权利要求
1.一种圆筒形
铝合金压铸件夹皮的检测方法,包括超声波探伤仪(1)、水浸探头(7)、水箱(2)、转台(3)、圆筒形
铝合金压铸件(4),其特征在于:所述水箱(2)中装有水,并且水箱(2)底部放置着一个转台(3),转台(3)上放置有一个圆筒形铝合金压铸件(4),圆筒形铝合金压铸件(4)的内孔壁与一个仿形楔块(5)的仿形探测面贴合,所述仿形楔块(5)的内槽中,通过固定螺钉(6)固定连接着一个水浸探头(7),水浸探头(7)通过电线束与超声波探伤仪(1)连接;
所述圆筒形铝合金压铸件夹皮的检测方法步骤如下:
首先把被检测的圆筒形铝合金压铸件(4),放置在水箱(2)底部的转台(3)上,同时在水箱(2)中灌入水,水面要高于被检测的圆筒形铝合金压铸件(4)上表面;
然后打开超声波探伤仪(1),把固定连接在水浸探头(7)上的仿形楔块(5)浸入水箱(2)的水中,使仿形楔块(5)的仿形探测面与圆筒形铝合金压铸件(4)的内孔壁贴合;
最后将仿型楔块(5)的仿形探测面贴合在圆筒形铝合金压铸件(4)的内孔壁移动,检测圆筒形铝合金压铸件(4)筒壁的每一处,利用水浸探头(7)发射的超声波,通过超声波探伤仪(1)发现铝压铸件的夹皮缺陷,并找出质量不合格的铸件。
2.根据权利要求1所述的一种圆筒形铝合金压铸件夹皮的检测方法,其特征在于:所述仿形楔块(5)的仿形探测面直径与圆筒形铝合金压铸件(4)的内孔壁直径相同。
3.根据权利要求1所述的一种圆筒形铝合金压铸件夹皮的检测方法,其特征在于:所述仿型楔块(5)的材质为尼龙材料。
4.根据权利要求1所述的一种圆筒形铝合金压铸件夹皮的检测方法,其特征在于:所述水浸探头(7)采用的是超声波横波斜探头。
说明书
技术领域
[0001]本发明涉及一种铝合金压铸件无损探伤技术领域,具体为一种圆筒形铝合金压铸件夹皮的检测方法。
背景技术
[0002]铝合金压铸件在生产过程中存在夹铝合金皮(以下简称“夹皮”)的情况,夹皮的缺陷会造成铸件在受外力的情况下开裂;夹皮缺陷的状态未贯穿铸件的整个壁厚时,现有的检测手段如X射线探伤,CT探伤、着色渗透探伤等均无法检测到该缺陷的存在。
发明内容
[0003]本发明的目的是提供一种圆筒形铝合金压铸件夹皮的检测方法,通过超声波探伤这种无损探伤技术,准确、高效的检测出铝合金压铸件存在夹皮缺陷的问题。
[0004]为了实现上述目的,本发明采用如下技术方案:一种圆筒形铝合金压铸件夹皮的检测方法,包括超声波探伤仪、水浸探头、水箱、转台、圆筒形铝合金压铸件,所述水箱中装有水,并且水箱底部放置着一个转台,转台上放置有一个圆筒形铝合金压铸件,圆筒形铝合金压铸件的内孔壁与一个仿形楔块的仿形探测面贴合,所述仿形楔块的内槽中,通过固定螺钉固定连接着一个水浸探头,水浸探头通过电线束与超声波探伤仪连接;
所述圆筒形铝压铸件夹皮检测方法步骤如下:
