全部
▼
热搜:

 527
527
 0
0
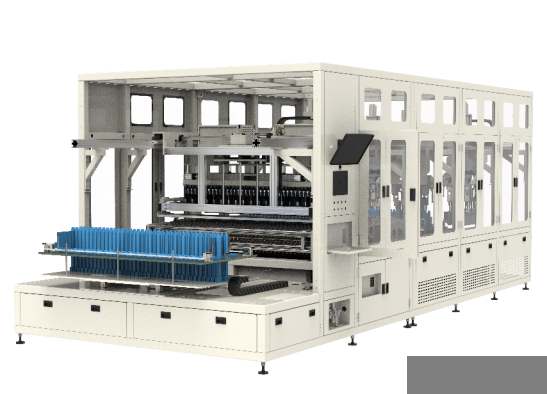
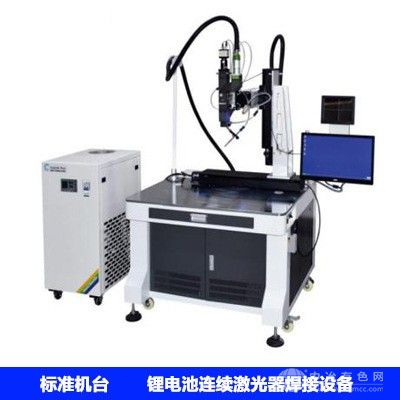
适用于方形铝壳电池注液口化成胶钉自动插入,将来料待插钉托盘送至插钉工位,系统感应托盘到位后,托盘精准定位,系统根据插钉工艺流程开始插钉,并对插钉进行检测。
 518
0
518
0
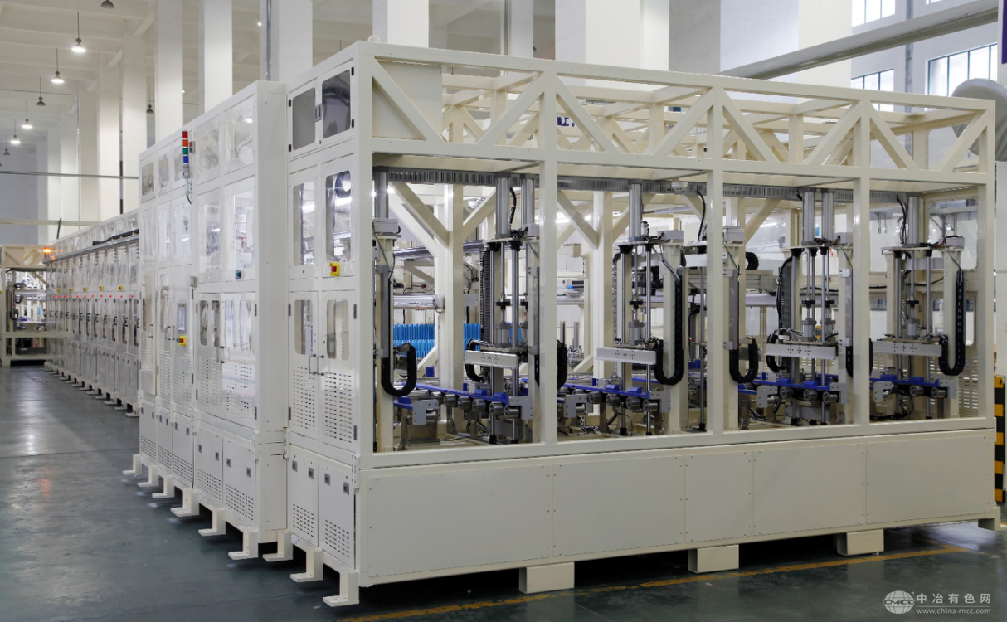
适用于方形铝壳电池的容量分选及性能筛选分级、其基本结构主要包括电源部、机构部、消防系统及安全模块。该分容系统可集运动机构、控制机构、电源机构,散热风道机构为一体,具有温度均匀、高充放电效率及回收效率、高电压电流平稳度、低成本、高安全性等优势。
 536
0
536
0
用于实现方形铝壳锂电池的表面清洁、重量测量、尺寸测量、外观检测、贴码及贴标检测、NG筛选等功能,且将生产数据本地存储及上传 MES 系统,为全自动连线设备。
 510
0
510
0
根据MES系统提供的OCV/IR、DCIR等测试数据,并按照设定的档位对电芯进行等级分选。▶▶性能参数:名称性能参数,分选档位根据客户要求设计,电芯存放方式吸塑盘或注塑托盘。
 493
0
493
0
该设备主要用于测试电池的OCV和ACIR,并对应托盘条形码将数据上传储存到数据库。该设备可以根据物流线需求,制作成库位模式和在线物流模式。
 491
0
491
0
该软包电池充放电设备,采用开关型设计,提升了充放电效率同时降低了能耗,电池接触部分采用GRIPPER形式,通过气动式运动机构将GRIPPER与电池接触,该系统可满足客户对大型软包电池进行分容的工艺要求,具备恒流恒压充放电功能。
