重点建设冷轧车间,旨在推动再生铝合金产业的高端化与智能化发展。

湖南中创空天新材料股份有限公司于2025年2月申请了一项名为“一种6061铝合金环件晶粒细化的工艺”的专利。该工艺通过加热铝合金扁锭后进行四墩四拔,再经过冲孔、扩孔、环轧,最后进行固溶淬火和时效处理,成功解决了大型环件晶粒粗大的问题,使晶粒更细小且均匀。工艺简单易行,适合工业化规模生产。湖南中创空天新材料股份有限公司成立于2019年,位于岳阳市,主要从事有色金属冶炼和压延加工业,注册资本超11亿人民币,实缴资本近9.5亿人民币。公司还拥有众多商标、专利及行政许可,投资多家企业并参与大量招投标项目。

日本东北大学牵头的国际研究团队在材料科学领域取得重大突破,成功开发出一种新型钛铝形状记忆合金。这种合金重量轻、强度高、弹性好,密度比传统镍钛合金轻约30%,可在近400摄氏度的极宽温度范围内展现超弹性,且耐腐蚀性强。它为太空探索提供了新选择,可用于制造探测器关键部件。未来,随着技术完善,其有望在更多领域发挥重要作用,推动技术发展。

安徽稳卓汽车零部件有限公司与山西省吕梁市兴县经开区签署合作协议,年产120万件新能源汽车铝合金零部件项目正式落户兴县。该项目计划总投资5亿元,分三期推进,将助力新能源汽车产业发展。

金固股份近日宣布,已获得知名主机厂的定点通知,将为其新能源轿车开发阿凡达低碳车轮产品。该项目预计在今年二季度实现量产,将对公司本年度收入及利润产生积极影响。
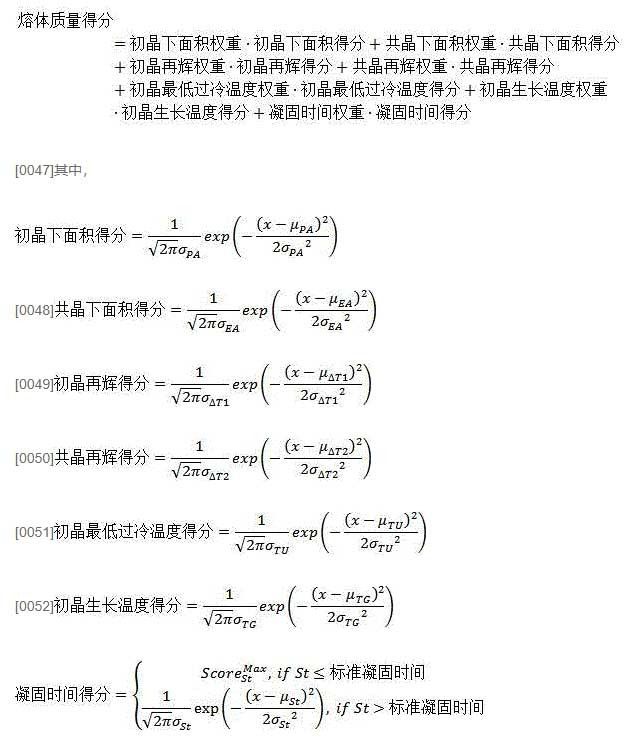
本发明公开了一种铝合金熔体质量快速检测方法,包括:S1.采集铝合金熔体样品并获取冷却曲线;S2.定义冷却曲线特征值;S3.数据处理及特征值提取;S4.建立熔体质量多元判据;本发明实现了对铝合金熔体质量的量化评估,提高了熔体质量评估的准确性和可重复性,减少了环境因素对检测结果的影响,通过建立多元判据提升了分析的科学性和适用性,并通过建立数据驱动的质量评估体系,为铝合金熔体的质量控制提供了更为科学的依据。

根据规划,奔达模具将在这块新购得的土地上建设约6万平方米的工业厂房,并引进压铸、机加、打磨、表面处理等相关工序所需的先进设备。项目建成投产后,预计将新增压铸产值2.5至3亿元。

怡球资源作为国内铝资源再生领域的龙头企业之一,其主营业务涵盖铝合金锭的生产和销售、废料回收和汽车拆解。公司通过全球化的采购网络和先进的生产工艺,生产出高质量的铝合金锭产品,同时在废料回收领域也取得了显著成就。

本发明提供了一种抗剪切的保护型铝合金电缆,属于电缆的技术领域,包括至少一根导线芯、支撑胶条、至少一个第一铠装以及至少一个第二铠装。支撑胶条设置在有至少一个固定孔;导线芯一一对应穿设在固定孔中。第一铠装套设在支撑胶条上;第一铠装一端的外径小于另一端的内径。第二铠装套设在支撑胶条上;第二铠装与第一铠装的结构相同;第二铠装较细的一端插进第一铠装较粗的一端。本发明提供的抗剪切的保护型铝合金电缆,通过支撑胶条、第一铠装和第二铠装将导线芯包裹