首先把被检测的圆筒形铝合金压铸件,放置在水箱底部的转台上,同时在水箱中灌入水,水面要高于被检测的圆筒形铝合金压铸件上表面;
然后打开超声波探伤仪,把固定连接在水浸探头上的仿形楔块浸入水箱的水中,使仿形楔块的仿形探测面与圆筒形铝合金压铸件的内孔壁贴合;
最后将仿型楔块的仿形探测面贴合在圆筒形铝合金压铸件的内孔壁移动,检测圆筒形铝合金压铸件筒壁的每一处,利用水浸探头发射的超声波,通过超声波探伤仪发现铝压铸件的夹皮缺陷,并找出质量不合格的铸件。
[0005]进一步的,所述仿形楔块的仿形探测面直径与圆筒形铝合金压铸件的内孔壁直径相同。
[0006]进一步的,所述仿型楔块的材质为尼龙材料。
[0007]进一步的,所述水浸探头采用的是超声波横波斜探头。
[0008]本发明的有益效果:与现有技术相比,本发明通过超声波探伤这种无损探伤技术,能够准确、高效的找出铝压铸件存在夹皮缺陷的问题,通过实际运用夹皮检出率100%,满足了检测要求。
附图说明
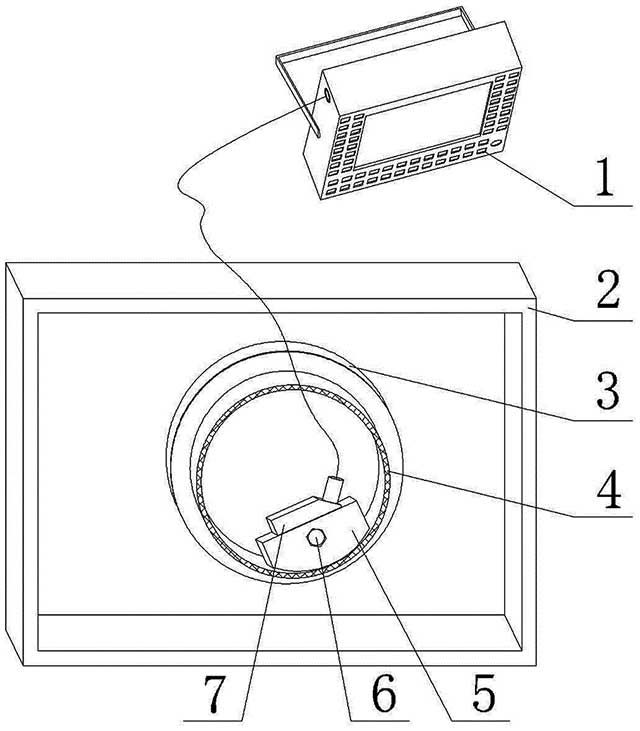
[0009]图1是本发明一种圆筒形铝合金压铸件夹皮的检测方法的一种立体结构示意图;
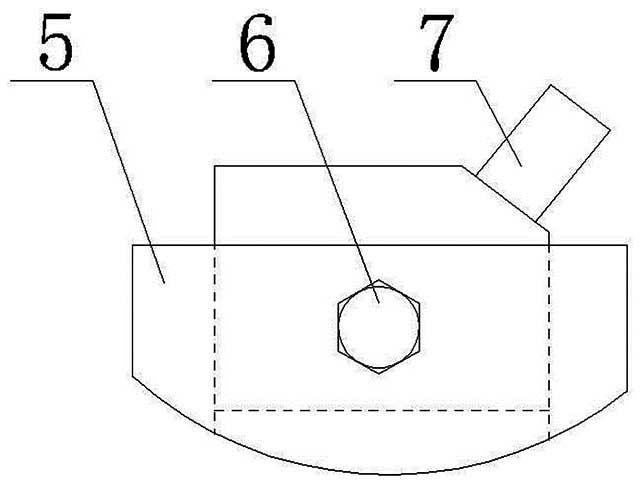
图2是本发明一种圆筒形铝合金压铸件夹皮的检测方法的超声波探头主视结构示意图;
图3是本发明一种圆筒形铝合金压铸件夹皮的检测方法的超声波探头仰视结构示意图;
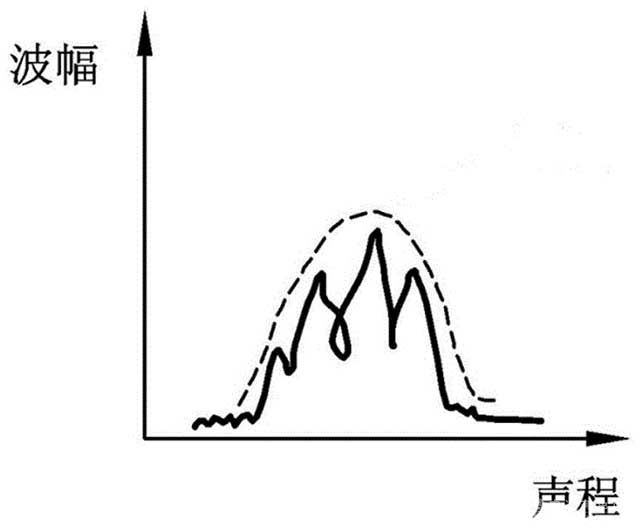
图4是本发明中超声波探头探测到夹皮时一次回波的脉冲波峰图;
图5是本发明中超声波探头对夹皮移动探测时的连续脉冲波峰图。
[0010]图中所示:1-超声波探伤仪,2-水箱, 3-转台, 4-圆筒形铝合金压铸件,5-仿形楔块,6-固定螺钉,7-水浸探头。
具体实施方式
[0011]下面将结合附图对本发明的技术方案进行清楚、完整地描述。
[0012]如图1至图3所示,所述一种圆筒形铝合金压铸件夹皮的检测方法,包括超声波探伤仪1、水浸探头7、水箱2、转台3、圆筒形铝合金压铸件4,所述水箱2中装有水,并且水箱2底部放置着一个转台3,转台3上放置有一个圆筒形铝合金压铸件4,圆筒形铝合金压铸件4的内孔壁与一个仿形楔块5的仿形探测面贴合,所述仿形楔块5的内槽中,通过固定螺钉6固定连接着一个水浸探头7,水浸探头7通过电线束与超声波探伤仪1连接;
所述圆筒形铝压铸件夹皮检测方法步骤如下:
首先把被检测的圆筒形铝合金压铸件4,放置在水箱2底部的转台3上,同时在水箱2中灌入水,水面要高于被检测的圆筒形铝合金压铸件4上表面;
然后打开超声波探伤仪1,把固定连接在水浸探头7上的仿形楔块5浸入水箱2的水中,使仿形楔块5的仿形探测面与圆筒形铝合金压铸件4的内孔壁贴合;
最后将仿型楔块5的仿形探测面贴合在圆筒形铝合金压铸件4的内孔壁移动,检测圆筒形铝合金压铸件4筒壁的每一处,利用水浸探头7发射的超声波,通过超声波探伤仪1发现铝压铸件的夹皮缺陷,并找出质量不合格的铸件。