 530
0
530
0
该设备对电池进行短时间的高倍率大电流充放电,主要用于测试电池的直流内阻,并对应托盘条形码将数据上传储存到数据库。该设备可以根据物流线需求,制作成库位模式和在线物流模式。根据国标GB/T 31467的测试标准,计算方法如下:DCIR放电 (I1,t1)= |V0-V1|/ I1。
 485
0
485
0
软包动力电池化成分容一体机主要用于软包装锂离子电池的热压化成及分容过程。在加热加压状态下进行电池化成,压力采用可调的控制,优化化成效果,缩减电池制作周期;化成结束后,机械手直接搬运电池到分容治具,分容治具采用恒温控制,温度一致性达到±2 ℃,解决了电池在分容过程中散热不均的问题。分容采用加压、恒温充放电模式,提高分容的效率,减少电池搬运次数,提高电池生产的合格率,提升电池品质。
 487
0
487
0
高温加压夹具化成系统主要用于软包动力锂电池的热压化成。在加热加压状态下进行电池化成,压力采用可调的控制,优化化成效果,缩减电池制作周期。
 497
0
497
0
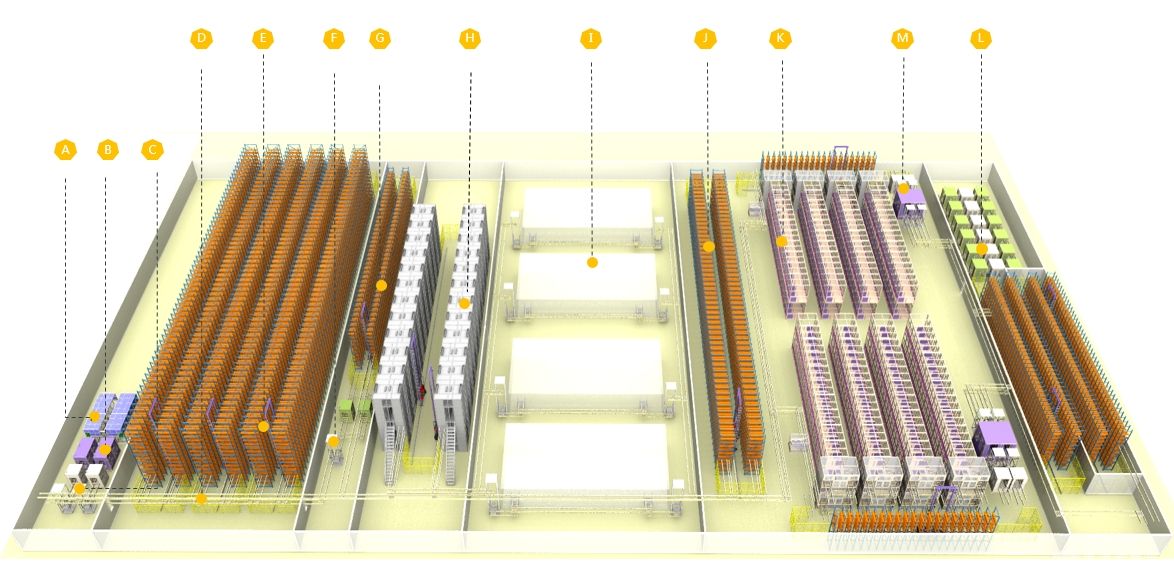
软包动力锂电池后处理系统,后处理系统主要结构分为:A 分档、B 综合测试机、C 拆组盘、D 物流输送线、E 常温静置库、H 分容系统、I Degas、J 常温静置库、 K 化成系统、L 预充电 、M 换盘设备。
 483
0
483
0
绝缘测试设备是在对软包动力电池本体加压情况下,对软包电池的封边和负极的边电压、封边和负极的边电阻的检测,采用高精度电压表和绝缘测试仪对每个电池测试。