本发明公开了一种金属型铝合金低压铸造装置及方法,属于低压铸造领域。一种金属型铝合金低压铸造装置,包括底座,所述底座的顶部分别固定连接有坩埚和支撑柱,所述支撑柱的顶部固定连接有支撑台,所述坩埚的侧壁连通有注气管,所述支撑台的顶部固定连接有底模,所述底模的前后对称设置有两个呈半圆的侧模,两个所述侧模的顶部设有上模,所述坩埚的顶部固定连接有升液管;本发明有助于减少模具因温差过大而产生的应力和变形问题,并且有助于保持产品的尺寸精度和表面光洁度,提高产品质量
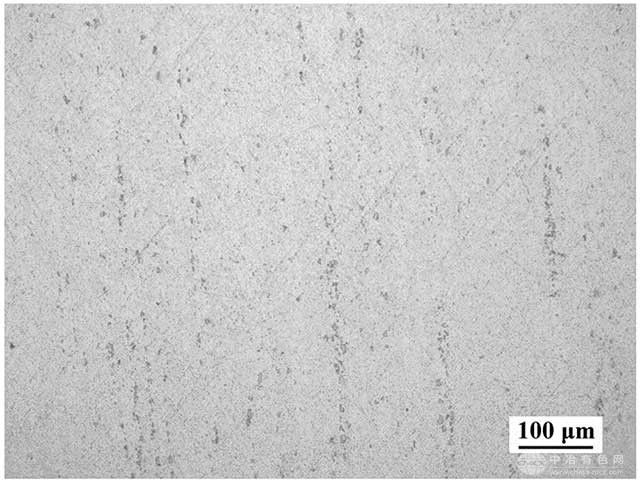
本发明公开一种快速使铝合金获得等轴晶组织的加压热处理方法,该方法包括如下步骤:将热处理炉升温至热处理温度;将经过轧制的铝合金板材置于热处理炉中,在热处理温度下进行保温,保温过程中使用加压装置持续对铝合金板材施加垂直于轧制方向的压力;取出铝合金板材,使其空冷至室温。本发明可以使轧制5182铝合金板材在较低温度和较短的保温时间内快速获得等轴晶组织,消除合金组织的各向异性,并可有效减缓合金晶粒尺寸和合金中化合物尺寸的长大。
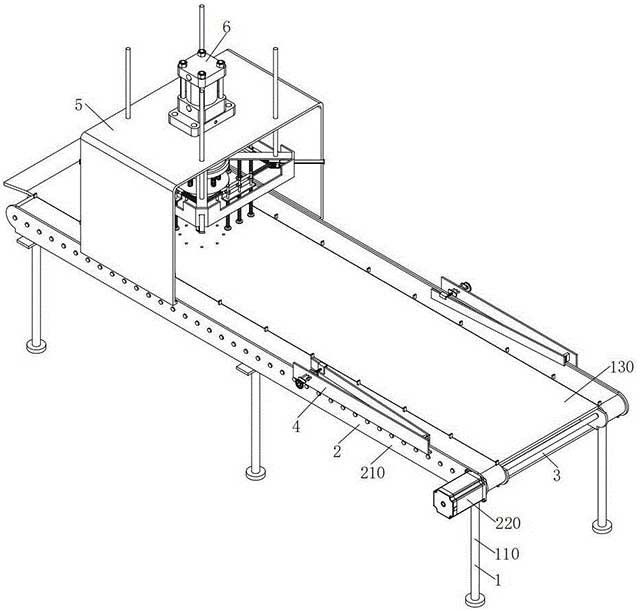
本发明涉及了冲压加工设备技术领域,具体的说是电池盖板用防爆片和翻转片铝合金带材的冲压设备,包括支撑组件,所述支撑组件用于设备底部支撑,使工件稳定冲压推动组件,所述推动组件的底端固定安装在所述支撑组件的顶端,所述推动组件用于工件的推动,使设备持续对工件加工,所述连接轴固定安装在所述推动组件的一端,所述连接轴固定安装在两组所述推动组件之间;通过在履带的外侧等距离设置推动块,便于将放置板上方放置的材料依次传送到冲压组件的正下方,且通过导向组件的限位
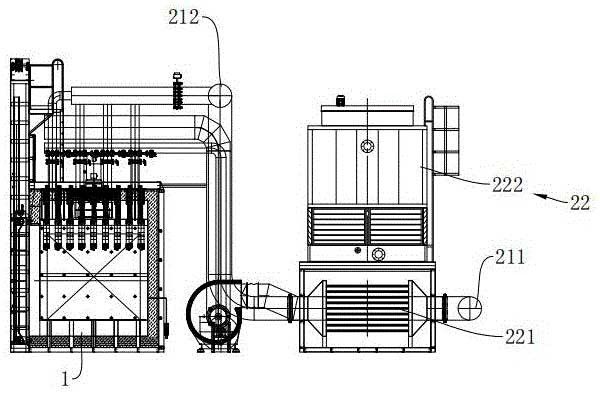