[0013]本实施方案中,水浸探头7通过固定螺钉6的松紧,可以调节其在仿形楔块5的内槽中位置,便于检测不同壁厚的筒形铝压铸件;在检测时,把筒形铝合金压铸件浸入水中,以水作为耦合剂,可以提升超声波的传播效率与检测灵敏度;把筒形铝合金压铸件放置在转台3上,便于筒形铝合金压铸件在检测时旋转移动。
[0014]如图1所示,所述仿形楔块5的仿形探测面直径与圆筒形铝合金压铸件4的内孔壁直径相同,本实施方案是为了保证水浸探头7与圆筒形铝合金压铸件4的内孔壁的检测距离恒定,保证超声波检测数值准确。
[0015]如图1至图3所示,所述仿型楔块5的材质为尼龙材料,本实施方案是为了避免在检测时划伤铝合金压铸件表面。
[0016]如图2所示,所述水浸探头7采用的是超声波横波斜探头,本实施方案利用超声波脉冲反射探伤,采用横波斜入法,可以很好的识别出夹皮的缺陷。
[0017]本发明的具体检测方法:
首先把被检测的圆筒形铝合金压铸件4,放置在水箱2底部的转台3上,同时在水箱2中灌入水,水面要高于被检测的圆筒形铝合金压铸件4上表面;
然后打开超声波探伤仪1,把固定连接在水浸探头7上的仿形楔块5浸入水箱2的水中,使仿形楔块5的仿形探测面与圆筒形铝合金压铸件4的内孔壁贴合;
最后将仿型楔块5的仿形探测面贴合在圆筒形铝合金压铸件4的内孔壁移动,检测圆筒形铝合金压铸件4筒壁的每一处,利用水浸探头7发射的超声波,通过超声波探伤仪1发现铝压铸件的夹皮缺陷,并找出质量不合格的铸件;在探伤过程中,超声波探伤仪1显示出如图4的一次回波的脉冲波峰图时,表示水浸探头7探测的圆筒形铝合金压铸件4筒壁附近有夹皮缺陷存在,当水浸探头7在测出夹皮缺陷处连续移动探测时,超声波探伤仪1显示出如图5的连续脉冲波峰图时,就可以确定圆筒形铝合金压铸件4的夹皮缺陷及具体位置,通过实际运用夹皮检出率100%,满足了检测要求。
[0018]以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的技术构思之内所作的简单修改、等同替换、改进等,均应包含在本发明的保护范围之内。
说明书附图(5)


声明:
“圆筒形铝合金压铸件夹皮的检测方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 794
编辑:北方有色网
来源:东风(十堰)有色铸件有限公司, 南通银河测控技术开发有限公司
794
编辑:北方有色网
来源:东风(十堰)有色铸件有限公司, 南通银河测控技术开发有限公司



 咨询细节
咨询细节














































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