 509
0
509
0
我们的分体电动等静压压片机积小,压力大,压力控制精度高,现已应用于锂电池,科研,教学,检测,制药,催化,化工等各个行业。此外本产品还可与傅立叶红外光谱仪、荧光光谱仪等测试仪器配套制样使用,可替代同类进口产品。

 530
0
530
0
我们是专业生产粉末压片机和模具的厂家。我们的压片机体积小,压力大,压力控制精度高,现已应用于锂电池,科研,教学,检测,制药,催化,化工等各个行业。此外本产品还可与傅立叶红外光谱仪、荧光光谱仪等测试仪器配套制样使用,可替代同类进口产品。
 534
0
534
0
厦门天美福机械设备有限公司推出了一款新能源电池组PACK自动化设备,型号为TMAX-FX11S。这款设备主要用于电池组焊接以及五金材料加工,属于标准化产品,不支持加工定制。其品牌为TMAXCN,货号和规格均为TMAX-FX11S。
 500
0
500
0
厦门天美福机械设备有限公司推出了一款电池材料自动焊接设备。这款设备的品牌是TMAXCN,型号为TMAX-1000W。它主要用于五金线材和电池材料的加工,规格为TMAX-10000W。
 527
0
527
0
厦门天美福机械设备有限公司推出了一款锂电池厚片激光焊接设备,型号为TMAX-G1500。这款设备主要用于电池组焊接以及五金材料的加工,其品牌为TMAXCN,货号和规格均为TMAX-G1500。它是一款标准化的产品,并非加工定制类型。
 520
0
520
0
厦门天美福机械设备有限公司推出的圆柱型电池通用分选机,型号为TMAX-FX5S,是一款专为电池组焊接及五金材料加工等用途设计的设备。它的订货号和货号均为TMAX-FX5S,品牌是TMAXCN。这款分选机属于标准化产品,不支持加工定制,规格也统一为TMAX-FX5S。
 525
0
525
0
厦门天美福机械设备有限公司推出的TMAX-G1500型号激光焊接设备,是一款专门用于电池组焊接以及五金材料加工的设备。这款设备的品牌是TMAXCN,型号和货号均为TMAX-G1500,属于标准产品,无需加工定制。

 530
0
530
0
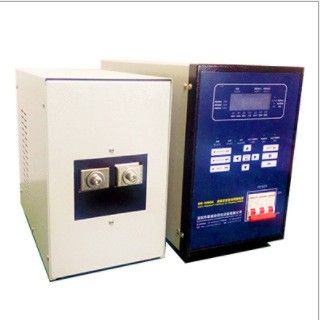
中频逆变直流电阻焊控制电源是由单相或三相交流电经整流电路成为脉动直流电,在经由功率开关器件组成的逆变电路变成中频方波接入变压器,降压后整流成脉动较小的直流电供给电极对工件进行焊接。逆变器通常采用电流反馈脉宽调制,获得稳定的恒电流输出。中频逆变点焊机性能优越,适合于高导热金属薄件以及精细工件的焊接。
 524
0
524
0
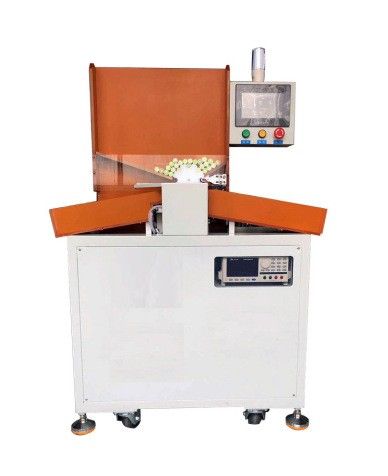
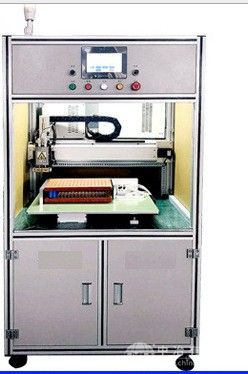
圆柱锂电芯自动分选机5档/10档/20档是用于18650/26650/32650电芯自动化分选电压,内阻的设备,也可单独分选电压或分选内阻。本测试分选由PLC控制+PC工业电脑组成,PLC控制交流伺服电机,步进电机和气缸等完成分选功能,PC负责数据采集和处理,以及数据保存。
 573
0
573
0
厦门天美福机械设备有限公司生产的双面锂电池自动点焊机,型号为TMAX-D300,是一款专门用于电池组焊接以及五金材料加工的设备。这款点焊机属于标准化产品,无需加工定制,其品牌为TMAXCN,货号也是TMAX-D300。它凭借高效稳定的焊接性能,适用于多种材料的连接,能有效提升生产效率,降低人工成本,是电池制造和五金加工领域中的一款实用设备。
 516
0
516
0
单面自动点焊机设备细节展示:1、焊接电源:数字化参数设置,简单易懂,可根据产品选配;2、7寸智能触摸屏:系统界面简洁易懂,编程简单易学容易掌握,多重用户、报警提示、焊针更换提示,虚汗报警、漏焊补位;3、电阻焊接机头:厚重扎实焊接性能稳定牢固,伺服机头效率高不伤电芯,强制风冷或水循环冷却。


中冶有色为您提供最新的有色金属锂电设备优质商品信息,包括品牌,厂家,图片、规格型号、用途、原理、技术参数、性能指标等。


 2025年07月09日 ~ 11日
2025年07月09日 ~ 11日  2025年07月11日 ~ 13日
2025年07月11日 ~ 13日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月17日 ~ 19日
2025年07月17日 ~ 19日 















































