本申请涉及热处理设备领域,尤其涉及一种快速升降温铝合金退火炉,其包括退火炉本体,还包括循环管道和冷却系统,所述循环管道两端均与退火炉本体内部连通,所述冷却系统安装循环管道上,用于与所述循环管道中的气体换热,所述循环管道上还设置有用于驱动循环管道内气体流动的循环风机。本申请具有降低产品处理过程中的综合成本的效果。
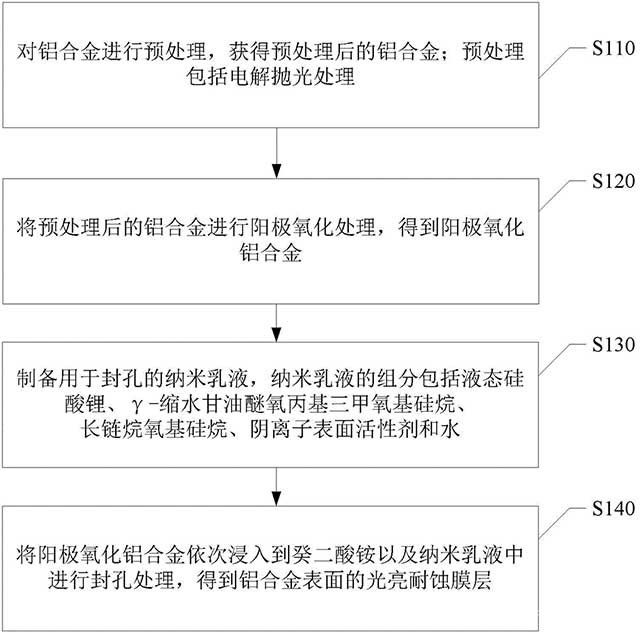
本公开实施例提供一种铝合金表面耐蚀膜层的制备方法及铝合金表面耐蚀膜层,涉及表面技术领域,包括:对铝合金进行预处理,获得预处理后的铝合金;预处理包括电解抛光处理;将预处理后的铝合金进行阳极氧化处理,得到阳极氧化铝合金;制备用于封孔的纳米乳液,纳米乳液的组分包括液态硅酸锂、γ‑缩水甘油醚氧丙基三甲氧基硅烷、长链烷氧基硅烷、阴离子表面活性剂和水;将阳极氧化铝合金依次浸入到癸二酸铵以及纳米乳液中进行封孔处理,得到铝合金表面的光亮耐蚀膜层。本公开能够在保持表面光亮的同时,提高铝合金的耐蚀性能。
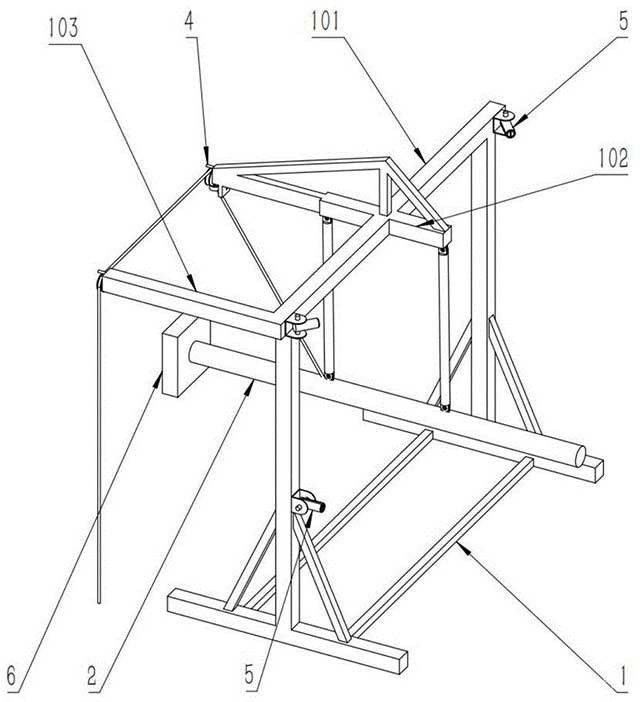
本实用新型涉及冶金设备技术领域,具体公开了一种硅铝合金冶炼炉开炉眼装置;包括门型框架、撞锤、摆臂和提升装置,在门型框架的横梁中间位置固定设有纵梁,在纵梁下方铰接有两个摆臂,摆臂的下端分别与撞锤铰接,提升装置包括牵引绳、第一导轮和第二导轮,在纵梁上位于撞锤尾部一端转动设有第一导轮,在横梁一端平行于纵梁设有支臂,在支臂的自由端转动设有第二导轮,牵引绳一端固定于撞锤与靠近撞锤尾部的摆臂铰接的位置,牵引绳另一端依次绕过第一导轮和第二导轮垂直向下置于门型框架的一侧;
























































 宁夏 - 银川
宁夏 - 银川 2025年05月16日 ~ 18日
2025年05月16日 ~ 18日



